
Fターム[4F072AL16]の内容
強化プラスチック材料 (49,419) | 予備成形品、成形品の用途 (4,498) | 機械部品 (317)
Fターム[4F072AL16]に分類される特許
121 - 140 / 317
ナノチューブの比率が高い伝導性複合繊維の製造方法
【課題】熱伝導性および/または電気伝導性を付与するナノチューブ、特にカーボンナノチューブを高比率で含む、ビニルアルコールのホモポリマーまたはコポリマーをベースにした伝導性複合繊維を提供する。
【解決手段】安定剤を用いることによってビニルアルコールのホモポリマーまたはコポリマー溶液中に分散したナノチューブを安定化し、この分散液を凝固溶液中に注入してプレファイバーを形成し、洗浄、乾燥して伝導性複合繊維とする。
(もっと読む)
FRP素材、FRP成形品、及びそれ等の製造方法
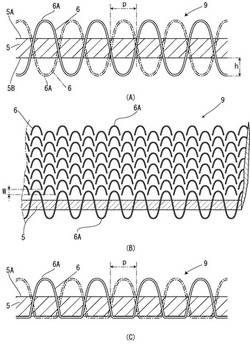
【課題】FRP素材の繊維の密度や形状を自由に設定することができるようにする。
【解決手段】基材5の表面5A及び裏面5Bにそれぞれ表して表面5A及び裏面5Bを覆うように高強度を有する繊維からなる糸6を設ける。糸6は、例えばミシンを使って刺繍をするように、糸6を針孔に通した針を基材5に刺して表面5A、裏面5Bのいずれも面をも覆うようにその表面5A、裏面5Bに縫い表したものである。このようなFRP素材9を、対向して接離可能な一対の金型間に配置し、型閉後にFRP素材9に常法とおりの高圧で高温の養生を行って成形を行う。FRP成形品の形に合わせたFRP素材が自由に設計できて高精度設計が可能となる。
(もっと読む)
ガラス強化樹脂組成物
【課題】平均厚さが0.2〜0.7μmであるガラスフレークで強化されたポリカーボネート樹脂を含む熱可塑性樹脂を基体として、機械的強度、難燃特性に優れ、かつ成形収縮率の異方性が小さく反りを抑えたガラス強化樹脂組成物を提供する。
【解決手段】(A)熱可塑性樹脂(A成分)40〜99重量%、並びに(B)平均厚さが0.2〜0.7μmであるガラスフレーク(B−1成分)、およびB−1成分以外の充填材(B−2成分)よりなり、B−1成分とB−2成分の重量比(B−1成分/B−2成分)が10/90〜100/0である強化充填材(B成分)1〜60重量%よりなる組成物100重量部に対し、(C)難燃剤(C成分)0.001〜30重量部を含有するガラス強化樹脂組成物。
(もっと読む)
エポキシ樹脂組成物及びプリプレグ
【課題】耐湿熱特性に優れ、高温高湿環境においても良好な機械物性保持率を有する、構造材用のエポキシ樹脂組成物、及びこのエポキシ樹脂組成物を用いたプリプレグを提供すること。
【解決手段】少なくとも成分[A]のグリシジルアミノ基を有する多官能エポキシ樹脂、成分[B]の特定の構造を有する芳香族ジアミン系硬化剤、成分[C]の熱可塑性樹脂を必須成分とするエポキシ樹脂組成物であって、湿熱処理後のTgが150℃以上であることを特徴とする樹脂組成物である。更には、該エポキシ樹脂組成物を繊維強化材シートに含浸させてなるプリプレグである。
(もっと読む)
繊維補強複合材料
【課題】軽量、耐熱性、耐衝撃性などに優れた摩擦係合装置用摩擦材支持体用繊維補強複合材料を提供する。
【解決手段】繊維材料がシート面内でランダム配向する繊維シートとバインダー成分を含むシート基材からなる繊維補強複合材料であって、下記a)〜b)を満足すること特徴とする繊維補強複合材料。
a)該繊維材料が、芳香族ポリアミド繊維および炭素繊維を含む湿式不織布であること。
b)該繊維補強複合材料の任意方向の曲げ強度が100MPa以上であり、かつ曲げ強度等方性係数が0.8以上であること。
