
Fターム[4F202AD05]の内容
プラスチック等の成形用の型 (108,678) | 挿入物等(挿入物、補強材、芯材、表面材、ライニング対象部材、接合の対象物) (5,173) | 材料 (1,560) | プラスチック (727)
Fターム[4F202AD05]に分類される特許
21 - 40 / 727
弾性栓体、医療用キャップおよびその製造方法
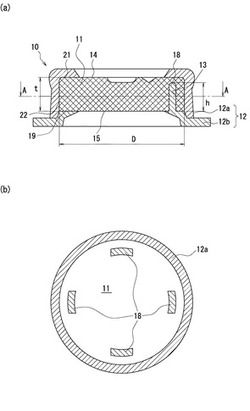
【課題】針刺し時の液漏れがなく、また針抜けに対する保持力や復元力に優れるなど、密封性の保持に優れた弾性栓体、それを備えた医療用キャップおよびその製造方法を提供する。
【解決手段】弾性栓体11と、弾性栓体11の周縁部を針刺面14側から内壁で保持する上側枠部12aおよび接液面15側から内壁で保持する下側枠部12bを備えた外枠体12とを有する医療用キャップ10であって、下側枠部12bには、弾性栓体11を加締めるための加締め部18が少なくとも1つ設けられ、弾性栓体11には、その接液面15の第2周縁部19における任意の位置に、前記加締め部18を外枠体12と一体的に成形するためのキャビティ部13が少なくとも1つ設けられており、弾性栓体11は、上側枠部12aとの接触面で溶着されておらず、かつ、下側枠部12bとの接触面で溶着されており、さらに、キャビティ部13においても加締め部18との接触面で溶着している。
(もっと読む)
合成樹脂製ボトルの成形方法と合成樹脂製ボトル

【課題】 本発明は、金型に垂下状に装着されたインサート材の不正な揺動変位を阻止することにより、射出成形される外殻体における偏肉を防止することを目的とするものである。
【解決手段】 ボトル本体11をインサート材とし有底筒状の透明な合成樹脂製の外殻体21を射出成形するボトル1の成形方法において、ボトル本体11の底部15に、中央に底面凹部15bを有する底面15aを形成し、ボトル本体11内に冷却エアaを循環供給するエアピン36の先端の押さえコア38に突起38bを設け、この突起38bを底面凹部15bに当接係止させて、エアピン36によりボトル本体11を揺動変位不能に保持した状態で外殻体21をインサート成形して、起立機能の安定したボトル1を得る。
(もっと読む)
偏光ビームスプリッタを作製する方法
【課題】本開示は、ポリマー偏光ビームスプリッタを作製する方法を提供する。
【解決手段】代表的な方法には、第1の面と第2の面を備えている偏光フィルムを成型型内に担持させること、前記偏光フィルムの第1の面に隣接させてポリマー材を成型型の中に注入すること、第1のポリマー材を固化させて第1のプリズムを形成させること、及び、第2のプリズムを偏光フィルムの第2の面に固定することが含まれている。別の代表的な方法には、偏光ビームスプリッタの構成要素を射出成形すること、及び、第1のポリマー材のガラス転移温度よりも約20℃低い温度を超えない温度まで前記第1の構成要素を熱処理することが含まれている。
(もっと読む)
筺体の製造方法
【課題】ボスやリブ等の補助部材を備え、肉薄で軽量な筺体を比較的容易に製造できる筺体の製造方法を提供する。
【解決手段】シート11の表面に接着剤12を塗布する。その後、例えば真空圧空成形機等によりシート11を基材14の表面に密着させて、接着剤12を基材14の表面に転写する。次いで、射出成形機により基材14の接着剤12が付着した部分に熱可塑性樹脂を射出して、補助部材を形成する。
(もっと読む)
射出成形機
【課題】フィルムを所定の位置に位置決めができ、フィルムの表面に傷がつくのを防止することができる射出成形機を提供する。
【解決手段】射出成形機1は、凸状の加工面111を有する凸金型11と、凹状の加工面121を有する凹金型21とを有し、前記凸状の加工面111にフィルムFを負圧吸引手段51により仮保持し、前記凸金型11と前記凹金型21とを型締めしてキャビティを形成し、前記フィルムFを前記凹状の加工面121に当接させた当接状態で溶融樹脂を供給して成形品を成形する射出成形機1において、前記フィルムFを前記凸状の加工面111の所定の位置に配置する位置決め手段41を有することを特徴とする。
