
Fターム[4F042AA13]の内容
塗布装置−一般、その他 (33,298) | 被塗物あるいは塗布部位 (8,315) | 個々の物品 (6,900) | 機械部品 (99)
Fターム[4F042AA13]の下位に属するFターム
Fターム[4F042AA13]に分類される特許
1 - 20 / 88
流路切換弁およびそれを用いた流動性材料の吐出制御装置
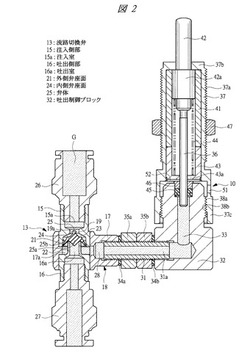
【課題】グリス等の流動性材料を液だれの発生がなく、サックバックの必要性を生じさせることなく、シール性や応答性に優れ、高精度の定量吐出制御をなし得る流路切換弁や吐出制御装置を提供する。
【解決手段】流路切換弁13は、注入室15aと外側弁座面21が形成された注入側部15と、内側弁座面24が形成された仕切り部材22が設けられた吐出側部16とを有している。吐出室16aに連通する吐出制御ブロック32には吐出ロッド36により容積が膨張収縮する制御流路33が形成されている。弁体25は、制御流路33内にグリスGを充填するときには内側弁座面24を閉じ外側弁座面21を開く、一方、制御流路33内のグリスGを吐出室16aに吐出するときには外側弁座面21を閉じ内側弁座面24を開く。グリスGは制御流路33に供給された後に吐出室16aに供給される。
(もっと読む)
三次元動作をする被覆膜形成装置

【課題】 余分な被覆処理液を完全に除去することができる被覆膜形成装置の提供を目的
【解決手段】 被覆膜形成装置100は、部材を保持する部材保持カゴを有する被覆膜調整部101を矢印a11方向、矢印a13方向へ水平回転させるとともに、矢印a15方向、矢印a17方向へ垂直回転させる。これにより、被覆処理液を付着させた部材を水平方向及び垂直方向に回転させることができるので、部材に付着させた被覆処理液のうち不要な被覆処理液を均一に除去し、部材に均一な被覆膜を形成することができる。
(もっと読む)
シール塗布装置
【課題】本発明の目的は、ファスナーにシール剤を均一に塗布することが容易なシール塗布装置及びシール塗布方法を提供することである。
【解決手段】シール塗布装置1が備えるシール剤吐出装置11は、ファスナー25に塗布されるべきシール剤を吐出する。シール剤吐出装置11は、シール剤が充填されたシールカートリッジ112に吐出パンチ111を押し込む吐出パンチ送り装置113を備える。吐出パンチ送り装置113は、シール剤の吐出量が一定に制御されるように吐出パンチ111の押し込み力を変化させる。
(もっと読む)
塗布状態検査装置及び方法並びにプログラム
【課題】部品形状に変更があった場合や、シール剤の軌跡が曲がったり、歪んだりしている場合であっても、軌跡全体にわたって漏れなく太さが適正であるか否かを判定することができる塗布状態検査装置を提供する。
【解決手段】シール剤Sが塗布されたワークWを撮像する撮像装置2と、撮像装置2によって撮像された撮影画像から、シール剤Sの塗布領域と塗布軌跡とを抽出する軌跡抽出部3−1と、抽出されたシール剤Sの塗布軌跡から、最小・最大太さ領域を生成する領域生成部3−2と、シール剤Sの塗布領域と最小・最大太さ領域とを比較してシール剤Sの太さが正常であるか否かを判定する画像判定部3−3とを備える。
(もっと読む)
塗布位置検査装置及び方法並びにプログラム
【課題】自動的に基準軌跡の抽出と許容領域の生成とを実行することができ、容易に部品形状の変更に対応することができる塗布位置検査装置を提供する。
【解決手段】シール剤Sが塗布されたワークWを撮像する撮像装置2と、撮像装置2によって撮像された撮影画像から、シール剤Sの塗布軌跡を抽出する軌跡抽出部4−1と、所定の基準軌跡を記憶する記憶部5と、軌跡抽出部4−1により抽出されたシール剤Sの塗布軌跡が、記憶装置5に記憶されている所定の基準軌跡を中心とする許容領域内に収まっているか否かを判定する形状判定部4−2とを備える。
