
Fターム[4F202AG28]の内容
プラスチック等の成形用の型 (108,678) | 一般形状、構造物品 (7,435) | 部分(細部) (2,010) | リブ又は突起を有するもの (978)
Fターム[4F202AG28]に分類される特許
201 - 220 / 978
射出成形型

【課題】ウェルドラインの発生を有効且つ効果的に防止し得る射出成形型を提供する。
【解決手段】光輝材を添加した樹脂材料を使用し、捨てリブを有する射出成形品を製造する。捨てリブ101に対応する捨てリブ部17において、キャビティ14との結合部にアールRを付し、捨てリブ部17とキャビティ14とを滑らかに結合する。
(もっと読む)
樹脂製窓の2色射出成形方法

【課題】周縁形状が平滑な樹脂製窓を見栄え良く成形する。
【解決手段】位置決めピン17を樹脂パネル5にその端面から挿入して樹脂パネル5を下方から支持してキャビティ型9に保持した状態で収縮させ、樹脂パネル5の端面の位置決めピン17による支持側の辺を除く3辺とキャビティ型9の成形面16との間に隙間Sを生じさせ、キャビティ型9と第2コア型13とを型締めして第2コア型13の当接面26をキャビティ型9に保持された樹脂パネル5裏面に当接させるとともに突条部27を隙間Sに挿入する。これにより、樹脂パネル5の周壁部3内側と第2コア型13との間に第2キャビティ47が形成され、この状態で、第2キャビティ47内に不透光性樹脂49を射出充填して不透光性の枠部7を成形する。
(もっと読む)
表皮付き発泡樹脂成形品の成形方法及び成形装置
【課題】溶融発泡性樹脂の発泡により形成される発泡層を表皮層の裏側により均一に形成する。
【解決手段】キャビティ1の底部16aに表皮層51を設ける表皮層配置工程と、表皮層51の裏側に溶融発泡性樹脂3を射出して、溶融発泡性樹脂3をキャビティ1内に充填する充填工程と、成形型2を表皮層51の表裏方向にコアバックすることで溶融発泡性樹脂3を発泡させるとともに表皮層51と一体となるように硬化させて表皮付き発泡樹脂成形品を形成する成形工程と、少なくとも成形工程中に、キャビティ1の底部16aに配置された表皮層51を囲む成形型2の壁部16bと表皮層51の外縁部51aの裏側に配置された溶融発泡性樹脂3との間の圧力を表皮層51の中央部51bの裏側に配置された溶融発泡性樹脂3内の圧力よりも低くなるように減圧する減圧工程とを実施する。
(もっと読む)
タイヤ成形方法及びタイヤ成形型
【課題】サイドウォール部に色彩の異なる文字やラインが形成されたタイヤを成形する場合に、成形後のタイヤの文字やラインが明確に表示されるようにしたタイヤ成形型及びタイヤ成形方法を提供する。
【解決手段】サイドウォール部11のカーカスプライ13の外側に配設された第1色彩のサイドゴム層19と、サイドゴム層19の外側に隣接して配設された第2色彩のホワイトゴム層20と、ホワイトゴム層20の外側に隣接して配設された第1色彩のカバーゴム21とを備えたタイヤの外面に当接させて加硫成形するためのタイヤ成形型であって、ホワイトゴム層20とカバーゴム21とを流入させてタイヤの外面に突出部31を成形するためのゴム流入部30をタイヤとの当接面に備え、ゴム流入部30の断面形状は、流入口30aから延びる首部30bと、首部30bよりも拡大された頭部30cとで構成される。
(もっと読む)
クランプ部材がキャビティ面の一部分となる成形同時転写用金型と成形同時転写品の製造方法
【課題】成形品において、転写シートの転写層が転写される領域の近傍であって、かつ、同一面に、ボスやリブなどに代表される凸凹形状を転写できる金型を得ることである。
【解決手段】相互に開閉可能な一対の金型である第一金型10と第二金型60、及び第一金型に設けられた第一クランプ部材20からなる成形同時転写用金型である。第一クランプ部材20はシート当接面21と、シート当接面に対向する面であるキャビティ延伸面22を有し、キャビティ延伸面22には転写形状23が形成されている。第一クランプ部材により第一転写シート17を挟持しつつ、第一金型と第二金型を型閉めしたとき、第一キャビティ構成面11及びキャビティ延伸面22並びに第二キャビティ構成面61に取り囲まれるキャビティ2が形成される。
