
Fターム[4F201BD04]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 適用成形技術 (1,184) | 射出成形(←RIM成形) (350)
Fターム[4F201BD04]に分類される特許
81 - 100 / 350
プリフォーム、容器および容器成形方法

容器(23)をブロー成形するためのプリフォーム(1)またはプリフォーム・アセンブリであって、プリフォームまたはプリフォーム・アセンブリは首部分(4)と、首部分に設けられた蓋要素(16)と、首部分内に延在し、プリフォームまたはプリフォーム・アセンブリの内部空間にアクセスを提供する開口部と、を有する。 (もっと読む)
混練装置および成形機

【課題】混練装置および成形機において、スクリュー部やシリンダー部の長さを抑えつつ、材料に高せん断力を与えることができるようにする。
【解決手段】混練装置1Aは、スクリュー部7と、スクリュー駆動部8と、スクリュー部7を囲繞するように設けられた回転シリンダー部9と、スクリュー部7をその回転軸線回りに回転させるシリンダー駆動部12と、回転シリンダー部9の内周部に沿って、スクリュー部7の回転軸線に斜めに交差する方向に延ばして設けられた螺旋溝部10Aとを備え、シリンダー駆動部12によって回転シリンダー部9をスクリュー部7に対して相対回転させることで、螺旋溝部10Aから混練空間S内の被混練物に対してスクリュー部7の基端側に押し戻す推進力を加えられるようにした。
(もっと読む)
射出成形用硬質塩化ビニル樹脂組成物およびその利用
【課題】 組成物の混練性が良好であり外観が良好な射出成形体を与える、再利用塩化ビニル樹脂が使用された射出成形用硬質塩化ビニル樹脂組成物を提供する。
【解決手段】 平均重合度が900〜1200である塩化ビニル樹脂を主成分とする硬質塩化ビニル樹脂組成物からなる再利用原料Aまたは再利用原料Aの粉砕品 35〜80重量部、平均重合度が560〜850である塩化ビニル樹脂B 10〜50重量部、平均重合度が450〜550である塩化ビニル樹脂C 3〜25重量部、および安定剤D 1〜15重量部を含有し、再利用原料A、塩化ビニル樹脂Bおよび塩化ビニル樹脂Cの合計量は100重量部である射出成形用硬質塩化ビニル樹脂組成物。
(もっと読む)
熱可塑性樹脂組成物の製造方法
【課題】多量の植物繊維を含有させることができ、且つ射出成形等に用いたときに、十分な流動性を有する熱可塑性樹脂組成物の製造方法を提供する。
【解決手段】熱可塑性樹脂(ポリプロピレン系樹脂、特にポリプロピレン系樹脂と酸変性ポリプロピレン系樹脂との併用等)及び植物繊維(ケナフ繊維等)を含有し、合計を100質量%とした場合に、植物繊維が50〜95質量%である熱可塑性樹脂組成物の製造方法であって、原料繊維を裁断する裁断工程と、熱可塑性樹脂と裁断繊維とを混練し、混合する混合工程と、を備え、裁断繊維は、裁断装置が有する目開き0.5〜2mmのスクリーンを通過し、且つ真直状である。
(もっと読む)
樹脂金属複合体およびその製造方法
【課題】
樹脂製のケースに金属製部材を取り付けるときに樹脂製のケースと金属製部材の接合面に残留する応力が少なく、かつ隙の発生が起き難い樹脂金属複合体を提供する。
【解決手段】
金属部材2が、金型にインサートされて樹脂部材1の形成と同時に樹脂部材1中に配され、その後樹脂部材1中に配された金属部材2を加熱することで再度樹脂部材1と金属部材2を接合する。
または、樹脂部材1を形成した後に、樹脂部材1中に加熱した金属部材2を挿入して接合する。
(もっと読む)
光学素子の製造方法及び光ピックアップ装置用の光学素子
【課題】反射防止膜の形成後においても、その反射防止膜の樹脂成形品への密着性を維持し、光利用効率が低下するのを抑制する。