(もっと読む)
塗布状態検査装置及び方法並びにプログラム
【課題】装置を複雑化することなく、高速に処理することができ、かつ、外乱光による誤認識の発生を防止することができる塗布状態検査装置を提供する。
【解決手段】塗布状態検査装置1は、シール剤Sが塗布されたワークWの上方に、撮像装置3に近接して設置された照明装置2と、該照明装置2の照明状態・消灯状態の各々でシール剤S及びワークWを撮像する撮像装置3と、シール剤Sが正常に塗布されているか画像検査を行う処理装置4とを備える。画像生成部5−1は、照明装置2の点灯状態・消灯状態で撮像装置3により撮像された各画像の輝度値を減算することにより、外乱光の影響を除去した検査画像を生成する。画像判定部5−2は、検査画像からシール剤Sの塗布状態が正常であるか否かを判定する。
(もっと読む)
ロール上の塗膜の乾燥装置および乾燥方法
【課題】効率よくかつ均一にアニロックスロール上の塗膜を乾燥させること。
【解決手段】制御手段6は、検出手段3の検出結果に基づき各吸引路の圧力調整弁5008を制御し、各吸引口5004の吸引力を調整することで、ハウジング2の内部空間2Aの空気流の強弱の調整を行う。すなわち、塗膜4の厚さが全体的に閾値以上、閾値未満である場合には、全体的に空気流を強めたり弱めたり、あるいは、塗膜4の厚さが閾値以上の箇所では空気流を強め、あるいは、塗膜4の厚さが閾値未満の箇所では空気流を弱めるようにしてアニロックスロール1の長手方向に沿って塗膜4の厚さを均一化する。すなわち、空気流の強弱により塗膜4に接する空気の蒸気密度を調整し、塗膜中に含まれる溶剤の蒸発速度を調整することで塗膜4の厚さを均一化する。
(もっと読む)
磁性体塗装装置、磁性体塗装方法及び磁性体塗装物品
【課題】磁石の形状に対応した模様を明瞭にしつつ、つやびけを防止して塗装品表面の質感を向上させることができる磁性体塗装装置、磁性体塗装方法及び磁性体塗装物品を提供する。
【解決手段】薄板状の被塗装品(1)の表面(1A)に磁界(13)を形成する板状の磁石(3)を、該被塗装品(1)の裏面(1A)に配置して、該被塗装品(1)の表面(1A)に微細な磁性体フレーク(17)を含む塗料(15)を塗布し、磁石(3)の輪郭形状に対応した模様を発現させた塗膜を形成する磁性体塗装装置において、被塗装品(1)の裏面(1B)に沿う板状の磁石であって、その表裏にN極およびS極、もしくはS極およびN極を持つ第1磁石(5)と、第1磁石(5)の裏面(5B)に対し、N極およびS極が裏返しになるように、その輪郭を一致させて沿う第2磁石(7)とを備えた。
(もっと読む)
塗布装置、及び塗布方法
【課題】塗布液を適切に滴下させることができる塗布装置、及び塗布方法を提供することを課題とする。
【解決手段】塗布装置1であって、塗布液を滴下口14へ液送して滴下させる滴下部5と、滴下口14の滴を検出する検出部15と、滴下部5が塗布液を被塗布面へ滴下開始するタイミングを、検出部15が検出する滴下口14の滴の大きさ及び滴下の状態に応じて制御する制御部7と、を備える。
(もっと読む)
被覆層形成システム、被覆層を有する物品の製造方法、被覆層を有する遊技機部品を備えた遊技機の製造方法、及び遊技機
【課題】被覆層の形成を好適に行うことが可能となるようにすること。
【解決手段】被覆層形成システム10は、形成対象部品に被覆層を自動的に形成するための被覆層形成装置11を備えている。被覆層形成装置11における土台ユニット12の上面には、複数の形成対象部品を並べた状態で支持するための支持台13が設けられている。また、土台ユニット12には支持枠ユニット14が設けられている。支持枠ユニット14において横方向に延びるガイドベース16には、液剤を収容した貯留タンク17と、当該貯留タンク17に収容された液剤を形成対象部品に付与して被覆層を形成するための付与装置18と、が一体化された搬送装置19が取り付けられている。各形成対象部品に対する付与装置18の相対位置は自動的に変更されるとともに、付与装置18からの液剤の付与も自動的に行われる。