(もっと読む)
アンテナパターンフレーム、その製造方法及び製造金型、アンテナパターンフレームが埋め込まれた電子装置のケース及びその製造方法
【課題】本発明は、アンテナパターンが電子装置のケースに埋め込まれるようにするアンテナパターンフレーム、その製造方法及び製造金型、これを用いた電子装置のケースに関する。
【解決手段】本発明の一実施例によるアンテナパターンフレームは、外部信号を受信し、電子装置内に送出するアンテナ放射体と、前記アンテナ放射体が表面に形成される放射体フレームと、前記放射体フレームから突出して形成され、電子装置のケースの形状の内部空間が形成される電子装置のケースの製造金型内で前記放射体フレームが上下に動くことを防ぐガイドボスと、を含むことができる。
(もっと読む)
容器または蓋体となる樹脂成形品
【課題】角部近傍を積極的に変形させて直ちに元の状態に戻る復元機能を十分果たすことのできる容器または蓋体を、簡単な構成によって提供すること。
【解決手段】開口部のフランジ11に連なる側壁12aと、この側壁12aによって囲まれる底面13aとの間、または、フランジ11に連なる立ち上げ壁12bと、この立ち上げ壁12bによって囲まれる天板面13bとの間に、角部14を形成し、この角部14の全部または一部の近傍に、外側面15aとこれより緩い斜面とした内側面15bとを有する溝部15と、この溝部15の外側になる残留部16とを形成したこと。
(もっと読む)
真空成型装置及び凸部成型方法並びに凸部を有した成型品
【課題】部分的な凸部を不具合無く形成することができる真空成型装置及び凸部成型方法並びに凸部を有した成型品を提供する。
【解決手段】金型172の各小孔252に負圧を供給し金型172を軟化された基材162へ向けて下降すると、生じた負圧によって基材162が金型172に吸引され密着する。これにより、基材162を金型172の凹凸形状に応じて変形し所定時間待機した後、各小孔252からエアを噴出して基材162を離反させる。このとき、金型172の第一及び第二凸状形成部242,262の小孔252から噴出されるエアによって基材162の係合部73及び被係合部92天面76,95を付勢することができる。これにより、係合部73及び被係合部92を、その延在方向に移動して型抜きすることができる。
(もっと読む)
プラスチックエンボスキャリアテープ装置および方法
【課題】 本発明の課題は、上下方向に配向されたキャリアテープ製造装置およびその方法を提供することにある。
【解決手段】 上下方向の面に位置させた複数の送り穴を有する平坦なテープを提供する工程と、第1装置の形成工具アセンブリ内の上下方向の面に位置された平坦なテープを受け入れる工程と、キャリアテープを形成すべく平坦なテープにポケットを形成する工程と、ポケットを充填する工程とを含むキャリアテープのエンボスポケットの充填方法、および対向する一対の加熱接触面と、少なくとも2つの上下方向に配向された熱シールドからなり加工が休止された時に熱シールドを前記各接触面とストリップの間に選択的に、且つ上下方向に挟むように構成される上下方向の熱シールドアセンブリとを備えるストリップにキャリアポケットを自動的にエンボス形成する装置。
(もっと読む)
無反射防塵構造を有する光学素子成形型、無反射防塵構造を有する光学素子成形型の製造方法、無反射防塵構造を有する光学素子、撮像装置、及び、レンズ交換式デジタルカメラ
【課題】曲率半径が小さい成形面を有する成形型でも、高精度に少ない工程数で効率よく微細針状構造を形成し、無反射防塵構造を有する成形型を提供すること。
【解決手段】成形型基材1の最終形状に加工した成形面上にアモルファス層4及びさらにその上に微細な針状構造を有する電解めっき層5を形成することにより無反射防塵構造を有する成形型を提供する。