(もっと読む)
タイヤ内面への保持体形成方法および、それに用いる形成装置
【課題】タイヤの最内周側に存在するインナーライナ層を損傷させることなしに、吸音部材等の機能部材を、タイヤ内面に十分確実に取り付けることができる、タイヤ内面に機能部材の取り付けるための方法および、その方法に用いる装置を提供する。
【解決手段】空気入りタイヤ1の内面2に、タイヤ1に所要の機能を付与する機能部材4を取り付けるに当り、製造されたタイヤ1の内面2に向けて樹脂材料を射出して、タイヤ内面2に、前記機能部材4を保持する樹脂製の部材保持体3を一体的に固着させて成形する。
(もっと読む)
複合成形体およびその製造方法
【課題】インサート成形における、予備成形体としての繊維強化樹脂と供給樹脂との接着性およびその信頼性、ならびに、その外観にも優れる、複合成形体およびその製造方法を提供する。
【解決手段】予め成形した、マトリックス樹脂が熱可塑性樹脂からなる繊維強化樹脂Aを予備成形体として型内に配置し、該型内の前記繊維強化樹脂A周りに液状化した樹脂Bを供給して前記繊維強化樹脂Aをインサート成形する複合成形体の製造方法であって、前記繊維強化樹脂Aの前記樹脂Bに接触する側面として、互いに異なる角度で凹型に傾斜する少なくとも2つの傾斜面を有する形状の側面を、インサート成形前に形成しておくことを特徴とする複合成形体の製造方法、およびその方法により製造された複合成形体。
(もっと読む)
車両用内装材の製造方法
【課題】保持部材及びその周縁の基体の反りが抑えられる車両用内装材の製造方法を提供する。
【解決手段】可撓性を有する基体1と、基体1の表面Sに設けられ、基体1を車両パネルに取り付けるための保持部材2(サイドクリップ、リテーナブラケット等)と、を備える車両用内装材の製造方法であって、凹部3を有する成形型200を、凹部3が基体1の表面Sに当てられた状態として、凹部3内に溶融樹脂(ポリプロピレン系樹脂等)を流し込む射出成形により、保持部材2が形成され、基体1のうち保持部材2の縁部に対応する部位を、成形型200により厚さ方向に圧縮変形させて凹ませた状態で射出成形をする。基体1を圧縮変形させて凹ませる量は、溶融樹脂が冷却されて保持部材2が形成されるときに、溶融樹脂が収縮して保持部材2が反り返る量が略相殺されるように設定される。
(もっと読む)
車載用電子モジュールの樹脂モールド方法
【課題】車載用電子モジュールをモールドする際にコネクタ端子の変形や樹脂漏れなどが起こり難く成形品質を高めた樹脂モールド方法を提供する。
【解決手段】車載用電子モジュール1を型開きしたトランスファ成形用の第一のモールド金型6に搬入し、熱硬化性樹脂をポット9内に搬入し、コネクタ4を除いた基板面を第一のモールド金型6によりクランプして電子部品2が搭載された基板面を一次成形する工程と、一次成形された車載用電子モジュール1を、第二のモールド金型12に搬入し、一次成形されたパッケージ部11とコネクタ4のコネクタ成形部4aをクランプして露出する基板接続端子5aを二次モールドする工程と、を含む。
(もっと読む)
成形方法、成形品、及び金型
【課題】基板をホットメルト樹脂で一体化成形する場合において、基板の位置決め精度を確保しつつ、基板の近傍にボイドが発生することを抑制して、外観良好な成形品を作る成形方法を提供する。
【解決手段】成形方法では、キャビティ内に進入した基板位置決め用ピン4で配線基板1を下金型3に固定して、キャビティにホットメルト樹脂6を充填するとともに、キャビティ外に退出したボイド抑制用ピン7とキャビティ面14との間の補充空間13にもホットメルト樹脂6を充填して、基板位置決め用ピン4をキャビティ面11に向かって後退させつつ、ボイド抑制用ピン7をキャビティ面14に向かって前進させて、ボイド抑制用ピン7によって補充空間13内のホットメルト樹脂6をキャビティ内に押し出す。
(もっと読む)
成形品の製造方法
【課題】インサート成形でシートの周縁に外周枠を配設して成形品とした場合に、シートにしわや外観不良がなく、製品価値及び美観等も良好な成形品の製造方法を提供すること。
