
Fターム[4E096EA02]の内容
Fターム[4E096EA02]の下位に属するFターム
ステンレス (39)
Fターム[4E096EA02]に分類される特許
41 - 60 / 156
剥離粉除去機および伸線装置
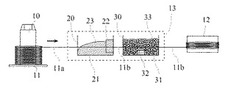
【課題】鋼線に密着した潤滑被膜の剥離を防止しつつ、潤滑被膜の剥離粉を効率よく除去することができる剥離粉除去機および伸線装置を提供する。
【解決手段】伸線装置13は、伸線機20および剥離粉除去機30を有する。伸線機20は、容器21およびダイス22を有し、容器21内に潤滑剤23が収容される。剥離粉除去機30は、容器31および筒状体32を有する。容器31内に複数の固形物33が収容され、その複数の固形物33に筒状体32が埋設される。容器21内において線材11aの表面に潤滑剤23が付され、その線材11aがダイス22によって伸線されることにより、鋼線11bに加工されるとともに、鋼線11bの表面に潤滑剤23からなる潤滑被膜が形成される。その後、鋼線11bは、筒状体32を通過するように容器31内を通過する。このとき、筒状体32内において固形物33と接触することにより潤滑被膜の剥離粉が除去される。
(もっと読む)
薄くポリマーコーティングされたマルテンサイト系ワイヤ
マルテンサイト、焼戻しマルテンサイト、ベイナイトまたはソルバイト構造を有する細長い鋼製エレメント(12)は、細長い鋼製エレメント(14)のすぐ上に厚さ20μm未満のポリマーコーティング(16)が施されている。摩擦係数および耐蝕性は、両方ともに、より低いコストのポリマーコーティングによって改善されている。 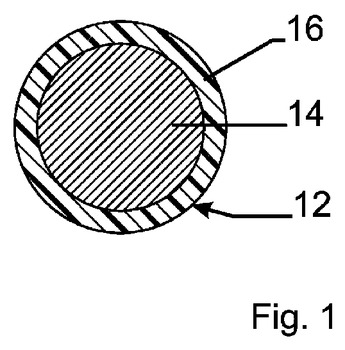 (もっと読む)
(もっと読む)
高強度鋼線用線材、高強度鋼線及びこれらの製造方法

【課題】伸線工程中にパテンティング処理を施さなくとも製造可能な、強度・引張強さ等の機械的特性に優れた鋼線および同鋼線を製造するための線材、およびこれらの製造方法を提供する。
【解決手段】C:0.30〜0.50%、Si:0.1〜0.4%、Mn:0.2〜1.0%、Al:0.01%以下、Ti:0.01%以下、N:15〜35ppm、O:15〜35ppmを含有する鋼からなる、初析フェライトとベイナイトの面積率FA(%)が、FA≦−70×(%C)+41の範囲にあり、残部の95%以上がパーライトである線径3.6〜7mmの熱間圧延線材を得るとともに、パテンティング処理およびブルーイング処理を施すことなしに真ひずみ4以上の伸線を行い、線径Dが0.2〜0.4mmで、TS(MPa)が、3900−D×2600≦TSを満足し、かつ、ねじり試験時のデラミネーションが発生しない鋼線を得る。
(もっと読む)
高強度鋼線用線材、高強度鋼線及びこれらの製造方法
【課題】伸線工程中にパテンティング処理を施さなくとも製造可能な、強度・引張強さ等の機械的特性に優れた鋼線および同鋼線を製造するための線材、およびこれらの製造方法を提供する。
【解決手段】C:0.30〜0.50%、Si:0.1〜0.4%、Mn:0.2〜1.0%、Al:0.01%以下、Ti:0.01%以下、B:4〜30ppm、N:15〜35ppm、O:15〜35ppmを含有する鋼からなる、初析フェライトとベイナイトの面積率FA(%)が、FA≦−35×(%C)+22の範囲にあり、残部の95%以上がパーライトである線径3.6〜7mmの熱間圧延線材を得るとともに、パテンティング処理およびブルーイング処理を施すことなしに真ひずみ4以上の伸線を行い、線径Dが0.2〜0.4mm以下で、TS(MPa)が、3950−D×2600≦TSを満足し、かつ、ねじり試験時のデラミネーションが発生しない鋼線を得る。
(もっと読む)
異径鋼管の製造方法
【課題】1パスの芯引き加工時に多段の縮径加工を行わせて、軸方向で径及び板厚が異なる異径鋼管を効率的に製造する。
