
Fターム[4F035BA22]の内容
噴霧制御装置 (2,732) | 噴霧物質の放出の制御 (361) | その他の放出制御 (116) | 放出量の制御 (57)
Fターム[4F035BA22]に分類される特許
21 - 40 / 57
防除機の散布量制御装置及び散布量制御方法
【課題】現場での作業前に、簡単に散布条件の適正範囲が確認でき、特に、単位面積当たりの目標散布量を設定した場合に、どれ位の作業速度で防除機を走らせれば適正な散布条件での散布量制御が可能であるかを作業者が把握できるようにする。
【解決手段】検出された散布条件が設定入力された目標散布条件になるように散布量を制御する制御手段10を備え、制御手段10は、目標散布条件の調整可能範囲を表示して調整可能範囲内での設定入力を可能にする表示入力手段11を備え、複数の目標散布条件を一つずつ設定入力可能にすると共に、先に設定入力された目標散布条件に基づいて後に設定入力可能にする目標散布条件の調整可能範囲を決定する。
(もっと読む)
塗装機器および塗装方法

本発明は、塗装剤を用いて部品を塗装する、具体的には塗料を用いて車両部品を塗装する塗装機器および塗装方法に関連し、塗装剤を塗布する塗布装置を備える。本発明によれば、塗布装置は、少なくとも1つの塗装剤ノズルから塗装剤を吐出するプリントヘッド(8、9)である。 (もっと読む)
静電塗装方法及び静電塗装装置
【課題】エア抜きのために塗料供給路に塗料を充填する場合に、充填される塗料量を一定にすることが可能な静電塗装方法及び静電塗装装置を提供する。
【解決手段】色替え弁機構51の塗料供給部側に流体経路122が設けられ、この流体経路122に、排出路58へ導電性塗料を流す際に導電性塗料の流量を計測する光電管56とが設けられ、塗料カートリッジ14から色替え弁機構51を介して導電性塗料を、塗装ガン12へ供給して静電塗装を行う前に導電性塗料の色を替える場合、塗料弁55によって、塗料カートリッジ14内の導電性塗料を排出路58へ流す流体経路122に切り換えて導電性塗料の流量を計測し、次に、塗料弁55を主塗料供給路108側へ切り換え、塗料カートリッジ14から導電性塗料を主塗料供給路108、詳しくは、供給路71に流量計測結果に応じて所定量だけ充填することで主塗料供給路108内のエア抜きを行う。
(もっと読む)
塗装装置の噴射量制御方法及び装置
【課題】スプレーガンから吐出される微流量の塗料を容易に精度良く計測してスプレーガンによる塗布量を精度良く制御できるようにする。
【解決手段】塗料供給タンク1に圧力を調整した圧送用エア3を供給することにより塗料aをスプレーガン5に供給して吐出させると共に、スプレーガン5に霧化用エア14を供給して塗料を噴射させ、スプレーガン5から吐出されない塗料a'は戻り管7により回収するようにしている塗装装置の噴射量の制御において、霧化用エア14の供給を停止した状態で塗料供給タンク1に圧送用エア3を供給してスプレーガン5に塗料を供給し、スプレーガン5から吐出されて滴下する液滴Xの滴下間隔を計測し、液滴Xの滴下間隔が設定範囲内になるように圧送用エア3の圧力を調節して、スプレーガン5から噴射される塗料の噴射量を制御する。
(もっと読む)
エレベータのパネル用品塗装システムおよびエレベータのパネル用品加工・塗装システム
【課題】パネル用品に対して塗装を施す作業の効率を向上させることができるエレベータのパネル用品塗装システムを提供する
【解決手段】本発明によるエレベータのパネル用品塗装システム10は、エレベータのかご室1の内壁パネル2またはかご室側ドアパネル3等のパネル用品4を塗装するためのものである。エレベータのパネル用品塗装システム10は、パネル用品4の設計情報14に基づいて作成され、パネル用品4を加工するための加工データ16およびパネル用品4に対して塗装を施すための塗装データ17を含むNCデータ15を保管する管理サーバ11を備えている。また、管理サーバ11にネットワーク12を介して塗装装置13が接続され、この塗装装置13は、管理サーバ11から送信されるNCデータ15の塗装データ17に基づいて、パネル用品4に対して塗装を施す。