(もっと読む)
粒子強化繊維強化重合体複合材料
粒子で強化されかつ繊維で強化された複合材料は、繊維領域および繊維間の中間層領域を含有する。前記繊維領域は多数の繊維を含有していて、それらの少なくとも一部は1番目の基礎重合体配合物および1番目の多数の強化用粒子を含有する1番目の重合体組成物の中に位置する。前記中間層領域は、前記1番目の多数の強化用粒子および2番目の多数の強化用粒子の中の少なくとも一方および2番目の基礎重合体配合物を含有する2番目の重合体組成物を含有する。1番目および2番目の多数の強化用粒子の例にはそれぞれコアシェルゴムおよびポリイミドが含まれ得る。前記1番目の多数の強化用粒子の濃度を高くすると当該複合材料の熱特性、例えば高温に長時間さらされた後の重量損失などの如き熱特性が維持されながら当該複合材料が示すじん性が向上し得る。更に、前記強化用粒子の相対的位置によって複合材料の機械的特性、例えば衝撃後圧縮(CAI)強度などが影響を受けることも見いだした。 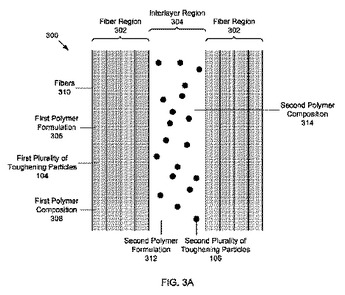 (もっと読む)
(もっと読む)
セルロース繊維強化ポリアセタール樹脂組成物
【課題】優れた剛性、熱伝導性、摺動性、制振性を兼備し、低比重で灰分も少ないポリアセタール樹脂組成物を提供する。
【解決手段】(a)ポリアセタール樹脂100重量部に対して、(b)解繊されたセルロース繊維10〜150重量部、(c)ヒンダードフェノール系酸化防止剤0.01〜3重量部及び(d)アミノトリアジン化合物、グアナミン化合物、ヒドラジド化合物及びポリアミドから選ばれた少なくとも一種の窒素含有化合物0.01〜3重量部を含有させてなるセルロース繊維強化ポリアセタール樹脂組成物。
(もっと読む)
長繊維強化ポリアミド樹脂組成物及びこれを成形してなる導電性軸状成形品
【課題】プリンターやコピー機のローラー等の軸に使用されている金属材料に代替可能な機械的強度及び剛性を有し、且つ軸状成形品の反り変形及び導電性のバラツキが少ない長繊維強化ポリアミド樹脂組成物を提供する。
【解決手段】ヘキサメチレンアジパミド単位70〜85質量%及びヘキサメチレンイソフタラミド単位15〜30質量%からなる共重合体構造のポリアミド樹脂(A)と、強化繊維(B)と、導電性カーボン(C)とを含有する長繊維強化ポリアミド樹脂組成物であって、ポリアミド樹脂(A)100質量部に対して、強化繊維(B)の含有量が50〜200質量部であり、導電性カーボン(C)の含有量が5〜20質量部であり、強化繊維(B)の重量平均繊維長が3〜15mmである長繊維強化ポリアミド樹脂組成物である。
(もっと読む)
含フッ素樹脂組成物、成形体およびその製造方法
【課題】フッ素樹脂と強化繊維とからなり、強度に優れ、表面平滑性が高く、パーティクルが発生し難い成形体、ならびにこのような成形体の原料に適した含フッ素樹脂組成物、このような成形体の製造方法を提供すること。
【解決手段】テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体からなるフッ素樹脂繊維(A)および強化繊維(B)を重量比で(A):(B)=70〜90:10〜30の割合(但し、両者の合計は100である。)で含んでなる含フッ素樹脂組成物。
(もっと読む)
オーバーモールド成形ポリアミド複合構造およびその製造方法
