
Fターム[4E096FA12]の内容
Fターム[4E096FA12]に分類される特許
1 - 20 / 21
伸線用のダイス洗浄装置
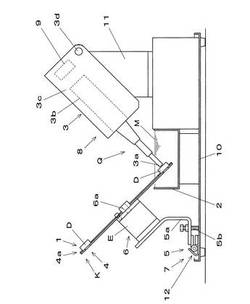
【課題】複数個の伸線用のダイスをダイス保持部の回転部材の外周部分の複数個の保持部に環状に配列保持し、回転部材の傾斜回転及び割出回転により複数個のダイスを順次、超音波ホーンに対向して超音波洗浄することができ、超音波ホーンによりダイスの表面や極細孔径のダイス孔の内面に付着している伸線加工により生じた粉状屑等の汚染物質を良好に洗浄することができる。
【解決手段】ダイス保持部1は外周部分に複数個のダイスDを環状に配列可能な複数個の保持部4aをもつ回転部材4、回転部材の外周部分に配列された複数個のダイスが洗浄液M中に没入又は洗浄液中から露出するように回転部材を傾斜位置で傾斜回転自在に支持する支持機構5及び回転部材を割出回転可能な割出回転機構6からなる。
(もっと読む)
引抜ダイスおよびそれを用いた金属管の製造方法

【課題】メンテナンスの際の交換作業の作業性に優れ、交換作業を短時間で行うことが可能な引抜ダイスおよびそれを用いた金属管の製造方法を提供する。
【解決手段】金属管の引抜加工に用いられる引抜ダイス1であって、アルミニウム合金からなるダイスホルダー2と、ダイスホルダー2の内部に収納され、金属管を挿入して引抜加工する引抜孔3aを有する超硬合金からなるニブ3と、引抜孔3aの管挿入側および管引抜側で、ニブ3と当接する工具鋼からなるニブ押え4と、ニブ押え4をダイスホルダー2に着脱自在に固定する固定手段5とを備えることを特徴とする。
(もっと読む)
銅線の製造方法
【課題】銅線の伸線パスラインの変化に対応して伸線ダイスの軸孔もしくは軸線を容易に調整でき、断線等のない良好な伸線を行うことができ、銅線の品質やその製造歩留まりを安定させることができる銅線の製造方法を提供すること。
【解決手段】伸線ダイス4を用いて銅線5を細く伸線する銅線5の製造方法において、銅線5の伸線パスライン上に固定して設けられたダイスホルダー7に伸線ダイス4を取り付けて支持すると共に、伸線ダイス4とダイスホルダー7との相互間に弾性手段を作用させることによって伸線ダイス4をダイスホルダー7に弾力的に支持し、前記により弾力的に支持された伸線ダイス4を通して銅線5を伸線するものである。
(もっと読む)
ダイス調整保持器およびダイス調整保持方法
【課題】伸線用ダイスの位置をワイヤのダイス孔に対する当たりが均一で引き抜いたワイヤが真っ直ぐになるよう容易に調整できるようにする。
【解決手段】伸線機本体2に対し平行移動可能なホルダ4と、ホルダ4に対し回動可能なケース5と、ケース5内に伸線用ダイス8を保持するダイスナット10とでダイス調整保持器1を構成し、伸線用ダイス8に通して引き抜いたワイヤの曲がり方向がホルダ4を介して伸線用ダイス8の平行移動可能な方向となるようにケース5を回転させ、次いで調整ネジ16によりホルダ4をワイヤの曲がり方向へ平行移動させることにより、ワイヤの曲がりクセが略無くなるようにする。
(もっと読む)
銅線の製造方法
【課題】専用の治具や付帯機器を用いることなく、銅線の穴通し作業を容易に行うことができると共に、穴通し作業に費やされる時間を短縮することができ有利な銅線の製造方法を提供する。
【解決手段】ダイス穴径を所定の穴径より大きい状態から所定の穴径に減じることを調整可能にされたダイス本体部を用意し、前記ダイス本体部を用いて被加工線材である銅線の先端の穴通し作業を行うにあたり、前記ダイス本体部の前記ダイス穴径が所定の穴径より大きい状態で前記穴通し作業を行い、前記穴通し作業を終えた後、前記ダイス本体部の前記ダイス穴径を所定の穴径に減じ、これにより所定の線径に減径された前記銅線を伸線加工する。
