
Fターム[4F201AG03]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 一般形状、構造物品 (645) | 積層体 (125)
Fターム[4F201AG03]に分類される特許
61 - 80 / 125
水切り装置

【課題】 フィルムの洗浄工程の水切り装置に関するものであり、水切りのエアノズルによるフィルムのばたつきやエアノズルのセッティングに時間をかけることなく安価で容易に確実に水滴を除去する水切り装置を提供する。
【解決手段】 フィルムを連続して供給、巻き取りする方式で水槽やシャワーリングなどの方法で液体に浸しフィルムを洗浄する洗浄工程の水切り乾燥工程で用いられる水切り装置において、筐体内に乾燥エアを送り込む吸気口と該筐体内にフィルムを通すための少なくとも2箇所以上のフィルムの幅や厚みよりも大きなスリット口で構成される水切り装置。
(もっと読む)
材料のプレースメント成形方法および装置
逆方向に材料を当接するために、ローラアセンブリを180度回転させること無しに、表面上の2方向に材料を分配し、かつ圧密化するローラアセンブリ。ローラアセンブリは、第1のガイド部材、第2のガイド部材、第3のガイド部材、および、圧密化ローラで成る。前記第1のガイド部材が、第1の位置にあるとき、材料の薄片は、前記第2のガイド部材に供給される。前記第1ガイド部材が、前記第2の位置にあるとき、前記材料の薄片は、前記第3のガイド部材に供給される。圧密化ローラは、可鍛性があり、材料の薄片が、均一に圧密化されるために、圧密化ローラの外周面のまわりに概略被せられる。 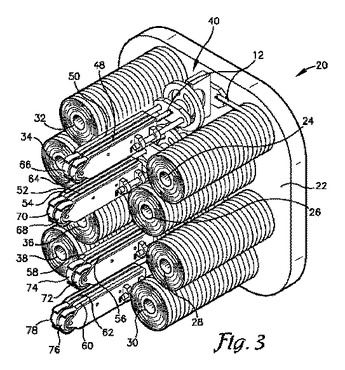 (もっと読む)
(もっと読む)
材料のプレースメント成形方法および装置
ローラアセンブリの動きとは独立して、表面に材料の薄片を供給および圧着する材料圧着ヘッド。圧着ヘッドの各ローラアセンブリは、圧縮ローラを有し、圧着ヘッドの他のローラアセンブリと独立して、6自由度で回転的または直線的に動く。ローラアセンブリは、材料の薄片が表面のパスに隣接して供給されるように、交互に配置され、表面に材料の薄片を同時に供給する。各圧縮ローラは、可鍛性があり、材料の薄片を圧縮するために、自身の外周面の周りに載置される。 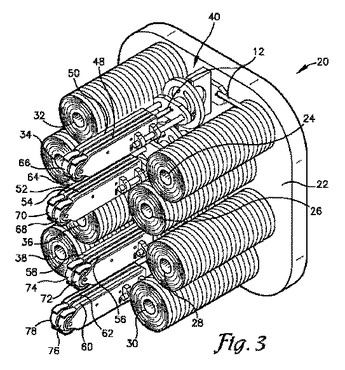 (もっと読む)
(もっと読む)
気体除去方法、気体除去装置、コアの製造方法、コアの製造装置及び積層支持体

【課題】塑性流動材料と硬質充填材の混合物を加圧して混合物中の気体を除去することで、気体含有率が低い成型品を得ることを課題とする。
【解決手段】シリンダ42の加圧室42Rに塑性流動材料と硬質充填材の混合物片56Aを投入し、加圧室42Rの混合物片56Aを加圧する。これにより、混合物片56Aに含有された気体及び、加圧室42Rに投入された塑性流動材料と硬質充填材の混合物片56Aの間の空気が、加圧室42Rから連通孔50を通って外部へ押し出され、結果として気体が除去された、すなわち気体含有率が低減された複数の混合物片56Aからなる成型品56が得られる。
(もっと読む)
セミフィニッシュレンズの製造方法、セミフィニッシュレンズおよびプラスティックレンズの製造方法
【課題】熱可塑性を有する樹脂材料で形成され、形状精度に優れた第1面を有するセミフィニッシュレンズの製造方法、セミフィニッシュレンズ、このセミフィニッシュレンズを原料とし、第2面が所望の形状に加工されたプラスティックレンズの製造方法を提供する。
【解決手段】光学的に仕上げられた第1面1Aと、後加工される第2面1Bと、を有するセミフィニッシュレンズ1の製造方法であって、片面が光学的に仕上げられた光学面10Aとされている光学基材10を得る基材形成工程と、光学基材10から型を外す離型工程と、光学基材10の光学面10Aに、光学基材10のガラス転移点以下の温度で硬化するコーティング層2を設けるコーティング層形成工程と、光学基材10を、光学基材10のガラス転移点以上の温度で加熱するアニール工程と、を備える。