【解決手段】素管外径よりも内径が小さい孔部を有するダイスと、鋼管内部に挿入して板厚を制御するためのプラグを使用する芯引き加工により1本の鋼管から板厚の厚い大径部と板厚の薄い小径部と前記大径部及び前記小径部を連結するテーパ部を備えた鋼管を製造する際、少なくとも二回以上の多段で加工する場合において、複数段のダイスを加工方向に沿って直列に配置し1パスで成形する。
また複数段全てのダイスを使用して芯引き加工した後、上流側のダイスを順次分割して被加工素管から外して芯引き加工を続行し、最終工程で最終段のダイスのみを使用して芯引き加工してもよい。
(もっと読む)
湿式伸線加工用潤滑剤、湿式伸線方法および湿式伸線加工用潤滑剤用添加剤
【課題】安定性の良好な湿式伸線加工用潤滑剤、湿式伸線方法および該湿式伸線加工用潤滑剤に使用する湿式伸線加工用潤滑剤用添加剤を提供する。
【解決手段】ブラスめっきされたスチールワイヤを湿式伸線する際に使用する湿式伸線加工用潤滑剤において、ホスファゼン誘導体化合物と界面活性剤の混合物を添加してなる湿式伸線加工用潤滑剤、該湿式伸線加工用潤滑剤中で、ブラスめっきされたスチールワイヤを湿式伸線する湿式伸線方法である。ホスファゼン誘導体化合物および界面活性剤を含む湿式伸線加工用潤滑剤用添加剤である。
(もっと読む)
ばね用Niめっき鋼線およびその製造方法
【課題】耐熱性を向上させ、かつ、耐食性を付与した鋼線、特にばね用鋼線、およびその製造方法を提供する。
【解決手段】ばね用Niめっき鋼線は、重量%で、C:0.5〜0.8%、Si:1.2〜2.5%、Mn:0.5〜1.5%、Cr:0.05〜1.5%を含み、残部がFeおよび不可避的不純物からなり、表面に、厚さが2μm以上であるNiめっき層が形成されている。ばね用Niめっき鋼線は、さらにVおよびNiの一方もしくは両方を含んでもよく、その場合、これらの含有量はそれぞれ、V:0.05〜0.25%およびNi:0.05〜1.5%である。
(もっと読む)
シーム有りフラックス入りワイヤ用帯鋼及びシーム有りフラックス入りワイヤの製造方法
【課題】フラックスの耐吸湿性を向上させることができるシーム有りフラックス入りワイヤ用帯鋼及びシーム有りフラックス入りワイヤの製造方法を提供する。
【解決手段】シーム有りフラックス入りワイヤは、帯鋼を管状に成形しつつフラックスを前記管内に封入する。前記帯鋼は、マイクロビッカース硬さが90乃至140Hv、引張強度が280乃至350N/mm2、伸びが35%以下である軟鋼からなる。また、厚さtが1.2mm以下、幅が18mm以下、t/D(D:環状成形された直後のワイヤ径)が0.2以下である。他のシーム有りフラックス入りワイヤ用帯鋼は、マイクロビッカース硬さが90乃至110Hv、引張強度が280乃至350N/mm2、伸びが35%以下である軟鋼からなる。
(もっと読む)
締結部品用鋼線材
【課題】線材の伸線加工時に発生する粉塵の問題をなくし、且つ、締結部品の製造過程における冷間塑性加工や、調質処理などの熱処理後に締結部品表面に安定した潤滑性を付与する鋼線材を提供する。
【解決手段】SiO2/M2O(Mはアルカリ金属を示す)のモル比が2〜5のケイ酸アルカリ金属塩(a)、脂肪酸のカルシウム塩(b)、ポリオレフィンワックス(c)を必須成分とし、全固形分中での(b)および(c)の質量比が、それぞれ6〜50質量%、1〜20質量%である潤滑皮膜を有する締結部品用鋼線材。
(もっと読む)
湿式伸線加工用潤滑剤および湿式伸線方法
【課題】高強度スチールワイヤを製造する伸線加工時において、断線し難い優れた延性を持ち、撚線等の加工を加えても延性の低下が少ない湿式伸線加工用潤滑剤及び湿式伸線方法を提供する。