(もっと読む)
極細銅線の製造方法
【課題】専用の治具や付帯機器を用いることなく、極細銅線の穴通し作業を容易に行うことができると共に、穴通し作業に費やされる時間を短縮することができ有利な極細銅線の製造方法を提供する。
【解決手段】複数の分割片からなり、伸線ダイス本体部の側壁に設けられた専用の貫通穴に夫々挿入することにより伸線ダイスのダイス穴を形成するベアリング部を有するベアリング治具を用意し、前記ベアリング治具を伸線ダイスのダイス穴径に応じてサイズの異なるベアリング部を有する別のベアリング治具に入れ替えることにより、伸線ダイスのダイス穴径を所定の穴径より大きい状態から所定の穴径に減じることを調整可能にされた伸線ダイスを用意し、前記伸線ダイスを用いて極細銅線の先端の穴通し作業を行う。
(もっと読む)
引抜加工方法及び引抜加工装置
【課題】ワークから製造可能な引抜材の長さを長くすることができる引抜加工方法を提供する。
【解決手段】引抜加工方法は、ワーク20の口付け部22を引抜ダイス2のダイス孔2aとダイホルダ3の引抜材抜出孔3aとに順次挿入するワーク挿入工程と、ワーク挿入工程の後で、ワーク口付け部22をチャック装置10によりチャックするチャック工程と、チャック工程の後で、チャック装置10を引抜方向Xに牽引することによりワーク20を引抜加工する引抜加工工程と、を含む。チャック工程では、ワーク口付け部22の少なくとも一部をダイホルダ3の抜出孔3aの内側位置でチャック装置10によりチャックする。
(もっと読む)
超電導線加工装置および超電導線の製造方法
【課題】引き抜き加工時に線材内に生じる常金属量比のバラツキを抑え、高性能の超電導線を得るための超電導線加工装置および超電導線の製造方法を提供することを目的とする。
【解決手段】超電導線加工装置は、キャリッジ10、チャック2、チャック3とから構成されており、キャリッジ10は口径の異なる複数のダイス群、上記ダイス群中から選ばれたダイス11、ダイス12などを所定個所に固定する枠体13、枠体13の下部に固定されて枠体13を移動させる台車14を有し、台車14はそこに内蔵された駆動手段により枠体13を左右に路面上あるいは路面上に敷設されたレール上を移動させることができる。
(もっと読む)
銅線の製造方法
【課題】製造時の断線を防止すると共に、表面品質に優れた銅線を製造する銅線の製造方法を提供する。
【解決手段】銅母線2の挿通孔を有する複数の伸線ダイス6に前記銅母線2を順次挿通させることにより、連続的に冷間伸線加工を施して線径30μm以下の銅線を製造する方法において、前記伸線ダイス6を各々角度変更自在に複数の伸線ダイスホルダ8に保持させる。
(もっと読む)
3層クラッドアルミニウム管およびアルミニウム製内面溝付き管の製造方法
【課題】転造加工時のピックアップ系の不良を招く外表面部の荒れや皮材のシワ防止、および転造加工時の内面溝成形性や機械拡管時の内面溝つぶれを防止し、優れた耐孔食性を有すると共にアルミニウム本来の軽量性と耐食性とを有するアルミニウム製内面溝付き管として有用な3層アルミニウム管と、アルミニウム製内面溝付き管の製造方法を提供する。
【解決手段】Mn:1.0〜1.5%(質量%、以下同じ)、Cu:0.05〜0.20%、Si:0.6%以下、Fe:0.3〜0.7%を含有し、残部がAlと不可避的不純物からなるアルミニウム合金にZn:1.0〜1.3%を含有させたアルミニウム合金が外表面を覆うことを特徴とする成形性と耐食性に優れた内面溝付き管用3層クラッドアルミニウム管。
