
Fターム[4F072AD43]の内容
強化プラスチック材料 (49,419) | マトリックス (8,173) | 縮合系樹脂 (6,065) | ポリウレタン系 (203)
Fターム[4F072AD43]に分類される特許
81 - 100 / 203
繊維強化プラスチック用ラジカル重合性接着剤、これを用いて接着された接着構造体及びその製造方法
【課題】FRP部材同士の接着強度が高く、外部からの応力が作用しても剥離や破損が起こり難いFRP用ラジカル重合性接着剤を提供すること。
【解決手段】(A)ビニルエステル樹脂、(B)1分子中に2つ以上のイソシアネート基を有するイソシアネート化合物と、1分子中に1つ以上の水酸基を有する(メタ)アクリル化合物と、ポリエチレングリコール、ポリエーテルポリオール及びアジペート系ポリエステルポリオールから選ばれるポリオールとを反応させて得られ、且つ重量平均分子量が2,000〜8,000であるウレタン(メタ)アクリル樹脂、及び(C)コバルト金属塩を含有し、(A)成分と(B)成分との重量比が、25:75〜50:50であることを特徴とする繊維強化プラスチック用ラジカル重合性接着剤である。
(もっと読む)
ガラス繊維集束剤、ガラス繊維とその製造方法及びガラス繊維強化熱可塑性樹脂
【課題】熱可塑性樹脂の成型時の加熱に加え、成形後の熱可塑性樹脂が受ける複数回に亘る高温加熱処理による着色をも抑止できるガラス繊維用集束剤と、この集束剤を塗布して熱可塑性樹脂の強化材として、安定した機械的強度の樹脂材が得られるガラス繊維とその製造方法、このガラス繊維によるガラス繊維強化熱可塑性樹脂を提供する。
【解決手段】本発明のガラス繊維用集束剤は、ピロリン酸塩と、集束剤が固形分換算で50質量%以上の無黄変型ポリウレタンとを含有する。本発明ガラス繊維は、本発明のガラス繊維集束剤をその付着率が0.2質量%から0.6質量%の範囲となるように塗布されてなる。ガラス繊維の製造方法は、ブッシングより引き出したガラスフィラメントに本発明のガラス繊維用集束剤を塗布し、このフィラメントをギャザリングしてガラスストランドとし、ガラスストランドを回巻体に巻き取り、本発明のガラス繊維とする。ガラス繊維強化熱可塑性樹脂は本発明のガラス繊維により強化してなる。
(もっと読む)
複合マフラーシステム熱硬化性ポリマー
マフラーアセンブリーは、少なくとも1つの内部チャンバーを画定するハウジングを含む。ハウジングは、熱可塑性樹脂と強化要素から製造された複合材料で構成される。強化要素は、ガラス繊維、アラミド繊維、ポリアミド繊維、炭素繊維、グラファイト繊維、鉱物繊維、セラミック繊維、カーボンナノチューブ、ナノフィラー、鉱物フィラー、セラミックフィラー及びこれらの組合せから成る強化材料の群より選択される。ハウジング内にパイプが収容される。パイプは、パイプの内部通路とハウジングのチャンバーとの間の音響伝達を可能にする少なくとも1つの開口を含む。当該チャンバー内に音響減衰材料が収容される。 (もっと読む)
樹脂組成物およびその製造方法、並びに、その用途
【課題】体積抵抗率の再現性が良好で、各種成形法の成形条件が変化しても導電性の変化が小さい樹脂組成物などを提供する。
【解決手段】平均繊維径が5〜500nmの炭素繊維と、平均繊維径が500nm以上の非導電性繊維と、樹脂とが配合され、前記炭素繊維の配合割合Xが1〜20質量%であり、非導電性繊維の配合割合YがX<Yの関係を満たす樹脂組成物などである。
(もっと読む)
成形体、その製造方法及び該成形体の用途
【課題】マトリックス樹脂中に従来よりも少ない量の炭素繊維を、繊維破断を抑えて均質に分散させることで、体積固有抵抗値の再現性が良好であると共に、各位置におけるそのバラツキが少ない半導電性の成形体を提供する。
