
Fターム[4F034AA03]の内容
Fターム[4F034AA03]に分類される特許
1 - 20 / 105
静電塗装システム
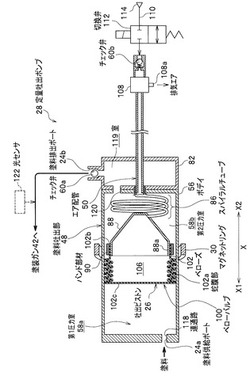
【課題】ボデイ内の圧力室から外部への塗料の液漏れを防止すること。
【解決手段】ボデイ56に固定される中空のエア配管50と、可撓性を有する材料によって螺旋状に形成され、一端部がエア配管50に接続されると共に他端部がベローバルブ100に接続されてエア配管50からのエアをベローズ102内に供給するスパイラルチューブ86と、フロート88に装着されたベローズ102を緊締する磁性体からなるバンド部材90と、ボデイ56の外周面を囲繞するマグネットリング30とを有し、ベローズ102は、エア配管50及びスパイラルチューブ86を介して、ベローズ102の空間部106内にエアが供給され、又は、空間部106内のエアが外部へ排出されることによって伸縮作用が営まれる。
(もっと読む)
塗装装置

【課題】塗料噴霧部材及び塗料供給手段を容易に洗浄する。
【解決手段】塗装装置10は、エアモータ12によって高速回転する中空の回転軸14と、回転軸14の先端に設けられた回転霧化頭16と、回転軸14の内部に挿通された管部材18とを有する。管部材18の小径部24には、外管形成部材28が外嵌される。この外管形成部材28の先端部は、回転霧化頭16に形成された収容孔46に挿入される。外管形成部材28の先端部の外周壁と、収容孔46の内壁との間は所定間隔で離間しており、従って、環状のクリアランス(塗料流通用間隙52)が形成される。外管形成部材28の外周壁に形成された複数個の塗料吐出孔38の開口(塗料供給口)は、収容孔46の内壁に対向する。
(もっと読む)
静電塗装装置および静電塗装装置の塗装方法
【課題】静電塗装装置において、プラズマ照射を有効に利用して液体の塗布性能を向上させる。
【解決手段】被塗布体(20)の表面に沿って移動する走査ヘッド(15)に、該走査ヘッド(15)の走査方向の前方から後方へ向かって順にプラズマ電極(25)と噴霧ノズル(30)とを隣接して配列した。
(もっと読む)
塗装装置及びそれを用いた塗装方法
【課題】回転する塗料噴霧部材の外周縁部から噴霧される塗料(塗粒)の微細化を図る。
【解決手段】塗装装置10は、エアモータ12によって高速回転する中空の回転軸14と、回転軸14の先端に設けられた回転霧化頭16と、回転軸14の内部に挿通された管部材18とを有する。管部材18の小径部24には、外管形成部材28が外嵌される。この外管形成部材28の先端部は、回転霧化頭16に形成された収容孔46に挿入される。また、外管形成部材28には、その中心から収容孔46の内壁に向かうようにして、複数個の塗料吐出孔38が放射状に形成される。すなわち、塗料吐出孔38の開口は、収容孔46の内壁に対向する。好ましくは、この内壁における塗料吐出孔38の開口に対向する部位に、環状凹部48が形成される。
(もっと読む)
塗装方法及び塗装装置
【課題】塗装ガンを被塗装部位に対して斜めに配置した状態で塗布を実施した場合でも、効率よく塗装することができる塗装方法及び塗装装置を提供する。
【解決手段】塗装装置10は、前記シェーピングエア17のうち周方向の所定エリアを構成する部分を第1エア17aとして、相対的に高風速で噴出させ、第1エア17aの噴出と並行して、シェーピングエア17のうち周方向の他のエリアを構成する部分を第2エア17bとして、第1エア17aよりも相対的に低風速で噴出させ、第1エア17a側に第2エア17bを引き寄せる。
(もっと読む)
塗装方法及び塗装装置
【課題】塗装パターンを塗り重ねる際の塗装ガンの動きの自由度を確保しつつ、シェーピングエアを噴出させるための部材を大型化することなく、回転霧化頭の回転軸線近傍に生じる無塗着部位を縮小させ、均一な膜厚の塗膜を得ることができる塗装方法及び塗装装置を提供する。