(もっと読む)
溶接ワイヤの製造方法及び装置
【課題】 内包ワイヤが断裂された部分ができるのを防ぐことができる溶接ワイヤの製造方法、溶接ワイヤの製造装置及び内包ワイヤの断裂検出方法を提供する。
【解決手段】 溶接ワイヤ材料1の引抜方向の最も端に位置するダイス装置9Aと、引抜方向とは逆の方向の最も端に位置するダイス装置9Fに対して、溶接ワイヤ材料の引抜力を測定する測定器を配置する。測定器が測定した引抜力が予め定められた基準値より小さくなったときに、内包ワイヤが断裂していると判定して溶接ワイヤ材料の引抜きを停止する。これにより、内包ワイヤが断裂された部分ができるのを防ぐ。
(もっと読む)
線引き装置
【課題】一対のローラダイスの軸線方向と径方向との各位置調整を容易に行えるとともに、発熱元に対する冷却効果に優れたる線引き装置を提供すること。
【解決手段】枠体10と、軸内部に冷却媒体流路を有する第1、第2の偏心軸部付き支持軸20,30と、第1の偏心軸部付き支持軸20の偏心軸部に固定され、かつ、一方のローラダイス1Aを回転自在に支持する第1の軸受40と、第2の偏心軸部付き支持軸30の偏心軸部に固定され、かつ、他方のローラダイス1Bを回転自在に支持する第2の軸受50と、枠体10に各偏心軸部付き支持軸20,30を、それぞれ、その軸方向にスライド変位可能に保持するための第1、第2のローラダイス軸線方向位置調整機構と、枠体10に各偏心軸部付き支持軸20,30を、それぞれ、その軸線を中心に回転変位可能に保持するための第1、第2のローラダイス径方向位置調整機構と、を備えた線引き装置である。
(もっと読む)
極細線の伸線機
【課題】 本発明は、線材と各キャプスタンとの接触長さを最適に設定することにより、線材を良好に伸線することができる極細線の伸線機を提供するものである。
【解決手段】 かゝる本発明は、線材20を極細線を伸線する伸線機100であって、複数の伸線用のダイス120と複数のキャプスタン110とを交互に配置すると共に、各ダイス110の伸線穴中心と各キャプスタン110の線材の繰り出し位置をほぼ一直線上に並べ、線材20の伸線時、各キャプスタン110には線材20を一回転させて繰り出させる一方、線材と各キャプスタンとの接触長さを、キャプスタン外径により調整して伸線する極細線の伸線機にあり、これにより、太さや線種などの異なる線材に対応して、良好な伸線が可能となる。
(もっと読む)
伸線方法
【課題】強加工度伸線においてもワイヤの脆化が抑制できる硬鋼線の伸線方法を提供することを目的とする。
【解決手段】駆動キャプスタン3a、3bと従動キャプスタン2a、2bとの間にダイスホルダー4aを具備した細物硬鋼線用の連続湿式伸線装置1において、伸線機入り口側Aから連続した2段以上をダブルダイスにして、伸線加工の仕上がり側Bに向かってのワイヤWの温度の蓄積・上昇をより小さく抑えて脆化を抑制し、また、ダブルダイスでの逆張力でダイスへの負担を軽減して発熱を抑えて脆化を抑制するとともにワイヤの表層部と内部との加工歪差を小さくすることができカッピー断線も防止することができる。
(もっと読む)
伸線用ダイス装置
【課題】 真直性の高い金属線材を製造することのできる伸線用ダイス装置を提供すること。
【解決手段】 伸線用ダイス装置10Aは、伸線用ダイス12と、球面滑り軸受14とを備えている。伸線用ダイス12には、金属線材が挿通されるダイス孔18aが形成されている。球面滑り軸受14は、伸線用ダイス12を回動可能に保持している。
(もっと読む)
伸線用ダイス