【解決手段】樹脂と炭素繊維とを溶融混練又は溶液混合してなる、マトリックス樹脂中に炭素繊維が分散した半導電性樹脂組成物を用いた成形体であって、(a)炭素繊維が比表面積10〜60m2/gであること、(b)溶融混練又は溶液混合する際の樹脂の溶融粘度又は溶液粘度が3,000Pa・s以下であること、(c)成形体成形時の溶融又は溶液樹脂組成物の粘度が6,000Pa・s以下であることを特徴とする成形体である。
(もっと読む)
ガスバリア性の炭素繊維強化プリプレグ及び炭素繊維強化プラスチック並びにそれらの製造方法
【課題】高いガスバリア性、特に水素ガスバリア性を有する炭素繊維強化複合材料を提供すること。
【解決手段】シート状の炭素繊維強化材とマトリックス樹脂とからなる炭素繊維強化プリプレグであって、プリプレグの内部に、板状の結晶構造を持つ粘土鉱物が、一方向に配向し且つ緻密に積層したガスバリア層を有するガスバリア性の炭素繊維強化プリプレグ、及びそれから得られる炭素繊維強化プラスチック。かかるプリプレグは、例えば、シート状の炭素繊維強化材とマトリックス樹脂とからなる炭素繊維強化プリプレグの積層体の少なくとも一つの層間に、板状の結晶構造を持つ粘土鉱物が、一方向に配向し且つ緻密に積層したガスバリア性のフィルム状物を配置し、その後、この積層体を加熱及び/又は加圧することによって得られる。
(もっと読む)
フレキシブルハロゲンフリーエポキシ樹脂組成物、樹脂付き金属箔、カバーレイフィルム、プリプレグ、プリント配線板用積層板、金属張フレキシブル積層板
【課題】ハロゲンを用いることなく要求される難燃性を確保し、かつ密着性、電気絶縁信頼性、耐熱性、フレキシブルプリント配線板などの用途で要求される屈曲性を満足するフレキシブルハロゲンフリーエポキシ樹脂組成物を提供する。
【解決手段】下記(A)成分と、下記(B)(C)成分の一方又は両方とを含有するフレキシブルハロゲンフリーエポキシ樹脂組成物に関する。(B)(C)成分全体の配合量がフレキシブルハロゲンフリーエポキシ樹脂組成物の全量に対して30〜50質量%である。(A)ナフタレン骨格エポキシ樹脂、(B)柔軟性成分と剛直性成分からなるブロック共重合体型熱可塑性樹脂等、(C)(C1)Tgが25℃未満の柔軟な熱可塑性樹脂等と、(C2)Tgが25℃以上の剛直な熱可塑性樹脂等とからなるもの。
(もっと読む)
ウレタン樹脂成形体

【課題】補強材として竹繊維を用いた場合にもウレタン樹脂原料を良好に混合させて成形でき、成形体の植物由来原料の使用度合い(植物度)及び強度を向上させることができるウレタン樹脂成形体を提供すること。
【解決手段】竹繊維に熱可塑性樹脂繊維を混合してマット化したものに、植物由来原料のポリオールを使用したウレタン樹脂原料を混合してウレタン樹脂成形体を成形する。
(もっと読む)
硬質防護製品のための複合弾道布帛構造物
硬質防護製品に有用な弾道抵抗性複合材料を提供する。該複合材料は熱可塑性マトリックス材料中における高靭性繊維の少なくとも1つの圧密化網状構造を含む。樹脂は、室温で半結晶性である熱可塑性ポリウレタン樹脂である。高靭性繊維は少なくとも約7g/dの靭性を有する。圧密前、ポリウレタン樹脂マトリックス材料は水性媒体中にある。乾燥したとき、ポリウレタンマトリックス材料は少なくとも約500psi(3.45MPa)の引張モジュラス(伸び率100%のとき)、少なくとも約500psi(3.45MPa)の引張モジュラス(伸び率300%のとき)、および少なくとも約2000psi(13.78MPa)の極限引張り強さを有する。該弾道抵抗性複合材料は改善された弾道抵抗性を有する。 (もっと読む)
裁断屑を用いた成形体およびその製造方法