【解決手段】ブラスめっきされたスチールワイヤを湿式伸線する際に使用する湿式伸線加工用潤滑剤において、ホスファゼン誘導体化合物を含有する。前記ホスファゼン誘導体化合物は、好ましくは環状又は鎖状の化合物である。この湿式伸線加工用潤滑剤を水中に添加して水溶液となし、該水溶液中で、ブラスめっきされたスチールワイヤを湿式伸線する。
(もっと読む)
スチールワイヤの製造方法
【課題】安定した品質のゴム物品補強用スチールワイヤを得ることができるスチールワイヤの製造方法を提供する。
【解決手段】湿式伸線によるスチールワイヤの製造方法において、伸線前にスチールワイヤ表面に樹脂被膜層を形成する。前記樹脂被膜層の形成に用いる樹脂材料のバルクでの硬度がロックウェル硬度Mスケールで40〜90の範囲であることが好ましく、また、前記樹脂被膜層の厚みが伸線前の元スチールワイヤの線径Dに対して、D/1000以上であることが好ましく、さらに、前記樹脂被膜層は熱可塑性樹脂よりなることが好ましい。
(もっと読む)
鋼材の製造方法及び鋼製部品の製造方法
【課題】Pbを実質的に含有しない硫黄快削鋼を用いて低コストで各種部品を製造可能な鋼材及びこれを用いた鋼製部品を実現する。
【解決手段】本発明の鋼材(線材若しくは棒材)の製造方法は、Mnが0.70〜1.32重量%、Sが0.24〜0.35重量%、Cが0.13重量%以下、Pが0.12重量%以下、Siが0.10重量%以下で、残部がFeを主体とし、Pbを実質的に含まない硫黄快削鋼を熱間圧延してなる線材状若しくは棒材状の母材を用い、前記母材に合計で加工率33〜60%となる範囲内で冷間で伸線加工を施す冷間伸線工程と、該伸線加工後の鋼材に650℃以上の温度に保持して球状化焼鈍を施す伸線後熱処理工程と、を具備し、前記冷間伸線工程では、途中で600℃以上の温度で行う熱処理を介在させずに前記加工率の範囲を達成することを特徴とする。
(もっと読む)
ゴム物品補強用スチールコードの製造方法
【課題】断線し難い優れた延性を持ち、撚線等の加工を加えても延性の低下が少ないゴム物品補強用スチールコードが製造可能な、湿式伸線によるゴム物品補強用スチールコードの製造方法を提供する。
【解決手段】ゴム物品補強用スチールコードの製造方法は、ブラスメッキしたスチールワイヤを湿式伸線して製造された複数本のフィラメントを撚り合わせてなるゴム物品補強用スチールコードの製造方法において、前記湿式伸線において使用する湿式潤滑剤が所定の化学式で示されるジアルキルジチオリン酸亜鉛、及びOHとOR(ここで、Rは炭素数が3〜20である)を一つ以上有するリン化合物を含む。また、前記湿式潤滑剤が、直鎖状ノニオン界面活性剤を含むことが好ましい。
(もっと読む)
ゴム物品補強用スチールコードの製造方法
【課題】断線し難い優れた延性を持ち、撚線等の加工を加えても延性の低下が少ないゴム物品補強用スチールコードが製造可能な、湿式伸線によるゴム物品補強用スチールコードの製造方法を提供する。
【解決手段】ゴム物品補強用スチールコードの製造方法は、ブラスメッキしたスチールワイヤを湿式伸線して製造された複数本のフィラメントを撚り合わせてなるゴム物品補強用スチールコードの製造方法において、前記湿式伸線において使用する湿式潤滑剤が所定の化学式で示されるジアルキルジチオリン酸亜鉛を含む。また、前記湿式潤滑剤が界面活性剤を含むことが好ましい。
(もっと読む)
スチールワイヤ材、スチールワイヤ、スチールコード、及び、空気入りタイヤ
【課題】被覆ゴムとの接着性に優れるとともに伸線性にも優れたスチールワイヤ材を提供することを目的とする。
【解決手段】スチールワイヤ材10のワイヤ本体11の周面に形成されたブラスめっき層12を、多層めっき構造とするとともに、ワイヤ本体11側の合金層21〜28(第1層〜第8層)を、加工性(伸線性)が良好である高Cu層(Cu組成比;65〜75wt%)とし、表面側の合金層31〜34(第9層〜第12層)を、接着耐久性が良好である低Cu層(Cu組成比;50〜60wt%)とした。
(もっと読む)
