
Fターム[4F201AA13]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 樹脂材料等(主成形材料) (2,621) | ポリスチレン系(←ABS、AS樹脂) (133)
Fターム[4F201AA13]に分類される特許
81 - 100 / 133
ハイブリッド構造を有する軽量部品
本発明は、ハイブリッド部品又は中空軽量部品とも称されるハイブリッド構造を有する軽量部品に関する。前記部品は、熱可塑性樹脂で補強されており、高い機械的応力の伝達に好適なシェル状の基体からなる。熱可塑性樹脂の物理的特性を改善するために熱可塑性樹脂に特殊な流動助剤が添加されている。 (もっと読む)
廃棄発泡スチロールのペレット化装置

【課題】濡れた廃棄発泡スチロールを、そのまま供給しても問題なく製造できる廃棄発泡スチロールのペレット化装置を提供する。
【解決手段】発泡スチロールの再利用を計る手段として、廃棄発泡スチロールのペレット化装置がある。これは、破砕した廃棄発泡スチロールを、回転軸の周りに漸次小径となる螺旋状の羽根を有するテーパースクリュー12を内蔵するとともに外周部にヒータ13を巻き付けた押出機10で加熱圧縮して溶融樹脂とし、帯板状に引出して寸断するものである。本発明は、押出機10内で発生した水蒸気を外部へ放出させるため、押出機10の廃棄発泡スチロールの供給口14より下流側に、上方へ開口した放出口11aを設けるとともに、回転軸の外周に螺旋状の羽根を有する塞ぎ軸22を該放出口11aに設けたものである。
(もっと読む)
玄武岩長繊維強化熱可塑性樹脂ペレット
【課題】廃棄処理が簡便であり、地球環境に影響が少なく、しかも機械的強度に優れた長繊維強化樹脂ペレットを提供する。
【解決手段】玄武岩繊維ロービングを引きながら溶融された熱可塑性樹脂を含浸することにより製造されるペレットであり、玄武岩繊維がペレットの長さ方向に平行に配列しており、長さ4〜50mmである玄武岩長繊維強化熱可塑性樹脂ペレット。
(もっと読む)
成型品の製造方法
【課題】 コーヒー粕を含有する成型品を製造するに際して、たとえば、ポリエチレン、ポリプロピレン、ポリスチレン、アクリロニトリル−ブタジエン−スチレン樹脂等の成型性に優れ、比較的に安価な汎用樹脂を使用した場合においても、コーヒー粕を成型品中に均一に分散することができ、良好な成型品を与えることができる成型品の製造方法を提供すること。
【解決手段】 コーヒー粕を含有する成型品を製造する方法であって、
コーヒー粕と第1樹脂とを混合、造粒して、コーヒー粕と第1樹脂とを含有するペレットを得る工程と、前記ペレットと第2樹脂とを混合、成形する工程と、を有し、前記第1樹脂として、スチレン系エラストマーおよび/または水添スチレン系エラストマーを用いることを特徴とする成型品の製造方法。
(もっと読む)
脱臭乾燥機

【課題】光触媒を利用して効果的に脱臭を行い、且つ光触媒の活性化のための光の照射で被乾燥物の樹脂を劣化させることのない、簡便な脱臭乾燥機を提供すること。
【解決手段】本発明の脱臭乾燥機10は、被乾燥物14に対向して連続の壁を形成するよう配置した、回転式の複数の壁部材16と、この壁部材16により形成した連続壁の背後に位置する光照射手段20とを含み、壁部材16の表面に、光触媒活性と高温での吸着特性を併せ持つ光触媒を有することを特徴とする。光触媒としては、カルシウムヒドロキシアパタイトのカルシウムの一部をチタンに置換した光触媒アパタイトを好適に使用することができる。
(もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造方法
【課題】添加剤の均一分散性、機械特性に優れた長繊維強化熱可塑性樹脂成形材料を提供する。
【解決手段】熱可塑性樹脂ペレットと、少なくとも1種の添加剤を、それぞれ独立した供給機構を有する別個の供給ラインを用い、各ラインごとに別個に設定された50g〜9.95kgの範囲内の量を、500〜5000g/minの供給速度の範囲内で、±3g/回以内の精度で混合槽へ供給し、該混合槽で混合した1〜10kgの配合物とした後、これを押出機に供給し、該押出機で溶融混合した熱可塑性樹脂組成物の溶融物を連続して供給される強化繊維束上に定量付与し、該熱可塑性樹脂組成物を冷却固化した後、切断することを特徴とする長繊維強化熱可塑性樹脂成形材料の製造方法。
(もっと読む)
低沸点物質を含む重合体融解物のペレット化方法
本発明は切断装置が挿入されているペレット化チャンバー中で、環境気圧を超える圧力で、重合体融解物をペレット化する方法に関する。第1の工程において、ペレット化チャンバーを、重合体融解物に対して不活性な気体で、ペレット化を行う圧力に充満させる。それから、重合体融解物をペレット化チャンバーに注入する。最後に、重合体融解物が切断装置を通過し始めると直ぐに、ペレット化チャンバーからの気体を液体によって置換して、この融解物をペレットに切断する。 (もっと読む)
二成分系ポリマーブレンドの組織構造評価方法
【課題】 両連続相構造が形成されるブレンド組成を予言する二成分系ポリマーブレンドの組織構造評価方法を提供することにより,各種高分子材料設計が極めて能率的に行なえるようにすることを目的とする.