本発明は、オーバーモールド成形ポリアミド複合構造の分野およびそれを製造する方法に関する。開示されるオーバーモールド成形複合構造は、表面ポリアミド樹脂組成物で作られた少なくとも一部分を有する表面を有し、かつマトリックス樹脂組成物で含浸された繊維状材料を有する第1構成部分と、オーバーモールド成形用樹脂組成物を含む第2構成部分とを含む。第2構成部分は、前記第1構成部分の表面の少なくとも一部分上で第1構成部分に接着される。オーバーモールド成形用樹脂組成物および表面ポリアミド樹脂組成物の一方が、1種または複数種の半芳香族ポリアミド(A)と、1種または複数種の完全脂肪族ポリアミド(B)とのブレンドを含むポリアミド組成物で作られ、オーバーモールド成形用樹脂組成物および表面ポリアミド樹脂組成物の他方が、1種または複数種のポリアミドで作られる。 (もっと読む)
連続繊維強化複合物品の屈曲部の層間剥離を抑制する方法

【課題】マトリックス材料内に一方向性繊維要素列を含有する層を有する連続繊維強化複合材料で形成された部品の屈曲部における層間剥離を抑制する方法の提供。
【解決手段】部品の層に対応するプリプレグテープを積層することにより部品のプリフォーム30を形成する。各々のテープは、マトリックス前駆体、結合材、及び繊維要素32列を含有している。これらのテープを積み重ねて、少なくとも第1のテープの繊維要素32が屈曲部34を横切り、繊維要素32が屈曲部34の湾曲の軸36に対して垂直ではない平面38、40内にあるようにする。次いで、プリフォーム30を熱加工する。その間、繊維要素32が屈曲部34の湾曲の軸36に対して垂直な平面内にないことの結果として、屈曲部34内の層の層間剥離が抑制される。
(もっと読む)
モノベンズオキサジンに基づく樹脂系液体
本発明は、液体モノベンズオキサジンモノマー及び非−グリシジルエポキシ化合物を含み、ここでモノベンズオキサジンモノマー対非−グリシジルエポキシ化合物の重量比が約25:75〜約60:40の範囲内である液体樹脂系を提供する。液体樹脂系は、低い粘度及び長時間に及ぶ例外的な安定性を示し、多様な複合材料製造方法におけるその使用を高度に有利にしている。 (もっと読む)
表面改質繊維を用いたプリプレグ
【課題】補強基材の優れた力学物性をFRP等の複合材物性に反映させることができる、繊維基材とマトリックス樹脂の接着性に優れたプリプレグシートを提供する。
【解決手段】引張強度が8cN/dtex以上の繊維からなる基材に、熱硬化性樹脂または熱可塑性樹脂を複合してなるプリプレグシートであって、
前記繊維は、原子間力顕微鏡による、繊維長軸方向4μm×繊維短軸方向2μmの観察視野の範囲中に、繊維短軸方向に0.1μm以上連なり、かつ深さが10〜100nmである、ひび割れ状の凹部を20個以上有することを特徴とするプリプレグシート。
(もっと読む)
引抜成形品の製造方法
【課題】割付治具の複数枚とその通糸方法によって、複数本の繊維束の開繊を行うことで、耐振れ性に優れた、軽量の搬送用シャフト製品の製造方法を提供する。
【解決手段】ボビン2から巻きだされた複数本の繊維束に、レジン浴4中で熱硬化性樹脂組成物を含浸させた後、繊維束を均等に割り付けるための割付治具5を介して金型6を通過させながら硬化させる引抜成形品の製造方法であって、割付治具5を複数枚用い、それぞれの割付治具5(5a〜5d)により繊維束が異なる方向から開繊されるように通糸する引抜成形品の製造方法。
(もっと読む)
複合材料構造体を除氷するためのCNTベース抵抗加熱
複合材料構造体は、マトリックス材と、繊維材料に浸出した複数のカーボン・ナノチューブを含むカーボン・ナノチューブ浸出繊維材料と、を含む。カーボン・ナノチューブ浸出繊維材料は、マトリックス材の一部の全体にわたって配置される。複合材料構造体は、カーボン・ナノチューブ浸出繊維材料を介した電流の印加に適合して、これにより複合材料構造体を加熱する。加熱要素は、繊維材料に浸出した複数のカーボン・ナノチューブを包含するカーボン・ナノチューブ浸出繊維材料を含む。カーボン・ナノチューブ浸出繊維材料は、構造体に必要とする熱を与えるのに十分な割合である。 (もっと読む)