加工性に優れた鋼管及びその製造方法
【課題】形状や表面性状が良好で、溶接部も含めて優れた加工性を有し、特に、伸管、曲げ、ハイドロフォーミング等によって成形される構造用鋼管や配管等に好適に用いることが可能な、加工性に優れた鋼管及びその製造方法を提供する。
【解決手段】各々規定範囲内とされた鋼成分を有し、シ−ム溶接部を含む当該鋼管全域の金属組織が、フェライトと、マルテンサイト又はベイナイトの一方あるいは両方とからなる複合組織であり、前記シーム溶接部を除く当該鋼管の1/2肉厚における板面の、{111}面のX線反射面ランダム強度比が2.0〜7.0の範囲であり、{110}面のX線反射面ランダム強度比が1.0〜5.0の範囲であり、{100}面のX線反射面ランダム強度比が3.0以下である。
(もっと読む)
オイルテンパー線とその製造方法、及びばね
【課題】コイリング性ならびに疲労特性に優れたオイルテンパー線とその製造方法を提供する。
【解決手段】オイルテンパー線は、鋼線表面にスケールを有し、表面粗さがRzで5.0μm以下である。このオイルテンパー線は、鋼線を伸線加工する工程と、伸線加工した鋼線にオイルテンパー処理を施す工程とを具え、伸線加工した後、オイルテンパー処理する前に、鋼線の表面粗さをRzで5.0μm以下とする平滑化処理を施す工程を具えるオイルテンパー線の製造方法により製造することができる。
(もっと読む)
引き抜き加工用ダイスおよびめっき鋼線の引き抜き加工法
【課題】めっき削られ量を著しく減少させ、めっき付着量不足および表面キズの発生を低減して良好な厚いめっき層を持つ高強度鋼線を円滑に製造できる引き抜き加工用ダイスとめっき鋼線の引き抜き方法を提供する。
【解決手段】金属製のダイスケースにニブ2が嵌合された引き抜き加工用ダイスにおいて、前記ニブ2はマウス21、アプローチ22、ベアリング23およびバック24を順次形成し、前記バックが二段のバック角を有したサイアロンを主成分とするセラミックスを用いる。
(もっと読む)
表面処理剤及び表面処理方法、並びに表面処理された炭素鋼
【課題】リンを含有しない表面処理剤、及び、リンを含有しない表面処理剤を使用した表面処理方法を提供する。
【解決手段】アミノカルボン酸及びアミノカルボン酸塩から選択される1種類以上の有機キレート剤を含有し、前記有機キレート剤の濃度が1g/L以上300g/L以下であり、pHが4.0以上9.0以下に調整された水溶液からなる表面処理剤。及び、アミノカルボン酸及びアミノカルボン酸塩から選択される1種類以上の有機キレート剤を含有する水溶液からなる表面処理剤に対してFe2+を添加した処理液に、炭素鋼を浸漬する工程と、前記処理液のpHと、前記処理液中の前記有機キレート剤の濃度と、前記処理液中のFe2+の濃度と、前記処理液中のFe3+濃度と、前記処理液の酸化還元電位とを調整する工程とを有する表面処理方法。
(もっと読む)
金属管の冷間抽伸装置及び抽伸用治具
【課題】グリッパー装置により抽伸用治具を疵つけることなく確実に把持でき、繰り返し使用しても欠片を生じさせずに抽伸加工できる金属管の冷間抽伸装置を提供する。
【解決手段】素管1の口絞り部2内周に係合して軸部21を引き抜き方向に突出させ、この軸部21をグリッパー装置30で把持して牽引する冷間抽伸装置において、グリッパー装置30のグリッパー部材33a,33bを、軸心に対し引き抜き方向に向かって外側に拡開するテーパ状ガイド面32a,32bに沿って摺動可能に設け、各グリッパー部材33a,33bの把持面部34a,34bを引き抜き方向に向かって外側への傾斜面とし、抽伸用治具の軸部21に把持面部の傾斜に対応する傾斜把持部23を設け、グリッパー部材33a,33bの把持面部34a,34bにより抽伸用治具20の傾斜把持部23を線接触又は面接触で把持して牽引できるように設ける。
(もっと読む)
41 - 60 / 156
[ Back to top ]