【解決手段】塗装装置10のエア噴出機構26は、シェーピングエア17を噴出させる第1エア噴出口68a及び第2エア噴出口70aを有する。第1エア噴出口68aから高風速の第1エア17aを噴出させ、第2エア噴出口70aから低風速の第2エア17bを噴出させ、第1エア17a側に第2エア17bを引き寄せることにより第2エア17bの一部を回転霧化頭24の回転軸線a側に変位させるとともに、回転霧化頭24の回転軸線aを中心とする略円形の塗布パターンを形成する。
(もっと読む)
塗装装置及び塗装方法
【課題】塗装装置における色替えに伴うサイクルタイムを短縮して作業効率の向上を図るとともに、洗浄設備を簡素化する。
【解決手段】塗装装置は、シリンダ30と、該シリンダ30から送られた塗料を被塗装物Wに向けて噴霧する塗装ガン32とを備える。該塗装ガン32は、側壁が回転霧化頭64の内壁に囲繞されたハブを有し、該ハブには、塗料吐出孔と塗料導入口が形成される。塗料は、塗料吐出孔の開口から排出され、回転霧化頭64を経て被塗装物Wに塗着される。この間、塗料供給手段34の洗浄済のサブシリンダ134に対し、シリンダ30に新たに供給すべき塗料を充填する。塗装終了後、塗料供給手段34の接続バルブ92を塗料導入口に対向させた状態で洗浄を行う。さらに、接続バルブの前端面を塗料導入口に着座させ、接続バルブ92を開いて、サブシリンダ134に充填した塗料を塗料導入口から導入する。
(もっと読む)
環状ノズルの検査方法及び検査装置
【課題】環状ノズルの検査を容易にし、検査にかかる工数及びコストを低減することのできる環状ノズルの検査方法及び検査装置を提供する。
【解決手段】環状ノズルの検査装置1は、円周上に配された吐出口50を有すると共に、吐出口50に通じる流路51を内部に備えた環状ノズル5の検査を行うものである。環状ノズルの検査装置1は、検査用冶具2と、空気供給装置3と、検査用球体4とを備えている。検査用冶具2は、流路51の流入口52と連通する供給路24を有している。空気供給装置3によって、供給路24及びへ空気を供給することにより、吐出口50から吐出空気を吐出させて検査用球体4に衝突可能に構成されており、吐出空気の吐出状態に応じた浮遊状態で検査用球体4を浮遊させる。
(もっと読む)
静電型液体塗布方法及び静電型液体塗布装置
【課題】塗布液の導電率が異なっても、被塗布材への塗布状態を安定化させる。
【解決手段】ノズル5内に設けたシム45に被塗油体3とは逆極性の電圧を印加し、ノズル5のノズルブレード37とシム45と間の吐出流路群7に供給した液体を、シム45と同極性に帯電させつつノズル5の吐出口55から吐出して被塗油体3に付着させ塗油する。液体は、互いに導電率の異なるA,B,Cの3種を液体容器17,19,21に収容してあり、電磁弁23,25,27の切り替えにより、使用する液体がノズル5へ供給可能となる。使用する液体に対応する電圧は、高電圧発生器65の選択スイッチSA,SB,SCで選択し、これに対応して制御部69がコントローラ71を介して電磁弁23,25,27のいずれかを開放制御する。
(もっと読む)
回転霧化式塗装装置
【課題】回転霧化式塗装装置において塗料の微粒化能力を向上する。
【解決手段】回転霧化式塗装装置10の回転霧化頭11は、塗料の塗布時にワークに対向する第1塗料案内面40と、第1塗料案内面40と外周縁部48を共有し該第1塗料案内面40の反対側を臨む第2塗料案内面42と、第1塗料案内面40に塗料を供給可能な複数の第1供給孔44と、第2塗料案内面42に塗料を供給可能な複数の第2供給孔46と、を有する。第1塗料案内面40及び第2塗料案内面42の外周縁部48の近傍部には、複数の第1溝62及び第2溝68が周方向に形成されている。