【解決手段】NA≧0.8の対物レンズOBJの製造方法が開示されている。この製造方法は、シクロオレフィン樹脂を成形して光学面に光路差付与構造を有する成形品を形成する工程と、前記成形品を、その樹脂のガラス転移温度(JIS K7121に基づく示差走査熱量分析法により昇温速度10℃/minで測定された温度)より10℃以上低い温度でアニールする工程と、アニール後の前記成形品の前記光路差付与構造が設けられた光学面に反射防止膜を形成する工程と、を備える。
(もっと読む)
樹脂製品製造システム、製造方法、樹脂成形装置、及び金型
【課題】射出成形等において、バリの無い完成品を簡単に製造できる樹脂製品製造システム、製造方法、樹脂成形装置、及び金型を提供する。
【解決手段】樹脂成形機101で中間製品を成形し、該中間製品のバリをバリ除去装置で除去して完成品を製造する樹脂製品製造システムにおいて、前記樹脂成形機101が、合わせ面153Aにオーバーフロー樹脂130Aを収容する収容部153Bを有した金型155を備え、該金型155により前記オーバーフロー樹脂130Aを一体化した中間製品を成形すると共に、前記バリ除去装置が、前記中間製品と一体化した該オーバーフロー樹脂130Aを前記バリと共に切除して完成品を製造する。
(もっと読む)
樹脂製品製造システム及び製造方法
【課題】射出成形等において、バリの無い完成品を簡単に製造できる樹脂製品製造システム、製造方法、樹脂成形装置、及び金型を提供する。
【解決手段】樹脂成形機101で中間製品を成形し、該中間製品のバリをバリ除去装置で除去して完成品を製造する樹脂製品製造システムにおいて、前記樹脂成形機101が、合わせ面153Aにオーバーフロー樹脂130Aを収容する収容部153Bを有した金型155を備え、該金型155により前記オーバーフロー樹脂130Aを一体化した中間製品を成形すると共に、前記バリ除去装置が、前記中間製品と一体化した該オーバーフロー樹脂130Aを前記バリと共に切除して完成品を製造する。
(もっと読む)
混合吐出装置
原料を含む2種以上の液体であって、少なくとも1つが発泡剤をさらに含有する液体を加圧下で混合するミキシングチャンバー(1)と、当該チャンバーに連通し、下流方向へ断面積が減少する内周面を有するテーパード通路(3)と、テーパード通路に挿入され、前記内周面に対応する外周面を有するテーパードピストン(2)と、前記内周面と前記外周面とが当接する位置からテーパードピストンを後退させて、特定の間隙を形成するアクチュエータと、テーパード通路に連通する緩衝通路(5)と、前記混合物を最終的に吐出する吐出口(4)と、を備える混合吐出装置。緩衝通路は、混合物の膨張を穏やかにする構造を有する。アクチュエータは、テーパードピストンの後退量の制御により間隙の幅Dを変化させて、ミキシングチャンバーが維持する圧力と、テーパード通路における混合物の圧力が減ずる程度とを調整する。 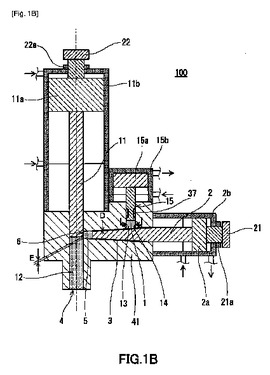 (もっと読む)
(もっと読む)
プラスチック材料のリサイクル方法
本発明は、プラスチックをリサイクルするための方法及びアセンブリであって、以下の処理工程:(a)原材料を再処理する工程であって、材料は、必要であれば微粉砕され、流体状の状態にされ、その粒々状態と流動性を保有しながら加熱され絶えず混合され、随意に、その粘度を上げられ、及び/又はガス抜きされ、軟化され、乾燥され、及び/又は結晶化される工程と、(b)再処理された材料を、少なくとも濾過が可能な程度に溶融させる工程と、(c)不純物を除去するため、溶融物を濾過する工程と、(d)濾過した溶融物を均質化する工程と、(e)均質化した溶融物をガス抜きする工程と、(f)溶融物を、例えば、粒状化又は吹き込み押出処理によって、排出及び/又は次の処理をする工程とを、含み、ここで、前記処理工程は、(図2に)掲げる順序で連続的行われる方法及びアセンブリに関する。  (もっと読む)