(もっと読む)
材料塗布装置を制御する装置及び方法
【課題】コーティング材料塗布装置を制御する装置及び方法を提供する。
【解決手段】塗装動作中に操作者が片手で把持するハンドル16と、ハンドル16上に取り付けられ、塗装動作を開始及び停止させるために片手によって作動される第1の引き金32と、ハンドル16上に取り付けられ、塗装動作パラメータの値を変更するために片手によって作動される第2の引き金70とを備え、第2の引き金70により、1つ又は複数の塗装動作パラメータを選択できるようにする。
(もっと読む)
ディスプレイ及び制御部材を有するスプレーガン
【課題】スプレーパラメータは一般的に、コーティングされる部分が異なる場合に又は異なるコーティング材料を使用する場合に変更される。このような変更によって、製造時間が損なわれるのを防止する。
【解決手段】手動スプレーガン10用の制御方法及び装置28が、スプレーガン10に配置されると共に操作者に1つ又は複数のコーティング動作パラメータについての情報を提供するディスプレイ100を備える。操作者が1つ又は複数のコーティング動作パラメータの選択を行うことができるようにする補助トリガ70を用いることができる。ディスプレイ10及び補助トリガ70は共に、特にコーティング動作中に、操作者がスプレーガン10又はコーティング領域から注意を逸らされるか又は目を離す必要なく、選択を行うことを可能にする。
(もっと読む)
インクジェットヘッドユニットの調整装置
【課題】産業用の高精細インクジェット装置に付設したインクジェットヘッド用アライメント装置において、インクの吐出状態の確認がインクジェット装置本体に依存するという不具合を改善するインクジェットヘッドユニットの調整装置を提供することである。
【解決手段】ヘッドノズルのアライメントとインク吐出とを併せて行え、吐出状態の評価ができるようにした。インク供給機構、吐出制御機構、インク被着機構、カメラユニットを具備する。ヘッドユニットの調整装置の中で、洗浄液を流してインクジェットヘッドを洗浄する事により、インク変更やノズル詰まりの修正も可能にする。
(もっと読む)
溶射皮膜形成方法及び溶射皮膜形成装置
【課題】作業時間及び使用する溶射用材料の増加を抑制しつつ、円形の穴の軸方向端部の膜厚を他の部位と同等とする。
【解決手段】溶射ガン5をシリンダボア3に対し回転させつつ軸方向に移動させた状態で、ボア内面3aに溶射皮膜7を形成する。その際、吸引装置49によりシリンダボア3内の空気を吸引してシリンダボア3内に空気を流し、溶射皮膜7への異物の巻き込みを防止する。シリンダボア3内での空気流速は、吸引側の軸方向端部の所定領域Aで速くなる傾向にあり、この速い流速やボア形状などの影響により溶射皮膜7が薄くなりがちな所定領域Aでの溶射用材料であるワイヤ11の溶射ガン5への供給速度を、他の部位より速くする。これにより、所定領域Aでの溶射皮膜7の膜厚を厚くして全体の膜厚を均一化する。
(もっと読む)
塗着効率計測装置を有する自動塗装機
【課題】従来の塗着効率の測定方法は、車体1台について非常に日数やアルミ箔の貼り付け等多大な作業工程が係る課題や、実際に車体への塗装作業を行なってみないと実際の塗着効率は判らない問題点があった。
【解決手段】被塗装物Bの表面から近傍の一定範囲を通過する塗料3の粒子P数、粒子径及び粒子速度等のパラメーターを計測可能な粒子分析手段2を設け、計測されたパラメーターから高塗着効率状態を維持させるように塗装条件を制御する制御手段を設けた塗着効率計測装置を有する自動塗装機によって解決する。
(もっと読む)
カートリッジ式塗装システム
【課題】 塗料を無駄なく使用する。