(もっと読む)
歯付ベルトの製造方法
【課題】歯付ベルトを構成する素材の特性を変化させることなく、歯付ベルトの歯側に磁性体材料を容易に固着することができるとともに、固着される磁性体材料の薄膜化および均一化を図ることができる歯付ベルトの製造方法を提供する。
【解決手段】歯部が歯布14により覆われた歯付ベルトの製造方法において、磁性体材料を含有する磁性塗料を歯布14の裏面に塗装装置20により塗着させる塗着工程を含み、塗着工程では、歯布14を陽極とし、スプレーガン24の電極を陰極とし、歯布14とスプレーガン24の電極との間に負の高電圧を印加して静電界を形成するとともに、磁性塗料を帯電させて噴霧し、静電気力を用いて歯布14に前記磁性塗料を塗着させることを特徴とする。
(もっと読む)
静電塗装色替えシステム
【課題】色替えシステムを簡素化することによって製造コストを低減し、しかも、複数塗色の色替え効率を向上させること。
【解決手段】塗色に対応する複数の塗料弁12a〜12dと洗浄液を供給する洗浄弁14とが付設されたCCV18と、間欠滴下された水溶性塗料が充填されると共に、定量吐出ポンプ装置30側に設けられたタンク着脱部34に対して着脱自在に装着される一対の絶縁タンクA、Bと、一対の絶縁タンクA、Bをそれぞれ把持し周方向に沿って独立して回動可能に設けられた第1アーム部54a及び第2アーム部54bを有し、一対の絶縁タンクA、Bを、CCV18側とタンク着脱部34側との間で交互に往復移送する移送装置36とを備える。
(もっと読む)
粉体塗装用ノズル
【課題】 スリット形状の吐出口2を有する粉体塗装用ノズル1のスリット両端付け根部分への微粉の付着を少なくし、スピットによる塗装不良の発生をなくすことを課題とする。
【解決手段】
スリット形状の吐出口2の両端付け根部分の外側面に凹溝6を設け、凹溝6による空気の吸い込み現象により、吐出口2の両端付け根部分への微粉の付着を少なくした。
(もっと読む)
ノズルヘッドおよびそれを有する回転スプレイ
【課題】ノズルヘッドと回転スプレイにおいて、できる限りわずかな構造的手間によって、発生されるスプレイビームが対象上へ合焦されるようにすることを目的とする。
【解決手段】対象上へコーティング材料を塗布するための回転スプレイ用のノズルヘッドにおいて、回転軸18を中心に回転可能な、流出面34を有するベル形皿8が設けられており、その流出面へコーティング材料が、コーティング材料がベル形皿8から放出されるように、供給可能である。ベル形皿8に、回転軸18に対して回転対称の、排出環状間隙44を備えたラバル環状ノズル56が形成されており、前記環状間隙から作業流体が、ベル形皿8から放出されたコーティング材料上へ吹出し可能である。さらに、回転スプレイ2が記載されている。
(もっと読む)
回転霧化塗装装置におけるシェーピングエアの供給構造
【課題】 簡易な構成で必要なシェーピングエアを得ることができる回転霧化塗装装置におけるシェーピングエアの供給構造を提供する。
【解決手段】 回転霧化塗装装置におけるシェーピングエアの供給構造であって、塗装装置本体2の先端に回転自在に配設されたベル型霧化頭3の回転軸5を中心にして、このベル型霧化頭3を囲むリング状のエアキャップ4を配置し、このエアキャップ4には、塗装装置本体2のエア供給路15に連通するリング状のマニホールド10と、このマニホールド10と先端面7に設けた開口8を連通するシェーピングエア噴出孔11と、先端面7に設けた開口8と外周面12に設けた開口13を連通するアシストエア孔14が形成され、このアシストエア孔14は、シェーピングエア噴出孔11に対し傾斜角45度をもって形成されている。
(もっと読む)
静電塗装装置