【解決手段】本発明に係る成形品の製造方法によれば、インサート成形でシートの周縁に外周枠を配設して成形品を成形するにあたり、外周枠におけるシートの周縁と直接繋がる部分について、水平方向に対して角度αが1〜60°となるように、かかる成形品を成形する金型2について、外周枠を配設するための第1外周枠形成部23が、水平方向に対して角度αが1〜60°となるように形成されている。これにより、シートを断面視円弧状(アーチ状)に膨らませてシートのひずみ等を開放させて逃し、シートにしわ等が発生することを防止することができるため、製品価値や美観に優れた成形品を提供することができる。
(もっと読む)
ワッシャ、発泡成形体、並びに発泡成形体の製造方法及び取付構造
【課題】部材に設けられる発泡成形体取付用の突起の突出高さを比較的小さくすることが可能であり、且つ、発泡成形体との結合強度を簡易な構成にて十分に高くすることが可能なワッシャと、このワッシャを備えた発泡成形体と、この発泡成形体の製造方法と、この発泡成形体の部材への取付構造とを提供する。
【解決手段】ワッシャ1は、発泡合成樹脂よりなる発泡成形体10に埋設される、該発泡成形体10を部材20に取り付けるためのものである。ワッシャ1は、全体として板状のものである。ワッシャ1は、部材20に設けられた突起21が挿通される突起挿通孔3を有している。突起挿通孔3は、ワッシャ1を厚さ方向に貫通している。ワッシャ1は、突起挿通孔3の周縁部よりも外周側が発泡合成樹脂中に埋没するように発泡成形体10に埋設される。ワッシャ1の外周側に、該ワッシャ1の裏面側から前面側までの高さHtが該ワッシャ1の突起挿通孔3の周縁部における厚さよりも大きくなっている、高さ増大部4が設けられている。
(もっと読む)
成形同時加飾用金型、成形同時加飾品の製造方法、及び成形同時加飾装置
【課題】枚葉加飾シートの金型に対する位置決め精度を向上させる。
【解決手段】成形同時加飾用金型2は、溶融樹脂から射出成形品を形成すると同時に射出成形品の表面に枚葉加飾シートを固着する成形同時加飾に用いられる成形同時加飾用金型である。成形同時加飾用金型2は、第2可動型15と、第2固定型9と、複数のクランプ33(33a)とを備えている。第2可動型15には、枚葉加飾シート41が配置される。第2固定型9は、第2可動型15に対して相対的に接近及び離反可能であり、第2可動型15との間に第1部分キャビティ30を形成できる。複数のクランプ33は、枚葉加飾シート41を第2可動型15に押し付けるための部材であり、互いに分離しており、枚葉加飾シート41が第2可動型15に配置されるときに枚葉加飾シート41への抵抗を減らすクランプ開放位置に少なくとも1個が移動する。
(もっと読む)
広口チューブ体容器と凹凸壁部成形方法
【課題】 本発明は、容器の主体部分である胴部に所望するバリヤー性を容易に付与することを簡単にえるようにすること、また形状保持力高めることにより、必要とするバリヤー性を有する、また外観形状の安定した広口チューブ体容器を簡単に得ることを目的とする。
【解決手段】 合成樹脂チューブ体である胴部2に口筒部3と底部8をインサート成形により設け、口筒部3に着脱する蓋体13で開閉し、口筒部3および底部8を変形し難いものとすると共に、胴部2よりも大きい外径とすることにより、胴部2に所望の物性を付与し易くし、また胴部2の形状安定化を高め、さらに効率のよい廃棄処理を得る。
(もっと読む)
樹脂封止成形品の製造方法
【課題】複雑な工程を要さず、1回の成形工程で所定の外形形状と電子部品の品質を確保できる樹脂封止成形品の製造方法を提供することを目的とする。
【解決手段】電子部品11に当接しない距離で成形品外形面Aよりも天面が金型キャビティの中心側に突き出しているスリーブピン12と冷媒により冷却されているセンターピン13a〜13dを備え、下側保持材14a,14bと上側保持材15a,15bをインサートすることにより冷却され寸法収縮する。寸法収縮しているため、樹脂封止後の熱膨張により保持材14a,14b,15a,15bと封止樹脂40との境界面は締まりばめとなり、境界面の密着力が高くなる。