【解決手段】 本発明は、ピストンにより画成された作動液室と塗料室とを備えるカートリッジを有し、作動液室に作動液を供給してピストンを介して塗料室の塗料をカートリッジから押し出して被塗装物に塗装する塗装装置と、カートリッジの塗料室に塗料を充填する充填装置と、カートリッジの作動液室に作動液を供給することによりピストンを介して塗料室の塗料をカートリッジから排出する排出装置とを含む塗装システムであって、塗装中に作動液室に供給した作動液量から塗料の使用量を推定し、また前記塗装前に充填装置がカートリッジの塗料室に塗料を充填して作動液室から排出された作動液量と前記塗装後に排出装置がカートリッジの作動液室に作動液を供給した作動液量との差から塗料の使用量を推定し、2つの推定使用量の大きい方を、充填装置は、前記塗装と同一内容の塗装を実行するときに充填する。
(もっと読む)
遠隔制御されるエアロゾル供給システム
本発明は、各々が散布用の液体の貯留部に付属して単一の制御ユニットによって作動させられ制御される複数のエアロゾルディスペンサを有する、エアロゾルを供給するシステムを提供する。香油が供給されることが好ましく、また、任意の散布手段が用いることができるが、圧電的に作動する散布が好ましい。  (もっと読む)
(もっと読む)
パターン形成装置に備えた液滴吐出ヘッドの液滴吐出量調整方法及びパターン形成装置
【課題】液滴吐出ヘッドから吐出される吐出重量を均一にするとともに、生産効率の高いパターン形成装置に備えた液滴吐出ヘッドの液滴吐出量調整方法及びパターン形成装置を提供する。
【解決手段】制御装置100は、吐出検査用のビットマップデータBDに基づいて吐出された被検査紙上の液滴の検査パターンを、描画検査装置80を用いて撮影し、その画像データを画像処理する。そして、被検査紙上の液滴の着弾径から、吐出重量を算出して、各液滴吐出ヘッド40から吐出される液滴の平均吐出重量を算出する。制御装置100は、液滴の平均吐出重量を予め定めた基準吐出重量と等しくする圧電素子PZの駆動電圧値Vhを求め、その駆動電圧値Vhに基づいた駆動波形信号COMを駆動波形生成回路107に生成させて、ヘッド駆動回路108に出力する。ヘッド駆動回路108は、制御装置100からの駆動波形信号COMに基づいて各圧電素子PZを駆動させる。
(もっと読む)
耐トラッキング性試験用試験液塗布装置及び耐トラッキング性試験方法
【課題】耐トラッキング試験にあたって試験対象に対して試験液を塗布する際に、試験液を所望の方向に向けて塗布すると共に広範な範囲に塗布することができ、且つ正確な塗布量と塗布間隔でこの試験液の塗布を行うことができる耐トラッキング性試験用試験液塗布装置を提供する。
【解決手段】試験液1を貯留する試験液タンク2を具備する。試験液1を噴霧状に吐出するノズル部3を具備する。試験液1が流通する流路を具備する。試験液タンク2内の試験液1を流路へ流入させるための駆動力を供給する駆動部4を具備する。流路内の試験液1の加圧状態を調整して一定の圧力でノズル部3へ送る加圧調整部5を具備する。流路におけるノズル部3への試験液1の供給を開閉する開閉弁6を具備する。前記駆動部4及び開閉弁6を制御することでノズル部3からの試験液1の吐出量及び吐出間隔を調整する制御部7とを具備する。
(もっと読む)
ペインティング用の改良ロボット・システム及びペインティング方法
真空を発生する装置、及び絶縁ラインとキャニスタとの間の接続の上流に配置されたダンプ・ラインを含む、ペインティング・ロボット・システムにおいて、この真空を発生する装置、及びこのダンプ・ラインは、このペインティング・ロボット・システムを充填、及びクリーニングするために使用される。 (もっと読む)
エアロゾル噴射用ノズル、並びに、それを備えた成膜装置及び成膜方法
【課題】エアロゾルデポジション法においてエアロゾル流の粒度分布、粒子速度、又は粒子濃度を、レーザーを利用して正確に測定することが可能な成膜装置及び成膜方法を提供すること。