【解決手段】 二成分系ポリマーブレンド中に溶融混練により形成された組織構造による界面自由エネルギーの大きさを比較することにより,両連続相構造が形成されるブレンド組成を予測する、また、溶融混練機中でブレンド試料に生じるせん断応力σ,成分ポリマー間の界面張力γ12,ブレンド組成から推算した分散相粒子半径を用いて界面自由エネルギーを計算し,その大きさを比較することにより,両連続相構造が形成されるブレンド組成を予測する。
(もっと読む)
重合体組成物の押出装置及び方法
【課題】フィラーを高充填しても、高品質の熱可塑性樹脂組成物を連続、且つ安定して押し出すことができる重合体組成物の押出装置及び方法を提供する。
【解決手段】シリンダー1と、シリンダー1内に配設されたスクリュー2とを備え、シリンダー1の先端部9にダイス10が接続されてなる押出装置であって、シリンダー1内で溶融している重合体組成物原料を、スクリュー2を回転させることにより発生する押出し圧力で、ダイス10から連続的に押し出す重合体組成物の押出装置において、重合体組成物が、フィラーを35質量%以上含有する熱可塑性樹脂組成物であり、且つシリンダー1の空間率[{(スクリュー先端部を配置した場合の空間容積)/(スクリュー先端部がない場合の空間容積)}×100]が90〜98%である。
(もっと読む)
スチレン系樹脂組成物の製造方法および成形品
【課題】本発明は、優れた規則性を有し、かつその構造を微細に制御することにより、優れた機械特性、耐熱性、流動性ならびに塗装性、メッキ性を有する成形材料として有用なスチレン系樹脂組成物を得る製造方法を提供することを課題とするものである。
【解決手段】(A)スチレン系樹脂、(B)スチレン系樹脂以外の熱可塑性樹脂を含むスチレン系樹脂組成物を溶融混練により製造する方法であって、少なくとも1ヵ所以上もしくは一時的に樹脂圧力が2.0MPa以上となる領域もしくは時間が存在する条件下で溶融混練することを特徴とするスチレン系樹脂組成物の製造方法。
(もっと読む)
加硫合成樹脂ペレット製造法
【課題】本発明は加硫ゴムによる自動車等の廃タイヤを凍結微粉砕し、篩下を捕集し、別に熱可塑性合成樹脂成形品を破砕して上記タイヤの微粉と均等混合し、これを上記合成樹脂の塑性体に加熱することによって加熱量を軽減し、この混合物を紐状に加圧押出冷却してペレット9状にカットし、これを各加硫ゴム成形工場に分配して硬く靭性に富む成形物を簡便に製造することを目的とする。
【解決手段】タイヤ等の加硫合成ゴム材による30〜100メッシュ篩下微粒子の30下〜10重量%と、熱可塑性合成樹脂成形材を破砕してなる3〜5mm篩下凹凸形状粗粒子の70上〜90重量%とを撹拌混合して100重量%となし、同混合物を加熱して上記粗粒子のみに塑性を付与し、その状態において該混合物を加圧して線状に押出し、これを冷却して粒状に成形することを特徴とするペレット製造法。
(もっと読む)
導電複合材料のための長繊維熱可塑性樹脂の製法及びそれにより形成される複合材料
本発明は、電気的な電磁妨害(EMI)シールドを提供するために導電繊維を含むポリマー製品及びそれらの製造方法に関する。本発明は、押出法への導電繊維の直接射出を介してポリマー材料に導電繊維を含浸することによりシールド材料を形成する方法を含む。本発明は、また、EMIシールドポリマー及びシールドポリマーで形成された部品により電磁シールドされ及び無線周波数である製品を含む。 (もっと読む)
ウォーターリング(water−ring)ダイの下流で熱可塑性ポリマーを切断する方法
ウォーターリング(water−ring)押出ダイから押し出されるビニル芳香族(コ)ポリマーの、実質的に円柱形状のペレットの製造方法であって、押出成形は、ペレットの長さ/直径比の範囲が1.3〜2であり、直径(基準)範囲が2〜3.2mmであり、ポリマーの流量が各ダイの孔で4〜20kg/hの範囲であるように実施される前記製造方法。  (もっと読む)
(もっと読む)
酸素吸収性樹脂物品形成用ペレット及びその製造方法
【課題】酸化触媒を多量に用いることなく、酸素吸収の誘導時間が短い酸素吸収性樹脂物品を成形することができる酸素吸収性樹脂物品形成用ペレットを提供すること。