【課題】 化学繊維(合成繊維も含む)の織物又は編物を含む裁断屑を、より簡便な方法で有効利用できる技術の提供。
【解決手段】 化学繊維の織物又は編物を含む裁断屑11を粉砕する裁断屑粉砕工程と、粉砕された裁断屑11を加圧してフェルトマット13に成形するフェルトマット成形工程(S102)と、フェルトマット13に熱反応性の硬化剤15を含浸させる硬化剤含浸工程と、硬化剤15が含浸されたフェルトマット13を熱プレス成形によって成形品16を形成する熱プレス成形工程とを備えてなることを特徴とする。
(もっと読む)
ガラス繊維強化硬質ポリウレタンフォームの製造方法とその製造設備
【課題】下面材近傍のガラス繊維密度を容易に低下させることができるガラス繊維強化硬質ポリウレタンフォームの製造方法を提供する。
【解決手段】ガラス繊維を含む硬質ポリウレタンフォームの製造方法であって、下面材1Lを供給する下面材供給工程、ガラス繊維マット6を下面材1L上に供給するガラス繊維マット供給工程、下面材1L上に発泡原液組成物Aを供給する原液供給工程、発泡原液組成物A上に上面材1Uを供給する上面材供給工程、この上面材供給工程後、上面材1Uの上方からニップローラー8により押圧力を付与させつつ、発泡原液組成物Aを反応・発泡させてガラス繊維強化硬質ポリウレタンフォームBとする発泡工程とを有し、発泡工程において、下面材1Lの下方に設置される下面材支持台4上に、下面材1Lを部分的に上方に持ち上げるための複数の棒状の持ち上げ部材11が下面材1Lの搬送方向に沿って配置されている。
(もっと読む)
RTM成形方法
【課題】所望のキャビティ形状が要求されるのを下型のみとして成形型の製作費用の大幅な低減を可能とし、かつ、従来の両面型を用いる場合と同等の品質のFRP成形品を容易にかつ確実に得ることが可能なRTM成形方法を提供する。
【解決手段】所望の形状に形成されたキャビティ2を有する下型1に強化繊維基材3を配置し、下型1にキャビティ2の周囲で密閉するように上型5を重ね、発泡樹脂8を上型5と強化繊維基材3の間の空間6に注入し、マトリックス樹脂10を強化繊維基材3に向けて注入し含浸させることを特徴とするRTM成形方法。
(もっと読む)
着色長繊維強化ペレットおよびこれを用いて製造された着色樹脂成形品
本発明は、熱可塑性高分子樹脂、長さが約5mm以上50mm以下である繊維強化材、および顔料を含む着色長繊維強化ペレットであって、熱可塑性高分子樹脂は温度約230℃、約2.16kg荷重におけるメルトインデックス(MI)が約0.1g/10min以上80g/10min以下であり、顔料の表面硬度は約5以下である着色長繊維強化ペレットを提供する。 (もっと読む)
炭素繊維及びそれを用いた成形体
【課題】放熱性と表面特性が適切な範囲にある放熱材料を得ることができる炭素繊維を提供する。
【解決手段】光学的異方性ピッチを用い、導入角α、吐出口長さLと吐出口の径Dの比L/D、該光学的異方性ピッチの紡糸温度における粘度を制御してピッチ繊維を得、該ピッチ繊維を不融化、炭化、黒鉛化してなる、黒鉛結晶子の層面方向の広がりLa、電気比抵抗、熱伝導率、端面及び表面平滑性が適切な範囲にあるピッチ系炭素繊維を作成し、それを用いて組成物及び成形体を作製する。
(もっと読む)
軸受け部材を有するFRP成形品の一体成形法
【課題】金属ブッシュ等の軸受け部材を有するFRP成形品を、RTM成形法で一体成形する方法を提供すること。
【解決手段】繊維強化材とマトリックス樹脂とからなるFRP成形品であって回転軸を支える金属ブッシュ等の軸受け部材を有するものを、RTM成形法により一体成形するに際し、該軸受け部材として、その外表面の少なく一部に滑り止め加工が施され、且つ、少なくとも該滑り止め加工が施された部分が繊維強化材で被覆されたものを用いることからなる軸受部材を有するFRP成形品の一体成形法。