(もっと読む)
複合材料を形成するために、カーボンナノチューブ(CNT)を流体に供給する方法およびシステム
本明細書において開示されることは、カーボンナノチューブ、CNTを粒体に供給する方法であり、CNTは、CNTの絡み合った凝集体の粉体の形で供給され、絡み合った凝集体の粉体は、投与チャンバ(16、18)に供給され、圧力パルスは、投与チャンバ(16、18)に適用されて、前記圧力および添付の剪断力によって凝集体が少なくとも部分的に崩壊されるように、投与チャンバの出口からCNTを排出し、CNTは、前記粒体の中に供給され、前記流体内に前記CNTを分散させ、かつ複合材料を形成する。 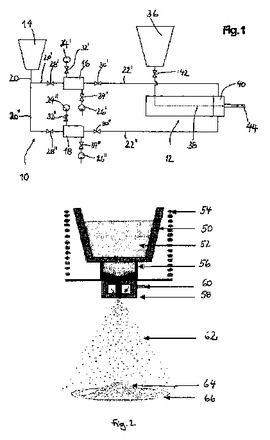 (もっと読む)
(もっと読む)
熱可塑性樹脂組成物の製造方法
【課題】機械的特性、耐熱性、耐衝撃性、滞留熱安定性についてバランス良く優れた熱可塑性樹脂組成物を与える製造方法を提供する。
【解決手段】芳香族ポリカ−ボネ−ト樹脂(A1)50〜100質量%と芳香族ポリカーボネート樹脂以外の熱可塑性樹脂(A2)50〜0質量%(合計100質量%)よりなる樹脂成分(A)40〜99質量部、タルク(B1)99.95〜5質量%と一般式O=P(OR)n(OH)3−n(n=1又は2である)の有機リン酸エステル化合物(B2)0.05〜5質量%(合計100質量%)との混合物の造粒物で、嵩密度が0.4〜1.5g/mlの顆粒状有機リン酸エステル化合物含有タルク(B)1〜60質量部((A)と(B)との合計100質量部)、及びゴム性重合体(C)0.5〜30質量部の混合物を溶融混練する。
(もっと読む)
射出成形機ホッパー
組立式ホッパー、電熱送風システム(14)及び温度制御システムを含む射出成形機ホッパーであり、組立式ホッパーは2つ又は2つ以上のサブホッパーからなり、各サブホッパーに独立なサブ供給口(1)、サブ排出口(7)、及び独立に制御可能な分岐送風口(8)が設けられ、サブホッパー全体のサブ排出口(7)は、サブ排出口(7)の下方に設けられる恒温チャンバー(9)に連通され、恒温チャンバー(9)の下部に主排出口(5)及び主送風口(6)が設けられ、恒温チャンバー(9)及び各サブホッパーは、独立な温度制御システムを有する。 (もっと読む)
成形品の製造方法
【課題】 ナノカーボンにより成形品を簡単に高機能化する成形品の製造方法を提供する。
【解決手段】 熱可塑性樹脂を成形することによって成形品を製造する方法であって、前記熱可塑性樹脂に相溶せず、かつ超臨界流体に溶解可能な物質と、前記物質と前記超臨界流体との共溶媒とを当該超臨界流体に溶解させる工程と、可塑化スクリューを備える可塑化シリンダーにおいて、前記熱可塑性樹脂を可塑化する工程と、上記超臨界流体及び当該超臨界流体に溶解させた共溶媒及び物質を前記可塑化シリンダー内へ導入し、前記可塑化スクリューを用いて前記熱可塑性樹脂と混練する工程と、上記混練した樹脂を成形部へ導入し成形する工程とを有することを特徴とする。
(もっと読む)
ポリ乳酸樹脂組成物の製造方法
【課題】曲げ強度に優れるポリ乳酸樹脂組成物を製造する方法、該製造方法により得られるポリ乳酸樹脂組成物、及び前記ポリ乳酸樹脂組成物の成形体の提供。
【解決手段】バレル2と、該バレル内に挿通された混練部を有する外径がD(mm)のスクリュー1を有する混練機であって、該混練機の長手方向に沿って、1以上の原料供給口a、1以上の原料供給口b、及び混練物排出口をこの順に少なくとも有し、かつ、混練機の最も出口側にあるバレルの出口側端部から、該端部から最も遠い原料供給口の入口側端部までの長さをL(mm)とするとき、L/Dが40〜110である混練機を用いて、ポリ乳酸樹脂、結晶核剤、及び可塑剤を含む原料aを原料供給口aから供給して溶融混練し、次いで、ポリプロピレン系樹脂及び相溶化剤を含む原料bを原料供給口bから供給し、原料aの溶融混練物と共に溶融混練する工程を含む、ポリ乳酸樹脂組成物の製造方法。