(もっと読む)
複合合成樹脂素材供給装置
【課題】外側溶融樹脂の内部に包含されるコア層の移送距離が長くても、コア層がほぼ円球形状を維持すること。
【解決手段】複合合成樹脂素材形成装置1は、ノズル手段2の排出口に至る排出路9、該排出路9に接続された下流端を有する外側流路4、排出路9に接続された下流端を有する内側流路8、外側流路4を通して外側合成樹脂aを流動させるための外側合成樹脂供給手段、内側流路8を通して内側合成樹脂bを流動せしめる内側合成樹脂供給手段、及び該内側流路の下流端を間欠的に開閉するためのロッド弁30を具備している。そして、排出路9の断面積は、中流部領域(大径部34)が上流部領域(小径部33)及び下流部領域(縮径部35)よりも断面積が大きく形成されている。
(もっと読む)
プリフォームの製造方法
【課題】繊維強化樹脂成形品を得るのに適した、強化繊維に未硬化樹脂を含浸したシート状のプリプレグを複数枚積層し、その積層プリプレグを賦形してプリフォームを作る際、賦形後の形状の戻りを防止でき、繊維配列の乱れの発生を防止できるプリフォームの製造方法を提供する。
【解決手段】複数枚積層したシート状のプリプレグを予備賦形して予備賦形品を得る工程と、予備賦形品を脱気する工程とを有することを特徴とするプリフォームの製造方法。
(もっと読む)
熱可塑性樹脂帯状物のカール矯正方法
【課題】原反表面への損傷を防ぎ、かつ、カール矯正時間を短縮させ生産性を向上させることのできるカール矯正方法を提供する。
【解決手段】非結晶性樹脂からなる層を少なくとも1層以上含む熱可塑性樹脂帯状物の原反又はその切断物を加熱しカールを矯正するカール矯正方法であって、熱可塑性樹脂帯状物を搬送用部材上に載置後、該搬送用部材により熱可塑性樹脂帯状物を張力のかからない状態で連続的に搬送して熱処理を施し、前記非結晶性樹脂のガラス転移点をTg℃とすると、加熱炉内温度が(Tg−30)℃以上Tg℃以下であることを特徴とする熱可塑性樹脂帯状物のカール矯正方法。
(もっと読む)
高分子フィルム積層体及びその製造方法、並びに、高分子フィルム積層体を用いたフレキシブル配線板。
【課題】積層体の巻き取りにおける癒着を十分に抑制しながら、生産性よく均質な高分子フィルム積層体を製造することができる高分子フィルム積層体の製造方法を提供する。
【解決手段】金属箔2上に高分子フィルムの前駆体層14が形成された積層体10を巻き取り、巻き取り体100を得る第1工程と、巻き取り体を熱処理して、高分子フィルム積層体を得る第2工程とを有する。第1工程においては、巻き取られる積層体同士の間に挟まれるように、積層体の巻き取り方向と交差する方向の両端に位置する辺に沿ってそれぞれスペーサー30を配置して積層体を巻き取る。この際、スペーサーとして、一方向に凹凸を繰り返す波型の断面形状を有しており、この波型によって形成される見かけ厚さが0.5〜3mmである金属製スペーサーを用い、当該スペーサーを、一方向が巻き取り方向と同じとなるように配置する。
(もっと読む)
プリフォームの製造方法
【課題】マトリックス樹脂の注入成形時に樹脂の含浸性に優れ、かつ、力学特性および計量化効果を高く発現し、品質が安定したFRPを高い生産性で得られるプリフォームの提供。
【解決手段】少なくとも次の工程(A)〜(D)を経て製造することを特徴とするプリフォーム11の製造方法。(A)少なくとも強化繊維糸条によって形成され、その少なくとも一方の表面に、強化布帛以外のガラス転移点が100℃以上の熱可塑性樹脂を主成分とし、熱硬化性樹脂を副成分として、そのガラス転移点が100℃未満の樹脂材料13を予め接着している強化布帛12を、プリフォーム型に複数枚積層する積層工程、(B)積層体をプリフォーム型内に配置する配置工程、(C)積層体を加熱および加圧する加熱工程、(D)積層体を冷却する冷却工程。
(もっと読む)
高分子フィルム積層体及びその製造方法、並びに、高分子フィルム積層体を用いたフレキシブル配線板