(もっと読む)
チタン酸化物を被覆する装置及びチタン酸化物の被覆物の生産方法
【課題】金属球などの金属物の表面に二酸化チタン等のチタン酸化物を、膜圧が均一になるように被覆する。
【解決手段】搬送回転ねじ42が回転すると、上記らせん溝46に掛った金属球7は、凹溝44、44に沿って搬送される。この搬送される金属球7は、搬送回転ねじ42及び搬送回転ローラー43、43の回転によって、金属球7の進行方向とほぼ直交する方向に回転される。上記搬送回転ローラー43、43の外周面の長手方向に沿って延びる直線状の一本または複数本の長手溝47が形成され、長手溝47が金属球7を通過するたびに、金属球7の向きが変えられる。これにより、上記金属球7の回転の向きが変えられ、金属球7の向きが種々ランダムに変更され、スプレーガン48から金属球7の表面に噴霧あれ被覆される二酸化チタンの膜厚が、金属球7表面全体にわたってほぼ均一となる。
(もっと読む)
自動車用スタビライザの製造方法
【課題】屈曲部を有する自動車用スタビライザを製造する方法において、スタビライザの表面温度のバラツキを抑えながら通電加熱によってスタビライザを加熱することで、塗装工程を短時間で完了できる技術を提供する。
【解決手段】本願の製造方法は、自動車用スタビライザを製造する方法であって、スタビライザを通電加熱する通電加熱工程(S10)と、通電加熱されたスタビライザの表面に塗装する塗装工程(S12)を有している。通電加熱工程では、スタビライザの基準表面温度の上昇速度が10〜30℃/秒の範囲となるように通電加熱される。
(もっと読む)
グリース塗布装置
【課題】弱手作業者や片手作業者であっても使用可能なグリース塗布装置を提供する。
【解決手段】図(a)に示すように、作業者は手52の指53で棒状ワーク10の細幅部14を摘んで、スライドブロック25のワーク載せ部26及び補助ワーク載せ部27に載せる。図(b)に示すように、指53で棒状ワーク10の細幅部14を摘んだままで、手52で棒状ワーク10を矢印(4)のように押す。棒状ワーク10が所定位置まで前進したら、棒状ワーク10に適量のグリースが塗布される。塗布が終わったら、棒状ワーク10を矢印(4)とは反対方向に引き、スライドブロック25から外す。これで、一連の塗布作業が終了する。
【効果】一連の作業は、片手で実施することができる。片手作業者であっても作業を行うことができる。加えて、棒状ワークはスライドブロックに載せる程度でよく、スライドブロックに押さえつける必要はない。弱手作業者であっても作業を行うことができる。
(もっと読む)
液体材料タンク
【課題】液体材料タンクに貯溜される液体材料をより多く使い切るべく、該液体材料タンク内に発生する袋部材の皺の低減化を図ることができる液体材料タンクを提供することを課題とする。
【解決手段】液体材料タンク1の内部において、液体材料10を間に挟んだ状態で、互いに対向して配設される押出しプレート5および底上げプレート6を有し、押出しプレート5は、底上げプレート6に対して近接離間するように移動可能に設けられ、押出しプレート5における、底上げプレート6側の底部には、底上げプレート6から離間する方向へ向かって凹陥する円錐台形状の凹部5bが形成され、底上げプレート6における、押出しプレート5側の上面には、押出しプレート5側へ向かって隆起する円錐台形状の凸部6aが形成され、凹部5bおよび凸部6aは、互いに合致する形状に形成される。
(もっと読む)
高耐久性防食鋼材とその製造方法ならびに製造装置
