
Fターム[4E096GA02]の内容
Fターム[4E096GA02]に分類される特許
1 - 20 / 20
冷間抽伸装置及び金属管の製造方法
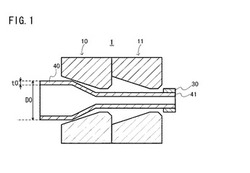
【課題】空引金属管の曲がりを抑制する冷間抽伸装置を提供する。
【解決手段】冷間抽伸装置は、外径D0、肉厚t0の素管から金属管を製造し、ダイス両角θ、ダイス径D1の前段ダイスと、ダイス径D2を有し、式(1)を満たす後段ダイスとを備える。0≦(d1−D2)/d1×100≦1.0(1)d1=D1+Δ/100×D1(2)Δ=aX12+bX1(3)X1=(D0−D1)/D0×100(4)a=Aθ2+Bθ+C(5)b=Dθ2+Eθ+F(6)、t0/D0<0.15である場合、A=−5.37×10−6、B=0.00048、C=−0.00156D=0.00012、E=−0.01438、F=0.04618、0.15≦t0/D0≦0.20である場合、A=−4.94×10−6、B=0.0004、C=−0.00142D=0.0001、E=−0.01167、F=0.0371
(もっと読む)
素材押入装置

【課題】 素材を挟持するチャック機構を素材と同心に配置した1基の移動シリンダで移動でき、素材の拗れも防止できるようにする。
【解決手段】 ダイス2と、チャック機構3を有して進退移動自在な移動枠4と、移動シリンダ5とを固定枠6に設ける。チャック機構3は、移動枠4に固定された案内保持体8と、この案内保持体8の傾斜案内面8aと摺接して素材Wを挟持するチャック部材9と、チャック部材9を進退移動させるチャックシリンダ10とを有する。チャックシリンダ10は円筒形状であって、素材Wを挿通する挿通孔Hを有して素材Wと同心に配置され、かつチャックプランジャ11の先端が前記チャック部材9と連結されており、移動シリンダ5は円筒形状であって、素材Wを挿通する挿通孔Hを有して素材Wと同心に配置され、かつ移動プランジャ12の先端が前記移動枠4に連結されてる。
(もっと読む)
金属管の引抜方法及び引抜装置
【課題】引抜時における管の内面に十分に潤滑油を付着できて焼付を防止することのできる金属管の引抜方法を提供する。
【解決手段】本発明は、内面成形用のプラグの表面に温度TA(℃)の潤滑油を塗布する工程と、前記潤滑油が塗布された前記プラグ11を金属製素管2内に挿通配置する工程と、前記金属製素管2の外面に温度TB(℃)の潤滑油Lを塗布しながら該金属製素管2を外面成形用のダイス10と前記プラグ11との間に通して引抜加工を行う工程とを包含し、前記プラグの表面に塗布する潤滑油として、前記金属製素管の外面に塗布する潤滑油Lと同一の潤滑油を用いるものとし、前記温度TAと前記温度TBとの間に、TA<TBの関係式が成立することを特徴とする。
(もっと読む)
内面溝付管の製造方法及びその製造装置
【課題】より鋭角で高く突出し、幅小であるシャープな形状のフィンが管内面に形成された内面溝付管において、加工負荷の増大を防ぐことができる内面溝付管の製造方法及びその製造装置を提供する。
【解決手段】外周に管内面フィン形成溝25が形成された溝付きプラグ22により管内面を押潰してフィンを管内面に形成するフィン形成工程において、管内面フィン形成溝25の上流端25uは、管内面フィン形成溝の下流端25dの溝断面に対して、管内面にフィン形成する際の加工負荷よりも少ない加工負荷となる所定の関係を満たす溝断面で形成し、かつ溝上流端25uから溝下流端25dに至るまで溝螺旋方向D2に沿って溝断面が変化する溝で構成され、フィン形成工程において、管内面に引抜前溝25uを転写し、その後、溝下流端25dまで引抜きながら、所望のフィン断面形状を有するフィンを管内面に形成する内面溝付管の製造方法及びその製造装置。
(もっと読む)
パイプの製造方法及びパイプの製造装置
【課題】ロール矯正加工時にバリや切粉の巻き込みによる素管表面の傷つきを防止することができるパイプの製造方法を提供すること。