【課題】 ダイス部材の更なる強度の向上を図り、疲労損傷や割れ等の発生を極めて少なくすることができる伸線用ダイスを提供すること。
【解決手段】 伸線用ダイス10は、ダイス部材14と、環状部材16aとを備えている。ダイス部材14には、金属線材12が挿通されるダイス孔22が形成されている。環状部材16aは、中心軸Xに沿うダイス部材14の外周面14aに当接して設けられている。環状部材16aは、ダイス部材14に焼きバメによって、ダイス部材14に対して締め付け固定されている。
(もっと読む)
塗布量制御装置
【課題】揺動しながら進行する線材等の長尺材の表面に塗着物を均一に塗布することができる塗布量制御装置を提供する。
【解決手段】表面に液体潤滑剤が付着した線材7が揺動しながら進行してダイス8の貫通孔を通過すると、ダイス8を支持している支持体15が弾性体17及び18により線材7の進行方向と直交するいずれの方向にも移動自在に懸架されているので、ダイス8の貫通孔の周縁部が線材7の表面に接触することによりダイス8は支持体15と共に移動して線材7の揺動に追従し、ダイス8と一体に支持体15に支持された一対のエアノズル9及び10も線材7の揺動に追従する。これらのエアノズル9及び10からエアを噴出することにより、線材7の表面に付着した余剰の液体潤滑剤が吹き飛ばされる。
(もっと読む)
溝付き管の製造方法、その装置および溝付き管
【課題】 溝付き管の新規な製造方法、製造装置を提供する。
【解決手段】 溝付き管の製造方法において、管11の一端部から第1所定距離離れた位置において、管11の壁11aの外側から径方向内側へ向けて溝付け工具140を押し付ける押し付け工程と、溝付け工具140を押し付けたまま、管11の軸方向に沿って管11と溝付け工具140とを相対的に移動させ、管11の壁11aに凹状の溝11b、11cを成形する軸送り工程とを備える工程とする。溝付き管の製造装置において、管11を保持する保持装置120と、管11の壁11aを径方向内側へ凹ませる溝付け工具140と、溝付け工具140を押し付ける押し付け装置130と、溝付け工具140を押し付けたまま、管11の軸方向に沿って管11と溝付け工具140とを相対的に移動させる軸送り装置150とを備える。
(もっと読む)
伸線装置用のダイスホルダ
【課題】 長期に亘ってダイスに安定した付勢力を付与して確実な位置決めができると共に、粉状の加工屑のダイス孔への詰まりを防止することができる伸線装置用のダイスホルダを提供することを目的とする。
【解決手段】 ダイスホルダ31は、円板状を為すダイス7が保持された状態でダイス孔7dが延在する第1の軸線L1方向にダイス7を挟み込むように立設される第1、第2のブロック部材35,37と、第1のブロック部材35に設けられてダイス7を第2のブロック部材37側に付勢する付勢手段としてのボールプランジャ39とを備え、この付勢手段は、第2のブロック部材37側を向いてダイス7に当接させられる先端部が球面状とされた当接部材としてのボール部材39aと、この当接部材を介してダイス7を第1の軸線L1方向に付勢する付勢部材としてのバネ39cとを備える。
(もっと読む)
内面溝付管の製造装置
【課題】 溝の不完全な形成や、管外面の傷を生じることなく、金属管の内面溝付加工の速度を向上した内面溝付管製造装置。
【解決手段】 縮管の工程で金属管1の内壁に溝付加工プラグ5を密接させ、管内壁に溝を形成する内面溝付管製造装置において、管の外側からの押圧手段として複数のロール16Aないし16Fを用い、各ロールが、金属管1の軸に平行な軸と斜めに交わるように配置する。
(もっと読む)
1 - 20 / 21
[ Back to top ]