(もっと読む)
成形体の設置方法および成形体の設置装置
【課題】型を用いて複数の成形体を基材に一体的に設ける成形体の設置方法において、基板の正しい位置に成形体を設置する方法を提供する。
【解決手段】型を用いて複数の成形体W5を基材W3に一体的に設ける成形体W5の設置方法において、基材W3に成形体W5を設ける第1の成形体設置工程と、この第1の成形体設置工程で設けた成形体W5の位置ずれ量を、基材W3に予め設けられている成形体用基準マークW19を用いて測定する成形体位置ずれ量測定工程と、この成形体位置ずれ量測定工程で測定した位置ずれ量に応じて、基材W3に対する型の位置を補正し、基材W3に2回目以降の成形体W5を設ける第2の成形体設置工程とを有する。
(もっと読む)
モールドバスバーの製造法及びモールドバスバー
【課題】 通電金属部材であるバスバーに樹脂成形部をモールドするモールドバスバーの製造において、バスバーをモールド型内に保持するために、バスバーに当接する保持ピンを使用せず後加工も必要としないで、バスバーの十分な絶縁性を確保する。
【解決手段】 モールド型3内に配置した通電金属部材8に、その一部を覆う樹脂成形部6をモールドするに当り、通電金属部材8とモールド型3内面との間に樹脂製スペーサ7d,7eを介在させる。樹脂製スペーサの一方端面が通電金属部材8に当接し他方端面がモールド型3内面に当接することにより、通電金属部材8を保持する。そして、通電金属部材8と樹脂製スペーサ7d,7eの周囲に樹脂成形部6をモールドする。樹脂製スペーサ7d,7eは、樹脂成形部6との界面となる外面に段部を有する。
(もっと読む)
表皮材の製造方法、及び車両用内装材の製造方法
【課題】天然皮革からなる表皮材に対して、意匠性を低下させることなく、成形を行うことが可能な表皮材の製造方法を提供する。また、このような表皮材を備えた車両用内装材の製造方法を提供する。
【解決手段】天然皮革を有する表皮材20を加熱された押圧部材62によって押圧することで、表皮材20を立体的な形状に成形する熱プレス工程を含み、熱プレス工程においては、加熱された押圧部材62によって、表皮材20における非意匠面を押圧し、当該非意匠面が、表皮材20における非意匠面の周囲面よりも、押圧部材62による非意匠面の押圧方向側に配された形状となるように、表皮材20を成形することで、表皮材20に非意匠面の周端から周囲面に向かって立ち上がる立壁部を形成することを特徴とする。
(もっと読む)
成形方法及び成形装置
【課題】あらかじめ合成樹脂で成形された第1成形体に対して、第2成形体を合成樹脂の射出成形により十分な接合強度で接合成形することができるようにすること。
【解決手段】あらかじめ合成樹脂で成形された第1成形体12を成形型17,18内にセットして型閉めする。その状態で、成形型17,18内に熱風供給路24から熱風を供給して第1成形体12の表面を加熱する。その加熱された表面部分に接合するように、成形型17,18内に合成樹脂を射出して第2成形体13を成形する。
(もっと読む)
車両用内装材の製造方法
【課題】カバー部材の位置決め精度が高められた車両用内装材を製造すること。
【解決手段】減圧吸引機構26bを備える下型26と上型とから成る一対の型を有し、一対の型を型閉じすることで形成される成形空間内に成形品が成形される成形装置と、減圧吸引機構22bを備え、下型26の露出面26aの形状に沿った固定面22aを有する固定冶具22と、を用いて車両用内装材を製造する方法であって、固定冶具22の固定面22aに表皮材12を吸引固定させる工程と、固定冶具22に固定された表皮材12と下型26の露出面26aとを当接させる工程と、下型26の露出面26aに表皮材12を吸引固定させる工程と、下型26と上型とを型閉じする工程と、成形空間内に発泡材(発泡樹脂)を注入する工程と、発泡材を発泡、硬化させてクッション材14を形成した成形品を形成する工程と、成形品を脱型する工程と、成形品から不要部分を取り除く工程とを備える。
(もっと読む)
21 - 40 / 727
[ Back to top ]