【解決手段】パイプの製造方法は、引抜き加工により得られた素管1についてその両端部のうち少なくとも一方の端部2を切除する管端切除工程と、管端切除工程を経た素管1についてロール矯正加工を施すロール矯正加工工程とを含む。素管の外径は12〜50mmの範囲に設定されている。素管の肉厚は0.5〜1.5mmの範囲に設定されている。管端切除工程では、素管1の端部2の外側において素管1の軸に垂直な面内に配置された1個又は複数個の回転自在な円板状切断刃15を、素管1の周方向に素管1に対して相対的に移動させながら素管1の内側に送ることにより、素管1の端部2の切除を行う。
(もっと読む)
フローティングプラグを用いた超薄肉継目無金属管の製造方法
【課題】金属管の薄肉側の製造可能範囲を飛躍的に拡大できる冷間抽伸法による超薄肉金属管の製造方法を提案する。
【解決手段】噛込み入口側から仕上出口側に向かってその径が拡大する、一定である、または縮小する入側ソリッドダイスと、少なくとも噛込み入口近傍において径が縮小する出側ソリッドダイスとを同一パスライン上に接続して対向配設し、かつ、噛込み入口側から仕上出口側に向かって径が拡大するテーパ型プラグをパスライン上にフロートさせ、入側ソリッドダイス領域において、ソリッドダイスとプラグとの間で素管の肉厚中心径を拡大させながら肉厚を減じ、出側ソリッドダイス領域で、外径を圧下してテーパ型プラグをフローティングさせる拡径抽伸法である。本方法により、超薄肉継目無金属管の製造および長尺製管が可能となり、歩留り、能率等の面で工程の合理化が実現できるので、経済的メリットは極めて大きい。
(もっと読む)
減速機及びドローベンチ
【課題】キャリッジ走行部において左右の無端索条手段の架設高さに高低差を付けるように構成したドローベンチに対し、減速機の設置などに関しての不具合を解消する。
【解決手段】駆動モータ15による駆動を受けて回転する駆動分配軸40と、この駆動分配軸40に軸心を平行させて設けられた第1、第2出力軸23,24と、前記駆動分配軸40と第1出力軸23とを連動可能に設けられた第1ギヤ部と、前記駆動分配軸40と第2出力軸24とを連動可能に設けられた第2ギヤ部とを有しており、前記第1出力軸23が高位で第2出力軸24が低位となって且つ互いに背反する方向へ突出して設けられた減速機を用いる。
(もっと読む)
鋼材の製造方法及び鋼製部品の製造方法
【課題】Pbを実質的に含有しない硫黄快削鋼を用いて低コストで各種部品を製造可能な鋼材及びこれを用いた鋼製部品を実現する。
【解決手段】本発明の鋼材(線材若しくは棒材)の製造方法は、Mnが0.70〜1.32重量%、Sが0.24〜0.35重量%、Cが0.13重量%以下、Pが0.12重量%以下、Siが0.10重量%以下で、残部がFeを主体とし、Pbを実質的に含まない硫黄快削鋼を熱間圧延してなる線材状若しくは棒材状の母材を用い、前記母材に合計で加工率33〜60%となる範囲内で冷間で伸線加工を施す冷間伸線工程と、該伸線加工後の鋼材に650℃以上の温度に保持して球状化焼鈍を施す伸線後熱処理工程と、を具備し、前記冷間伸線工程では、途中で600℃以上の温度で行う熱処理を介在させずに前記加工率の範囲を達成することを特徴とする。
(もっと読む)
硬度、加工性、並びに、防汚特性に優れたイリジウム合金
【課題】更なる微細化が求められると共に、使用環境が苛酷となるプローブピン用の材料について、これらの要求に対応可能な材料を提供する。
【解決手段】本発明は、ジルコニウム、アルミニウム、銅の少なくともいずれかよりなる添加元素1〜1000ppmと、残部イリジウムからなるプローブピン用の線材である。添加元素は、3〜600ppmが好ましく、更に好ましくは5〜400ppmとする。また、添加元素のうち特に効果的なものはジルコニウムであり、これを必須元素としつつ、アルミニウム及び/又は銅を添加したものも好ましい。
(もっと読む)
アルミニウム管の製造方法
【課題】連続引抜により、高寸法精度と高表面品質を維持しながら効率良くアルミニウム管を製造する。