【課題】鋼材との接着強度が長期間に亘って維持できる信頼性に優れた高耐久性防食鋼材を提供する。
【解決手段】高耐久性防食鋼材において、鋼材と、ブチラール化度が40〜85モル%で、分子中の水酸基の含有率が11〜27重量%の範囲に規制されたポリビニールブチラール樹脂を主成分とし、そのポリビニールブチラール樹脂に対して5重量%以下の有機酸化防止剤を添加した混合物からなり、前記鋼材の表面に接着形成された樹脂被膜とを有することを特徴とする。
(もっと読む)
成膜装置およびこれに用いられる樹脂塗布装置
【課題】ダイ金型の加工面および肩部に容易に被膜を形成し、ワーク表面の傷の発生を防止する。
【解決手段】耐摩耗性を有する光硬化型の樹脂Rをダイ金型Kの加工面上に吐出する樹脂吐出部2と、ダイ金型Kの加工面上に吐出された樹脂Rを所要膜厚となるようにならすスクレーパ32を備えたスクレーパ部3と、樹脂Rを硬化させる光を照射する光照射部4とがダイ金型Kの長さ方向にこの順序に一列に組み合わせたものである。樹脂吐出部2は、樹脂Rを貯めるタンク11と、タンク11の吐出口12を開閉する弁13と、吐出口12よりも前方に位置する一対のガイドローラ22とを備え、光照射部3にガイドローラ44を備える。一対のガイドローラ22およびガイドローラ44により、スクレーパ32をダイ金型Kの加工面に対して間隔をおいて支持し、各部をダイ金型K上の長さ方向に沿って移動可能に案内する。
(もっと読む)
塗装用治具構造
【課題】押し付け荷重を上げずに磁石等への塗料の付着を抑えることができる塗装用治具構造を提供する。
【解決手段】塗装用治具10は、被塗装品100裏側に配置される治具本体部21と磁石(11)との間に弾性部材(31)が介在し、この弾性部材(31)には、磁石(11)の外縁よりも外側を囲うように磁石(11)の表面よりも被塗装品100側に突出する突起部であって、被塗装品100の裏面に接触することでシールするシール部35が設けられる。
(もっと読む)
塗布状態検査装置及び方法並びにプログラム
【課題】本来ならば正常と判断すべき塗布状態を異常と誤判断してしまうことを防止して、検査精度の向上を実現することの可能な塗布状態検査装置を提供する。
【解決手段】ワーク上における塗布物の塗布部を撮影する撮像装置と、前記撮像装置から得られた撮影画像から前記塗布物の塗布領域を抽出し、前記塗布領域に不要塗布部が含まれているかを判断し、大きさが所定値以下の前記不要塗布部を前記塗布領域から除外する画像処理装置とによって塗布状態検査装置を構成する。
(もっと読む)
ワックス塗布装置および塗布方法
【課題】ハブホイールのインロー部に均一な膜厚で十分な量のワックスを塗布することができるワックス塗布装置および塗布方法を提供する。
【解決手段】ハブホイール50を回転駆動する回転台42と、インロー部52の外周面との間に間隙48が形成されるように配置された少なくとも一つの爪部44と、少なくとも一つの爪部44のいずれかに形成され、ハブホイール50を回転させながら間隙48にワックスを吐出する吐出口49と、吐出口49を介して間隙48に吐出するワックス量を計量するワックス計量部とを備える。
(もっと読む)
塗装装置の噴射量制御方法及び装置
【課題】スプレーガンに吐出する塗料の流速を安定させて微流量の塗料を精度良く吐出できるようにする。
【解決手段】塗料供給タンク51を昇降可能に設け、塗料供給タンク51をスプレーガン50よりも高い位置に調節することにより塗料供給タンク51内の塗料aを重力によってスプレーガン50に供給し、塗料aの一部をスプレーガン50から吐出させて霧化用エア55により噴射させると共に、スプレーガン50から吐出されない塗料は回収配管56により回収タンク57に回収する。
(もっと読む)
1 - 20 / 88
[ Back to top ]