【課題】 積層体の巻き取りにおける癒着を十分に抑制しながら、巻き取りを良好に行うことができる高分子フィルム積層体の製造方法を提供すること。
【解決手段】 好適な実施形態の高分子フィルム積層体の製造方法は、金属箔上に高分子フィルムの前駆体からなる前駆体層が形成された積層体を巻き取り、巻き取り体を得る第1工程と、巻き取り体を熱処理して、金属箔上に高分子フィルムが形成された高分子フィルム積層体を得る第2工程とを有する。第1工程においては、巻き取られる積層体同士の間に挟まれるように、この積層体の巻き取り方向と交差する方向の両端に位置する辺に沿ってそれぞれスペーサーを配置して積層体を巻き取り、且つ、スペーサーとして、厚さが0.5〜3mmであり、巻き取り方向の弾性率勾配が5N/mm以下であるものを用いる。
(もっと読む)
発泡ウレタン成形品のトリミング装置及びトリミング方法
【課題】超音波カッターを用いて精度高くバリを切除できるトリミング装置を提供する。
【解決手段】少なくとも芯材と表皮材を含むバリを切除するトリミングにおいて、多間接ロボット1のハンドに超音波カッター2を保持し、被切断部の全長を切断する1サイクルの間に少なくとも一度は超音波カッターのカッター刃の変形量を測定し、変形量の程度が許容値を超えた場合にカッター刃を良品に交換する。 カッター刃が限度以上に曲がり変形する前に使用を中止することができるので、トリミング精度が低下するのを未然に防止することができる。
(もっと読む)
異型長尺成形体の熱処理方法
【課題】異型長尺成形体を押出成形等の熱成形した際に成形体に残存する応力を緩和する異型長尺成形体の熱処理方法を提供する。
【解決手段】熱成形された熱可塑性樹脂異型長尺成形体を、異型長尺成形体表面温度が該熱可塑性樹脂のガラス転移温度−20℃〜ガラス転移温度+20℃になるまで赤外線ヒータで急速加熱した後、該熱可塑性樹脂のガラス転移温度−20℃〜ガラス転移温度+20℃に設定されている加熱槽に供給しアニールすることを特徴とする異型長尺成形体8の熱処理方法。
(もっと読む)
溶融樹脂材料成形装置、溶融樹脂材料成形方法、多層プリフォーム用樹脂塊、および多層プリフォーム用樹脂塊を用いて成形された多層プリフォーム
【課題】圧縮成形された後に中間層用樹脂材料が均一に配置され、品質の良い多層プリフォームを製造することができる溶融樹脂材料成形装置を提供する。
【解決手段】溶融樹脂材料成形装置10は、多層プリフォーム用樹脂塊20を成形するものである。すなわち溶融樹脂材料成形装置10は、内外層用樹脂材料11を供給する第1樹脂材料導入路13と、中間層用樹脂材料12を供給する第2樹脂材料導入路14と、第1樹脂材料導入路13および第2樹脂材料導入路14に連通する排出口15とを備えている。このうち第1樹脂材料導入路13は、第2樹脂材料導入路14の外側に配置された外側通路13aと、第2樹脂材料導入路14の内側に配置された内側通路13bとからなっている。
(もっと読む)
気体除去方法、気体除去装置、混練材料の製造方法及び積層支持体
【課題】塑性流動材料と硬質充填材の混練片又は塑性流動材料と硬質充填材を混練する際に、混練物に含有された気体を除去することで、性能が安定した成型品を得ることを課題とする。
【解決手段】塑性流動材料と硬質充填材の混練物片56Aが投入された加圧室50を加圧すると、加圧室50の混練物片56Aは、流動して開口部54を通過して充填室52へ充填される。このとき、開口部54の加圧方向と直交する方向の断面積は、加圧室50の断面積よりも小さくされているため、加圧室50内の混合物片56Aに働く力の大きさよりも、開口部54を流動する混練物56の単位面積当たりに働く力の大きさの方が大きくなる。これにより、混練中に混練物56に含有された気体が抜け易くなる。したがって、塑性流動材料と硬質充填材の混合物片56Aの混練中に含有された気体が、混練物56から除去される。
(もっと読む)
広口カップ容器の製造方法および製造装置、並びに一次成形中間体の製造方法