【解決手段】押出素管(W)に対してNパスの連続引抜加工を行ってアルミニウム管を製造するに際し、(N−1)パス後の引抜管(10)の最高温度部と最低温度部との表面温度差が10℃以下となるように冷却した後に、Nパス目の引抜加工を行う。冷却は、例えば(N−1)パス目の引抜加工装置(31)において、引抜用工具(1)(6)の出側に冷却装置(21)(22)を配置して引抜管(10)冷却媒体を供給することにより行う。
(もっと読む)
線材移送装置、線材測定ユニット、先付機、および線材加工装置
【課題】簡単な構成で線材の表面の変形を抑えて、線材を移送可能な線材加工装置を提供する。
【解決手段】クランプユニット360は、往復移動可能な第一ブロック361Aおよび第二ブロック361Bと、第一ブロック361Aと第二ブロック361Bとの間に設けられ、線材210を挿通可能な挿通部364Aと、挿通部364Aと連続し互いに対向して、探傷装置に向かうに従って線材210の外周部から離隔して傾斜する案内面365A、365Bと、第一ブロック361Aおよび第二ブロック361Bと相対的に往復移動可能な第一駆動部363Aおよび第二駆動部363Bと、第一駆動部363Aおよび第二駆動部363Bに設けられ、案内面365A、365Bに当接するカム面368A1、368B1および線材210の外周面と対向する保持面369A、369Bを有する第一保持部材368Aおよび第二保持部材368Bを具備した。
(もっと読む)
ディーゼルエンジン用高圧燃料噴射管
【課題】 耐繰返し耐内圧疲労特性に優れ、噴射圧が180〜200MPaを超える内圧繰返し疲労限応力を確保することができるディーゼルエンジン用高圧燃料噴射管の提供。
【解決手段】 炭素鋼鋼管からなる外管に、AM鋼(焼鈍マルテンサイト鋼:C0.1〜0.6wt%、Si1.5wt%、Mn1.5wt%)、BF鋼(ベイニテックフェライト鋼:C0.1〜0.6wt%、Si1.5wt%、Mn1.5wt%)等のTRIP鋼(低合金変態誘起塑性型強度鋼)製の内管が圧嵌重合されていることを特徴とする。
(もっと読む)
素管自動引抜きシステム
【課題】簡単な機構により、素管にプラグロッドを正確に案内することができ、かつダイスに対して安定して素管を案内することができる素管引抜きシステムを提供する。
【解決手段】素管供給台2に供給された素管8をバックベンチ6上のプラグロッド5に外挿し、バックベンチ6の素管引抜き位置でダイス3とプラグロッド5前端のプラグ11との間に素管8を通し、該素管を素管引抜き台上のキャリッジ12にチャックさせて素管8を引抜く。このとき、バックベンチ6の前端部に配された左右支持ローラ機構20と、バックベンチ6に前後方向で間隔をおいて配された複数の上下支持ローラ機構19とが、素管外挿時のロッド支持と素管引抜時の素管支持とを兼用し、プラグロッドおよび素管を上下・左右方向から安定支持することができる。
(もっと読む)
棒材抽伸システム
【課題】 ロール出側で高真直を得ることができる連続抽伸システムを提供する。
【解決手段】コイル状の棒材10を供給する棒材供給部2と、供給された棒材を引き抜くダイス15を備えた抽伸機6との間に、棒材をその横断面の横方向と縦方向の少なくとも2面から矯正する横矯正ローラ11及び縦矯正ローラ12を有する矯正機3を備え、該矯正機は、横矯正ローラ11及び縦矯正ローラ12が夫々8個〜24個設けられ、前記横矯正ローラが左右方向で千鳥状に配列され、縦矯正ローラが上下方向で千鳥状に配列される。8〜24個の矯正ローラにより棒材の真直度を高めることができる。
(もっと読む)
冷間抽伸法による超薄肉金属管の製造方法
【課題】継目無金属管あるいは溶接金属管の薄肉側の製造可能範囲を飛躍的に拡大できる冷間抽伸法による超薄肉金属管の製造方法を提案する。