繊維強化樹脂歯車
【課題】本発明の目的は、歯車の噛み合い時に生ずる騒音の減少効果に優れ、かつ機械的強度を兼ね備えた繊維強化樹脂歯車を提供する。
【解決手段】繊維補強材により補強された、樹脂からなる繊維強化樹脂歯車であって、該繊維補強材が、強化繊維A及びBからなり、該強化繊維Aが、引張弾性率が5〜50GPa、25℃における損失正接(tanδ)が0.040以上のパラ型芳香族ポリアミド繊維、該強化繊維Bが、引張弾性率が54GPa以上のパラ型芳香族ポリアミド繊維であり、強化繊維A:強化繊維Bの重量比率が3:97〜56:44であることを特徴とする繊維強化樹脂歯車とする。
(もっと読む)
プリプレグ、プリフォームおよび成形品
【課題】積層成形品には不向きであった薄型成形品にも対応でき、等方的に力学特性に優れた、複雑形状の成形品を得ることができるプリプレグ、ならびにプリフォームを提供すること。
【解決手段】強化繊維基材が繊維長10mmを越える強化繊維が0〜50重量%、繊維長2〜10mmの強化繊維が50〜100重量%、繊維長2mm未満の強化繊維が0〜50重量%から構成された、以下の特徴を有するプリプレグ、ならびに、以下の特徴を備えたプリプレグを積層単位として含むプリフォーム。
特徴:強化繊維単糸(a)と該強化繊維単糸(a)と交差する強化繊維単糸(b)とで形成される二次元配向角の平均値が10〜80度、かつ、23℃での厚み(mm)が0.03〜1mm、引張強度σが0.01MPa以上。
(もっと読む)
難燃性ガラス繊維強化ポリアミド樹脂組成物
【課題】非常に耐衝撃性が高く、外観性に優れ、難燃性が極めて高く、押出時の操業性に優れ、成形性に優れた樹脂組成物を提供する。
【解決手段】(A)ポリアミド樹脂60〜90質量%、(B)ハロゲン元素を含まない難燃剤40〜10質量%からなる難燃性樹脂組成物100質量部に対し、(C)偏平ガラス繊維ロービング60〜210質量部、(D)リン系酸化防止剤を、0.01〜0.5質量部からなる難燃性ガラス繊維強化ポリアミド樹脂組成物であって、(A)ポリアミド樹脂が結晶性ポリアミド樹脂(a1)と非晶性ポリアミド樹脂(a2)を含み、(B)ハロゲン元素を含まない難燃剤がホスフィン酸塩(b1)および/またはジホスフィン酸塩(b2)、およびリン酸とメラミンとの反応生成物(b3)からなり、0.1≦(a2)/(A)≦0.5であることを特徴とする難燃性ガラス繊維強化ポリアミド樹脂組成物。
(もっと読む)
繊維複合材料の製造方法
【課題】本発明の目的は、引っ張り強度、曲げ強度に優れた繊維複合材料を得ることにある。
【解決手段】セルロース繊維がマトリックス樹脂中に分散して含有される繊維複合材料の製造方法であって、該セルロース繊維と該マトリックス樹脂を含む溶融樹脂組成物を伸長流動混合することを特徴とする繊維複合材料の製造方法。
(もっと読む)
カーエアコン用軸シール材
【課題】優れた耐変形性および耐摩耗性を維持しつつ、しかも密封性を向上させることができる組成物を用いてなるカーエアコン用軸シール材を提供すること。
【解決手段】 変性ポリテトラフルオロエチレンを60〜90重量%、平均繊維径が5〜30μm、平均繊維長さが20〜60μmである第1炭素繊維を10〜30重量%、平均繊維径が5〜30μm、平均繊維長さが90〜200μmである第2炭素繊維を1〜10重量%含有し、前記第1炭素繊維および第2炭素繊維が、ランダム構造を有するピッチ系炭素繊維であるポリテトラフルオロエチレン組成物を用いてなるカーエアコン用軸シール材。
(もっと読む)
121 - 140 / 317
[ Back to top ]