【課題】絶縁体で構成される霧化部を有する回転霧化式の静電塗装装置を用いて、水性塗料等の導電性塗料を使用して静電塗装を行う場合において、外部電極と被塗物の間で形成される電界の強度および塗料粒子の帯電量を増大させて、塗着効率の向上を図ることができる静電塗装装置を提供する。
【解決手段】絶縁体で構成されるベルカップ4aと、シェーピングエアを噴出させるエアノズル6と、を有する塗装ガンと、ワークとの間で電界を形成するための、ベルカップ4aと電気的に絶縁される外部電極7と、外部電極7に高電圧を印加する高電圧発生装置5と、高電圧を制御する制御装置と、を備え、水性塗料を使用して静電塗装を行うための静電塗装装置1であって、外部電極7の先端部7aを、ベルカップ4aの背後におけるシェーピングエアの誘引領域に配置する。
(もっと読む)
静電塗装装置および静電塗装方法
【課題】高電圧発生装置により印加する電圧を従来と同等に抑えつつ、塗着効率の向上を図るとともに、塗装速度の高速化を実現することができる静電塗装装置および当該静電塗装装置による静電塗装方法を提供する。
【解決手段】本発明の一実施形態に係る静電塗装装置1は、被塗物であるワーク2に対して塗料を噴霧する塗装ガン4と、該塗装ガン4(または塗装ガン4に付設される電極であってもよい)に高電圧を印加する高電圧発生装置5と、該高電圧発生装置5により印加する高電圧を制御する制御装置6と、を備えるものであって、制御装置6は、静電塗装に適した印加電圧である第一の電圧V1と、該第一の電圧V1に比して低い印加電圧である第二の電圧V2が設定されるとともに、各電圧V1・V2を、所定のパルス幅t1、パルス間隔t2、振幅ΔVでパルス状に切り換え可能とする。
(もっと読む)
静電塗装装置および静電塗装方法
【課題】空気の帯電列に着目し、シェーピングエアを利用して塗料の帯電量増大を図るとともに、被塗物と塗装機の間に形成する電界の強度を増大することによって、塗着効率のさらなる向上を図ることができる静電塗装装置および静電塗装方法を提供する。
【解決手段】塗料を霧化させるための霧化部たるベルカップ4aと、霧化した塗料の拡散パターンを制御するためのシェーピングエアを噴出させるエア噴出部たるエアノズル7と、を有する塗装ガン4と、該塗装ガン4(または塗装ガン4に付設される電極)に高電圧を印加する高電圧発生装置5と、該高電圧発生装置5により印加する高電圧を制御する制御装置6と、を備える静電塗装装置1であって、高電圧発生装置5は、正極性の高電圧を発生する。
(もっと読む)
静電塗装装置
【課題】水性塗料等の導電性塗料を使用して静電塗装を行う場合において、外部電極と被塗物の間で形成される電界の強度および塗料粒子の帯電量を増大させて、塗着効率の向上を図ることができる静電塗装装置を提供する。
【解決手段】塗料を霧化させるための霧化部たるベルカップ4aを有する塗装ガン4と、被塗物たるワーク2との間で電界Eを形成する針状電極7を有する外部電極6と、針状電極7に高電圧を印加する高電圧発生装置5と、該高電圧発生装置5により印加する高電圧を制御する制御装置10と、を備える静電塗装装置1であって、導電性塗料を使用して静電塗装を行うための静電塗装装置1であって、針状電極7の先端部7aと塗装ガン4(より詳しくは、ベルカップ4a)の間を遮蔽する、絶縁体で構成される遮蔽部たる周縁部8dを備える。
(もっと読む)
静電塗装方法及び静電塗装用ガン
【課題】作業の煩雑化を招くことなく、工数の増加やコストの上昇を抑制しつつ、良好な静電塗装を継続して行うことが可能な非導電性及び弱導電性被塗物の静電塗装方法の提供。
【解決手段】非導電性被塗物20の被塗面21に弱導電性を付与し、フリーイオンをフリーイオン除去電極で捕獲抑制、帯電させた塗料だけを被塗面21に塗布する。
(もっと読む)
1 - 20 / 105
[ Back to top ]