(もっと読む)
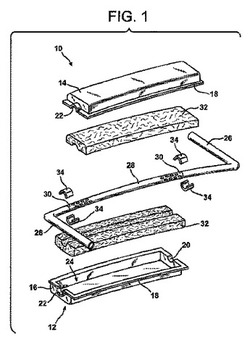
シュープレス用ベルト
【課題】より優れた耐摩耗性、耐クラック性、耐屈曲疲労性等の機械的特性を備えるシュープレス用ベルトの提供。
【解決手段】補強繊維基材6がポリウレタン2中に埋設され、外周層2aおよび内周層2bがポリウレタンで構成されたシュープレス用ベルトにおいて、外周層を構成するポリウレタンは、p−フェニレン−ジイソシアネート、4,4’−メチレンビス(フェニルイソシアネート)から選ばれたイソシアネート化合物と、ポリテトラメチレングリコールとを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマー(A)と、1,4−ブタンジオールと活性水素基を有する芳香族ポリアミンとの硬化剤混合物(B)とを反応硬化させて得られるポリウレタン層が含有されていることを特徴とするシュープレスベルトである。
(もっと読む)
研磨パッドの製造方法
【課題】平坦化特性に優れ、スクラッチの発生を抑制でき、研磨速度が大きい研磨パッド(研磨層)を製造する方法を提供する。
【解決手段】不織布又は織布に銅メッキを施した補強層を予め型内に設置し、水アトマイズ法にて得られる不規則形状の錫粉末及び/又は錫合金粉末を含む金属成分と、ポリウレタン等の熱可塑性樹脂及び/又は熱可塑性エラストマーと、有機溶媒とを含有する錫組成物を型に流し込み、その後有機溶媒を除去することにより金属シートを作製する。続いて金属シートを熱プレスし研磨シートの電気抵抗を低下させ、表面を平滑にする。
(もっと読む)
熱伝導性炭素繊維複合シート及びその製造方法
【課題】柔軟性があり、放熱性に異方性を持ち、生産性が高い熱伝導性炭素繊維複合シートを提供すること。
【解決手段】ピッチ系炭素繊維フィラーと熱硬化性樹脂成分とを連続的に複合体とし、柔軟性が高く熱伝導率に異方性がある熱伝導性炭素繊維複合シートを作成する。
(もっと読む)
セルロース繊維強化複合体の製造方法、セルロース繊維強化複合体、及びセルロース繊維強化複合体製造用材料
【課題】セルロース繊維強化複合体の製造方法において、原料中において細径化セルロース繊維の分散を保ったまま、原料を合成することにより高分子化合物中に細径化セルロース繊維が分散したセルロース繊維強化複合体を提供する。
【解決手段】磨砕工程において高分子化合物の前駆体である液体多価アルコール類中にパルプを分散した状態で、磨砕機に通してセルロース繊維を解し、その後に該液体多価アルコール類の水酸基と化学結合する官能基を複数有する化合物と反応させて高分子化合物を合成し成形する。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】良好な流動性、複雑な形状の成形追従性を有し、繊維強化プラスチックとした場合、優れた力学特性、その低バラツキ性、優れた寸法安定性を発現する芯鞘構造の繊維強化プラスチックの製造方法を提供すること。
【解決手段】少なくとも次の(1)〜(3)の工程を順次経て芯鞘構造の繊維強化プラスチックを成形する。(1)切込プリプレグ基材を含む複数枚のプリプレグ基材を積層した積層体をマンドレル上に設ける賦形工程、(2)成形型内に積層体を配置し、熱硬化性樹脂を軟化させ、発泡性樹脂を注入して、発泡、硬化させると同時に、前記発泡性樹脂の発泡圧で前記積層体を伸張させ、成形型に押し付けて硬化させ、芯鞘構造の繊維強化プラスチックを成形する成形工程、(3)成形型から繊維強化プラスチックを取り出す脱型工程
(もっと読む)
81 - 100 / 203
[ Back to top ]