【解決手段】エアロゾルデポジション法で利用されるエアロゾル噴射用ノズルが、エアロゾル導入開口と、エアロゾル射出開口と、導入開口から射出開口までエアロゾルを通過させるエアロゾル流路と、を備え、エアロゾル流路を画定する内周壁面に、レーザー発出面とレーザー受光面とが設けられ、前記レーザー発出面が、レーザー照射装置のレーザーを発出する面であり、そこからエアロゾル流路中にレーザーが発出され、前記レーザー受光面が、レーザーの物理量を検知するセンサーの受光面であり、レーザー発出面から発出されたレーザーを受光する。
(もっと読む)
高圧水噴射装置及び高圧水噴流による処理回収システム
【課題】高圧水噴流でアスベスト剥離除去、洗浄、はつり、切削、切断、破砕、穿孔等の処理を行う際、従来のような煩雑な段取りなしに処理を簡単迅速に行え、使用水が周囲に飛散することなく、使用水をほぼ100%回収でき、漏水を確実に解消でき、比較的小型で簡易なノズル装置で水や処理物をほぼ完全に回収できる高圧水噴射装置・処理回収システムを提供する。
【解決手段】高圧水噴射装置は、ノズル10と、ケーシング11と、開口部12を回転変位させて高圧水噴流の通過と遮断を選択的に行う遮蔽板13と、遮蔽板の開口部12を通過位置と遮断位置に変位させるロータリーソレノイド14と、処理対象物までの距離を検出する超音波送受信器とからなり、処理対象物が無いことを検出すると、開口部を遮断位置に変位させてノズルからの高圧水噴流を遮断し、処理後のアスベスト等・使用水を液体サイクロンとターボ型ファンによる吸引回収装置に送り、アスベスト等を回収する。
(もっと読む)
フラックス塗布装置
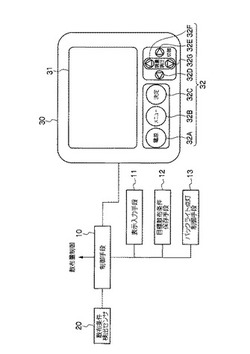
【課題】フラックス塗布対象物の単位面積当りに希望するフラックス量を正確に塗布できるフラックス塗布装置を提供する。
【解決手段】入力手段21は、基板Wの単位面積当りに必要なフラックス量、基板Wの搬送速度、および基板Wの幅方向の大きさの、各条件データを入力する。これらの各データから、ノズル17が必要とするフラックス流量を演算してポンプ25を制御する。基板Wの幅方向の大きさは、幅測定部23により自動的に測定して入力する。幅測定部23は、一方のセンサ31によるノズル検知でパルス数の計数を開始し、他方のセンサ32によるノズル検知でパルス数の計数を終了し、演算制御部24にて、予め入力されているノズル往復動用モータ18の1パルス作動時のノズル移動距離に、計数されたパルス数を乗ずることにより、センサ31,32間の距離を計測でき、基板Wの幅方向の大きさを正確に自動測定できる。
(もっと読む)
塗装システム
【課題】
充填時に塗料バッグ内の塗料を完全に排出せずに、塗料バッグへの塗料の充填/圧出を繰り返しても、充填量と使用量の誤差分が累積されてその塗料バッグが破裂したり、塗装中に塗料切れを起こさないようにする。
【解決手段】
充填位置に位置決めされた塗料タンク(T)の外部から塗料充填に伴って変化する塗料バッグ(B)の形状変化を非接触測定する形状認識センサ(S)を設け、予め設定された充填量の塗料が塗料バッグ(B)へ充填されたと判断されたときに塗料の供給を停止するようにした。
(もっと読む)
要求される塗料の量を決定するための方法
【課題】 本発明は、塗装ロボットの塗装作業のための、要求される塗料の量を決定するための方法を提供する。
【解決手段】 本発明は、塗装ロボットの塗装作業のための要求される塗料の量を決定するための方法に係る。この方法は、以下のステップを有している:(a)統合オペレーションの中で、塗装ロボットの動作シーケンス及び塗装パラメータから、塗料の量のための統合値(I)が決定される;(b)修正係数(C)が決定される;(c)前記統合値(I)及び前記修正係数(C)から、スタート値が構成される;(d)スタート値が、適応システムへ送られる。この方法は、適応システムのための学習フェーズが短縮されることが可能であり、塗料の損失が減少すると言う利点を有している。
(もっと読む)
21 - 40 / 57
[ Back to top ]