【課題】所望の特性を備えた広口カップ容器を二軸延伸ブロー成形により製造すること。
【解決手段】広口カップ容器の製造装置1は、多層シート押出し製造ライン3において多層シート2を製造し、プリフォーム製造ライン5において多層シート2に対して打ち抜き圧縮同時成形を行うことにより、広口カップ容器製造用のプリフォーム(一次成形中間体)4を製造する。多層シート2の層構成、構成樹脂を適切に選択することにより、広口カップ容器に要求される各種の特性を付与可能なプリフォーム4を得ることができる。ブロー成形容器ライン7では、プリフォーム4を二軸延伸ブローして、広口カップ容器6Aを製造する。
(もっと読む)
散布用蓄光チップの製造方法
【課題】本発明は、蓄光機能を有する装飾用の散布用蓄光チップの製造方法に関するものである。
【解決手段】本発明は、合成樹脂組成物を主体とし、配合剤として、可塑剤、安定剤、蓄光顔料、充填剤、白色顔料を含有させて、透明層、蓄光顔料含有層、白色隠蔽層を押出又はカレンダーロールにより、シート状に形成し、これらシート層をラミネート加工・プレス加工により3層構造物に仕上げるか、或いは3層Tダイ押出法により、一度に3層構造物からなる積層シートに仕上げた後に、前記積層シートを、粉砕、分別、粒状、又は鱗片状のチップとし、床材又は標識用シート及び成形物、住宅関連部材、日用雑貨品等に散布出来るようにした蓄光機能を有する装飾用の散布用蓄光チップの製造方法を提供する。
(もっと読む)
熱成形用シート材
【課題】熱成形を容易に行うことができると共に熱成形時に基材の通気性を損ない難く、しかも作業環境の汚染のおそれが少ない熱成形用シート材を提供する。
【解決手段】ポリウレタンフォーム等の合成樹脂発泡体からなる基材11の少なくとも片面に太さ10〜100μmの繊維状からなる熱可塑性合成樹脂21aを、基材11に対する付着量が5〜80g/m2となるように付着させて熱成形用シート材10とした。熱成形用シート材10を表皮材等と積層して熱プレスすることにより、繊維状からなる熱可塑性合成樹脂21aが再活性化して表皮材等と接着すると共に、熱成形用シート材10と表皮材等の賦形を行うことができる。
(もっと読む)
保持パッド用ポリウレタンシートの表面平坦化方法
【課題】保持面の平坦性を向上させることができ、被研磨物を確実に保持することができる保持パッド用ポリウレタンシートの表面平坦化方法を提供する。
【解決手段】成膜工程では、湿式成膜法でポリウレタン樹脂をシート状に形成し、ポリウレタンシートを得る。密着工程では、保持面となるポリウレタンシートのスキン層の表面に平坦な表面を有しポリウレタンシートより硬いフィルム状基材を加圧して密着させ、密着体を形成する。巻取工程では、密着体を正のドラフトで巻き取って巻取体を形成する。加熱工程では、ポリウレタンシートがフィルム状基材を密着させローラに巻き取られた巻取体の状態で、30〜50℃の温度下で12〜48時間加熱される。加熱によりフィルム状基材の平坦な表面がポリウレタンシートの保持面に転写される。
(もっと読む)
被覆プロセス及び物品
固相重合処理により進行できる熱可塑性ポリマーを少なくとも1種の非類似熱可塑性ポリマー又は有機若しくは無機粒子状充填剤とブレンドする。このブレンドを固相重合処理し、固相重合前のブレンドの物理的若しくは化学的特性と異なる少なくとも1つの物理的若しくは化学的特性を示す改質ポリマーアロイ又は充填剤添加したポリマーブレンドを与える。改質ポリマーアロイ若しくは充填剤添加ポリマーブレンドの接着性層で支持体を被覆する。改質ポリマーアロイ又は充填剤添加ポリマーブレンドは、改質ポリマーアロイ若しくは充填剤添加ポリマーブレンドの溶融粘度と類似の溶融粘度を示す熱可塑性押出ポリマーの層と同時押出及び支持体に塗布でき、接着性被覆を形成する。 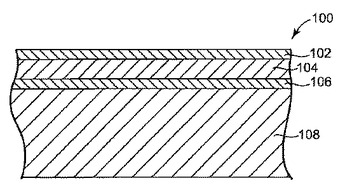 (もっと読む)
(もっと読む)
61 - 80 / 125
[ Back to top ]