【解決手段】熱可塑性樹脂(A)及び担体に担持されていない酸化触媒(B)を含む樹脂ペレットであって、ペレット形成後に酸素を0.2ml/g以上吸収させてなることを特徴とする酸素吸収性樹脂物品形成用ペレット。このペレットは、熱可塑性樹脂(A)及び担体に担持されていない酸化触媒(B)を非酸化雰囲気下で溶融混練して樹脂ペレットを成形し、次いで得られたペレットに40℃以上の酸化雰囲気下で酸素を吸収させることにより製造できる。
(もっと読む)
熱可塑性廃プラスチックの減容と再資源化の方法とその装置
【課題】。
発泡スチロール熱圧縮によるインゴット、又は溶解液によるゲルによるマテリアルリサイクルが進められている。これらの処理は悪臭やその取り扱いが面倒であるばかりか、処理費用がかさむ。中間製品は、品質も落ちる。
【解決手段】
密閉した圧力容器1内の140〜200℃の高温水に廃棄発泡スチロール2を浸し、溶融減容させる。温度管理した水を循環ポンプ361およびノズル362を使い、満遍なく材料にかける。溶融プラスチックは水と溶け合わず、水より軽い物は回収スチロール431、重いものは回収スチロール432となり、内圧により外部に押し出される。ここで溶融プラスチックは大気または常圧下の水に触れ、急冷硬化する。また金型と直結させ、直接製品を作成することによって付加価値を格段にあげることが出来る。また中間製品を別途高圧溶融装置で固化することにより溶融物の特性を生かし装飾品や環境教育用具を得る。
(もっと読む)
三価カチオン中和アイオノマーから製造されるブロー成形中空物品及びボトル
三価カチオンで中和されたアイオノマーを含む押出成形中空物品または射出成形中空物品ならびにブロー成形ボトルが開示されている。これらのアイオノマーは、同じコポリマーであるが、一価カチオンまたは二価カチオンのみで中和されたコポリマーを含むアイオノマー組成物より高い溶融強度を有する。本ブロー成形ボトルは、一価カチオンおよび二価カチオンのみで中和されたアイオノマーを含むブロー成形ボトルを実質的に上回る壁厚さおよび重量を有することが可能である。 (もっと読む)
超微小粒子の製造方法
【課題】 粒子径1μm以下、特に粒子径1μm以下からnmオーダーの超微小粒子の製造方法を提供する。
【解決手段】 有機ポリマー原料及びグラファイトのいずれかから選ばれる原料を、超臨界水あるいは亜臨界水を用いて水熱反応し、粒子径1μm以下の超微小粒子を得る製造方法であり、前記ポリマー原料は原料ポリマー及び又は重合性の原料モノマーであり、前記ポリマー原料が、ポリスチレン、ポリエチレン、ポリプロピレン、ノルボルネン樹脂の群から選ばれる1種または2種以上の原料である。
(もっと読む)
長繊維強化熱可塑性コンセントレート及びその製造方法
長繊維強化熱可塑性コンセントレートの製造方法を開示し、そこでは連続繊維ストランドが溶融混練熱可塑性水性分散液で被覆され、乾燥され、切断される。 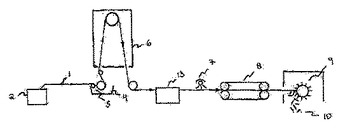 (もっと読む)
(もっと読む)
高密度ガラスグラニュールから複合材料部品を製造する方法
本発明は、長いガラス繊維で強化された熱可塑性マトリックスから形成された複合材料部品を製造する方法に関する。本発明の方法は、材料と強化剤を供給する一軸スクリューを含む装置によって行われる射出成形または射出圧縮成形工程を含む。その方法は、強化繊維は、ガラス密度が90〜99.5%、好ましくは95〜99%かつ長さと直径(L/D)比がmmで表したL未満である、長い切断繊維グラニュールの形で、装置に導入される。本発明は、また、その方法を用いて得られた複合材料部品にも関する。 (もっと読む)
熱可塑性樹脂組成物の製造方法
【課題】耐熱性および耐衝撃性に優れ、かつその成形品や、繊維又はフィルム化する場合に特異な粘弾特性を示す熱可塑性樹脂組成物の製造方法を提供する。
【解決手段】熱可塑性樹脂(A)および反応性官能基を有する樹脂(B)を含む熱可塑性樹脂組成物(I)または熱可塑性樹脂(A)、該熱可塑性樹脂(A)と異なる熱可塑性樹脂(C)および反応性官能基を有する化合物(D)を含む熱可塑性樹脂組成物(II)の製造方法であって、スクリュー長さLとスクリュー直径D0の比L/D0が、50以上である二軸押出機を用い、該二軸押出機に原料樹脂を供給してから押出すまでの滞留時間を1分〜30分、押出量をスクリュー回転1rpm当たり0.01kg/h以上の条件で溶融混練する熱可塑性樹脂組成物の製造方法である。
(もっと読む)
81 - 100 / 133
[ Back to top ]