【解決手段】噛み込み入口側から仕上げ出口側に向かって径が拡大するソリッドダイスと、前記ダイスの入口側から出口側に向かって径が拡大するプラグまたはテーパマンドレルを用いて、拡径しながら冷間抽伸することにより、驚異的な肉厚リダクションを得ることができる超薄肉金属管の製造方法である。なかんずく、熱間製造プロセスにより製造された小径薄肉継目無金属管を再度加熱し、熱間にて傾斜圧延機を用いて拡径圧延して製造された薄肉継目無金属管を素管として、冷間抽伸工程において拡径抽伸することにより、肉厚が0.6〜0.8mmクラスの超薄肉継目無金属管を比較的容易に得ることができる。
(もっと読む)
金属線材の湿式伸線方法
【課題】 潤滑剤のエマルジョン径を大きくすることなく、冷却したエマルジョンタイプの潤滑剤を伸線部に供給する方法を提供する。
【解決手段】 金属線材13の湿式伸線を行う際に、伸線機10と、油成分をエマルジョン化して分散させた水系潤滑剤を供給するための潤滑剤タンク20との間に、補助タンク31内に冷却機32が配置された冷却手段30を設けて、上記伸線機10に供給される潤滑剤の温度を5℃〜30℃になるように冷却するとともに、上記潤滑剤タンク20内の潤滑剤の温度を35℃〜60℃に保持し、更に、上記潤滑剤が冷却手段30から伸線機10に至るまでに要する時間を3時間以内になるように設定し、上記潤滑剤が低温に保持される時間を短くして、長時間に亘ってエマルジョン径の小さな潤滑剤を伸線機に供給することができるようにした。
(もっと読む)
熱交換器用銅合金管及びその製造方法
【課題】 ろう付け性、ろう付け加熱前及びろう付け加熱後の耐力及び疲労強度が優れた熱交換器用銅合金管を提供すること、及びこの銅合金管を、酸化物等の巻き込み、割れ又は破断の発生が生じることなく、また結晶粒の粗大化が生じることなく、製造することができる熱交換器用銅合金管の製造方法を提供する。
【解決手段】 熱交換器用銅合金管は、Sn:0.1乃至1.0質量%、P:0.005乃至0.1質量%、Fe:0.03乃至0.1質量%、O:0.005質量%以下及びH:0.0002質量%以下を含有し、必要におうじてZn:0.01乃至1.0質量%を含有し、残部がCu及び不可避的不純物からなる組成を有し、平均結晶粒径が30μm以下であり、0.2%耐力が95乃至200N/mm2である。
(もっと読む)
金属被覆蒸着材とその使用方法および製造方法
【課題】 連続的に蒸着トレーにアルカリ金属やアルカリ土類金属を供給でき、取扱いが
容易な蒸着材と蒸着材の使用方法、製造方法を提供する。
【解決手段】 酸化が激しく取扱い難いアルカリ金属やアルカリ土類金属を、芯材として
金属外装材で覆うことで取扱いが容易になる。蒸着機内で外装材から芯材を蒸着トレーに
押し出して供給することで、抵抗加熱や電子ビーム加熱も可能となる。芯材を連続的に供
給することで長時間の蒸着作業が可能となる。
(もっと読む)
高寸法精度管の高能率安定製造方法
【課題】外径偏差、内径偏差、円周方向肉厚偏差が良好な高寸法精度管を高能率に安定して製造することができる高寸法精度管の高能率製造方法を提供する。
【解決手段】管3内にプラグ1を装入して、管押し機によって管3をダイス2の孔に押し込んで通過させる押し抜きを行うにあたり、管外面を掴む部分がキャタピラ式につながって押し抜き方向に沿って回転するキャタピラ方式の張力付与装置5をダイス2出側に設け、そのキャタピラ方式の張力付与装置5で、ダイス2出側の管外面を順次掴んで押し抜き方向に引っ張ることによって、管3に張力を付与しながら押し抜きを行う。
(もっと読む)
張力付加装置および張力付加方法
【課題】 製造コストを低下することのできる張力付加装置および張力付加方法を提供する。
【解決手段】 本発明の張力付加装置1は、中空状の押出製品17に張力を付加する張力付加装置であって、押出製品17の内側から外側に向かって荷重を付加することにより押出製品17を保持するためのチャック3を備えている。また、本発明の張力付加装置1は、チャック3と係合し、かつ押出製品17の押出方向に対して平行にスライド可能な操作軸2をさらに備えている。操作軸2のスライドにより、チャック3は押出製品17に荷重を付加する。
(もっと読む)
1 - 20 / 20
[ Back to top ]