(もっと読む)
窓部材
【課題】取付用ブラケットの少なくとも一部が埋め込まれた窓部材において、取付用ブラケットが窓部材の本体部の表面側から見えにくくして外観見栄えを良好にすると共に、取付用ブラケットを狙い通りの位置に固定できるようにする。
【解決手段】窓部材1は、光透過性を有する樹脂材で構成された板状の本体部10と、本体部10裏面における所定部分に、本体部10よりも光透過度の低い樹脂材を射出成形することによって本体部10と一体化された枠部20と、枠部20よりも高剛性な材料で構成され、枠部20に少なくとも一部が埋め込まれた取付用ブラケット30とを備えている。本体部10の裏面には、取付用ブラケット30に当接するように突出して取付用ブラケット30の位置決めを行う突出部12が設けられている。取付用ブラケット30には、枠部20の成形時における成形型に当接して取付用ブラケット30の位置決めを行う位置決め面34が設けられている。
(もっと読む)
発泡成形体、発泡成形体の製造方法および発泡成形体製造用金型
【課題】熱可塑性樹脂の射出発泡成形において、ウェルドの発生する成形品であっても、ウェルド部に窪みの発生しない高発泡成形品を得ること。
【解決手段】 熱可塑性樹脂成形体を射出成形により製造する方法であって、(i)金型のキャビティ空間を発泡可能な樹脂原料で満たす工程、および、(ii)キャビティ空間を増加させることによって、樹脂原料において発泡を生じさせる工程を含んで成り、工程(i)では、樹脂原料のウェルド部の形成領域におけるキャビティ空間Aの厚み寸法が最終成形品の寸法Laになっていると共に、ウェルド部の形成領域以外のキャビティ空間Bの厚み寸法がLaよりも小さい寸法Lbとなっており、工程(ii)では、キャビティ空間Bの厚み寸法がLbより大きくかつLa以下となるようにキャビティ空間Bを増加させ、それによって、キャビティ空間Bに充填されている樹脂原料を発泡させることを特徴とする製造方法。
(もっと読む)
ブロー成形用金型およびブロー成形方法
【課題】少ない金型部品点数で、種々の成形品の仕様に応じてブロー成形することが可能なブロー成形用金型およびブロー成形方法を提供する。
【解決手段】複数のブロック金型14を装着する装着面16を有するベース金型12と、成形品の仕様に応じて選択されて、該装着面16に装着される複数のブロック金型14とを有し、複数のブロック金型14はそれぞれ、前記装着面16に当接可能な底面18と、賦形面を構成する側面20とを有し、ブロー成形すべき成形品の輪郭に適合するように、端面34を突き合わせることにより、全体として環状体28を形成し、環状頂部36がピンチオフ部38を構成するとともに、前記装着面16の前記環状体28の内側部分がキャビティ31を形成し、それにより、該キャビティ31に対向して前記ピンチオフ部38から離間して配置される溶融状態の樹脂材料をブロー成形するのに用いることを特徴とするブロー成形用金型。
(もっと読む)
プラスチック光学素子及び光学ユニット
【課題】高い形状精度及び複屈折の小さいプラスチック光学素子を提供し、また該プラスチック光学素子を用いた性能の優れた光学ユニットを提供する。
【解決手段】金型により成形されてなり、1つ以上の光学面1と、非光学面2とから構成されるプラスチック光学素子10において、前記光学面1に隣接する非光学面2の該光学面1との境界部分の少なくとも一部に該非光学面2側に突出する凸形状部分13を有し、該凸形状部分13の非光学面2側の根元の少なくとも一部に前記金型からの不完全転写部であるひけ12を有する。
(もっと読む)
一体成形型容器成形方法
【解決手段】金型構造を構成する固定金型Mfに、適当数の樹脂ゲートGfを配設するとともに、前記金型構造を構成する側部スライド金型Msにも、適当数の樹脂ゲートGsを配設し、前記樹脂ゲートGf、Gsから、キャビティーCに溶融樹脂を注入するようにした一体成形型容器成形方法に関するものである。