(もっと読む)
プリフォーム成形金型
【課題】ボトル胴部形成部に皺を発生させることなくプリフォームを射出成形することができるプリフォーム成形金型を提供する。
【解決手段】プリフォームに対応するキャビティと、射出ノズルが接続されるゲートインサートとを備える。キャビティは、ボトル胴部形成部とボトル底部形成部とに夫々対応する型壁面9,11と、ボトル底部形成部とボトル胴部形成部との境界部分の肉厚増加部に対応する型壁面10とを備える。肉厚増加部に対応する型壁面10に粗面加工を施す。
(もっと読む)
しめ縄ペレットの製造方法
【課題】補強効果の高いペレットを提供すること。
【解決手段】複数の溶融樹脂槽30に複数のガラス繊維束L1〜L3をそれぞれ導入して、複数のガラス繊維束L1〜L3にそれぞれ樹脂7に含浸させ、各溶融樹脂槽30の最下流部(図中右端)に装着された各ダイ5により、樹脂7が含浸されたガラス長繊維L1〜L3の断面形状を整え樹脂量を調整し、各溶融樹脂槽30の下流に配置された合撚装置50により、各ダイ5を通過したガラス長繊維L1〜L3を1つに合撚してしめ縄状に形成し、合撚装置50の下流に配置された切断装置60により、撚り合わされたガラス長繊維L1〜L3を切断して、しめ縄ペレットを製造する。
(もっと読む)
マスターバッチ混合供給装置
【課題】
今までの供給装置では、主原料であるプラスチックペレットと着色のためのマスターバッチペレットを混合して供給する方法として、着色のためのマスターバッチペレットを、計量スクリューを回転させて計量する方法と、着色のためのマスターバッチペレットを、計量カップに供給して計量する方法であったが、いずれの方法もマスターバッチペレットの計量精度が悪く着色濃度不良が発生していた。
【解決手段】
マスターバッチ ペレット押し出し装置より出た線状のマスターバッチをペレットにカットせず、マスターバッチ巻き取りロールに巻き取り、使用時にマスターバッチ巻き取りロールからマスターバッチ引き出し治具で引き出しマスターバッチ切断装置でカットして、何粒単位で供給すると設定すれば、確実にペレットを粒単位で供給する事が出来、計量精度が向上して着色濃度不良が発生しない。
(もっと読む)
樹脂成形体ゲート残り処理方法
【課題】ガラスフィラーを含む樹脂を用いて射出成形された成形済み品のゲート残りに含まれるガラスフィラーをガラス屑として飛散させることのない樹脂成形体ゲート残り処理方法を提供すること。
【解決手段】ガラスフィラーを含む樹脂で形成された樹脂成形体101のゲート残り103を半球状の凹部4を有するツール7で加熱押圧して熔融させることで、ゲート残り103周辺の熔融樹脂がゲート残り103に覆い被さるように表皮6aとして固化し、熔着ゲート6からガラスフィラーが表面に露出しないようにする。
(もっと読む)
コーヒーかすを含有する成形品の製造方法および成形品
【課題】本発明の課題は、予備混練やペレット化なしに、コーヒーかすを含有する樹脂成形品を低コストに能率良く製造する方法およびこれによって得られる成形品を提供するものである。
【解決手段】コーヒーかすを含有する樹脂成形品の製造方法であって、合成樹脂100重量部と、含水率が3%未満であり、30メッシュの篩を通過し、かつ50メッシュの篩を通過しないコーヒーかす50重量部以上200重量部未満とを、撹拌混合したのち、成形することを特徴とする、コーヒーかすを含有する樹脂成形品の製造方法ならびに、この方法によって製造されたコーヒーかすを含有する樹脂成形品である。
(もっと読む)
81 - 100 / 350
[ Back to top ]