【効果】樹脂のメルトフローレートMFRを大きくすることなく、キャビティーの全体への溶融樹脂の注入を確実に行うことができる。従って、樹脂のメルトフローレートMFRを大きくしたことによる一体成形型容器の耐衝撃性の低下を抑制することができる。
(もっと読む)
光フェルール成形金型及び光フェルールの製造方法
【課題】光フェルール成形金型において、光ファイバ穴等を成形するピンの位置決め精度をより向上させることである。
【解決手段】光フェルール成形金型40は、フェルール本体を成形するキャビティを有する下金型44と、キャビティを覆う上金型46と、下金型と上金型との間に配置される中子48と、を備え、中子は、中子本体54に突出して設けられ、光ファイバ挿入口を成形する光ファイバ挿入口成形凸部56と、光ファイバ挿通路を成形する光ファイバ挿通路成形ピン58とを有し、下金型は、キャビティを形成する凹状の下金型本体62を有し、キャビティ前端側の前壁面70は、光ファイバ挿通路成形ピンの先端部が挿入され、光ファイバ孔を成形する光ファイバ孔成形穴76を有し、キャビティに下金型本体の前壁面と間隔を設けて配置され、光ファイバ挿通路成形ピンを挿通して支持する光ファイバ挿通路成形ピン孔82を有するピン支持体80を備える。
(もっと読む)
樹脂成型品
【課題】樹脂材による成形時のリブへの未充填を確実に防止でき、壁部やリブのヒケを減少させ規定の板厚に確保することができること。
【解決手段】樹脂成型用金型により形成する樹脂成型品であって、第1の方向Aに延びる壁部2,3を有し、該壁部2,3の壁面2a,3aには前記第1の方向Aに並ぶ複数のリブ7,8が設けられている。前記壁部2,3は複数の肉抜き穴13,14を有し、該肉抜き穴13,14には前記第1の方向Aに対し斜交する第1の傾斜面部13a,14aが設けられている。
(もっと読む)
筒状部品
【課題】射出成形により成形される筒状部品にて、簡単な構成により形状精度のよい筒状部品を提供すること。
【解決手段】射出成形により成形される筒状部品である円筒部材10は、両端面が開放され、外周、もしくは、内周面に螺旋状の溝を有する筒状部と、上記筒状部中央の周方向に並び、上記螺旋状の溝を挟むように設けられた複数の凹部とを有する。複数の凹部を設けていることから円筒部材10は、成形時に中央部が相対的に高温にならず、端面部が相対的に低温にならず、成形収縮率が全体的に均一化し、形状精度のよい筒状部材が得られる。
(もっと読む)
凹凸付き透明板及びそのような板の製造方法
本発明は、一体の透明板(1)であって、その表面(3)の少なくとも一方に、表面(3)の一般平面(π)に対して持ち上がった幾何学的な複数のパターン(5)によって凹凸が付けられた少なくとも1つの部分を含み、各パターンが、一般平面に対して平行な断面を有し、その断面が、パターンのベースから頂点に向けて、表面(3)からの距離を次第に減少させる、一体の透明板に関する。本発明によれば、一般平面(π)に対する領域の傾斜角(α8)が30度よりも小さい凹凸部の領域(8)の面積(S8)が、凹凸部の全面積(Si)の35%よりも小さい。 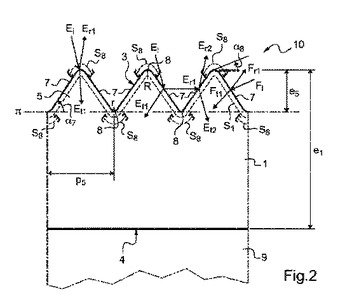 (もっと読む)
(もっと読む)
スタンピング成形品
【課題】リブやボス部の先端まで強化繊維の分率が均一で、高いリブ構造を有し、成形品形状における剛性が高く、広い内容積のとれるスタンピング成形品を提供する。
【解決手段】リブやボス根元厚さaと高さbが特定の式の関係にある根元厚さ2.5mm以下のリブおよび/またはボスを有する成形品において、そのリブやボス部に平均繊維長が7.5〜75mmである繊維状強化材を15〜60容量%含有し、さらに成形品のリブおよび/またはボスの末端と末端から2mmの範囲の繊維状強化材容量%と基板部のその容量%が特定の式の関係にあり、熱可塑性樹脂がポリプロピレンまたはポリアミドであることを特徴とする。
(もっと読む)
201 - 220 / 978
[ Back to top ]