
Fターム[4F202AG28]の内容
プラスチック等の成形用の型 (108,678) | 一般形状、構造物品 (7,435) | 部分(細部) (2,010) | リブ又は突起を有するもの (978)
Fターム[4F202AG28]に分類される特許
161 - 180 / 978
成形品
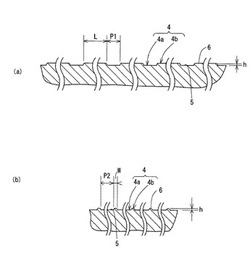
【課題】指紋汚れ等の汚れを確実に目立たなくする。
【解決手段】表面3aに周期的に形成された凹凸4の凹部4a底面に外装面5が、凸部4b頂面に外装保護面6がそれぞれ形成されている。凸部4bの高さは41μm〜100μmであり、凸部4bの形成ピッチは、0.8mm〜1.4mmである。
(もっと読む)
コアバック式発泡樹脂成形型及びコアバック式発泡樹脂成形方法並びに容器状発泡成形品

【課題】型製作費を抑えつつ容器状発泡成形品の側壁の先端面に玉縁を設けることが可能なコアバック式発泡樹脂成形型及びコアバック式発泡樹脂成形方法並びに容器状発泡成形品を提供する。
【解決手段】本発明に係るコアバック式発泡樹脂成形型21は、側壁52の先端縁(先端厚肉部53)を成形するための厚肉成形部24Bと、側壁52の先端縁以外の部分(側壁主体部54)を成形するための側壁主体成形部24Bとをキャビティ24に備えている。このキャビティ24に溶融樹脂を充填して成形型21をコアバックさせると、厚肉成形部24Bにて成形された先端厚肉部53の端面が隆起して玉縁55が形成される。即ち、成形型21に玉縁用の溝を形成しなくても玉縁55を形成することができ、成形型21の型製作費を抑えることができる。
(もっと読む)
ブロー成形体
【課題】製品厚みが不均一でありながら、軽量で剛性に優れ、しかも成形時の成形不良を低減できるブロー成形体を提供する。
【解決手段】熱可塑性樹脂からなり、中空部を有する二重壁構造のブロー成形体1は、第1の壁部10aと、中空部を画定するように第1の壁部10aと間隔を置いて対向し、その間隔が相対的に短い領域11と相対的に長い領域12とを有する第2の壁部10bと、中空部内に設けられ、互いに実質的に平行に配置された複数のリブ列20と、を有し、各リブ列20は、一列に配列された複数のリブ21によって構成され、各リブ列20内で隣接するリブ21間には、ブロー成形用のエアーが流通する主通気路22が設けられ、主通気路22は、互いに隣接するリブ列20において、リブ列方向と直交する方向から見て互いに重ならないように配置され、リブ21には、ブロー成形用のエアーが流通する補助通気路23が開口している。
(もっと読む)
注ぐことができる食品を包装するためのシート状包装材料に開封装置部を射出成形する装置及び方法
穴部9が設けられた多層シート状包装材料2に開封装置部3を射出成形する装置10であって、この装置の型穴は、カバー部分11の第1面11aに溶融プラスチック材料が満たされるようになっている第1チャンバ32と、溶融プラスチック材料で満たされて開封装置部の注ぎ口部13を形成するようになっている第2チャンバ33とを備え、装置はさらに環状リブ部41を備え、環状リブ部は狭い断面の通路部42の範囲を定めており、通路部は、第1及び第2チャンバを連結し、引き裂き可能な薄膜連結部分19の範囲を画定し、環状リブ部は、第1チャンバ側において第1環状表面43によって境界が定められており、第1環状表面は軸線Bに平行であり、鋭利な縁部46を形成しており、カバー部分は、プラスチック材料の圧力によって、鋭利な縁部に押しつけられて引き伸ばされる。 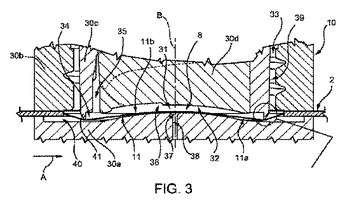 (もっと読む)
(もっと読む)
樹脂射出成形品
【課題】剛性の大きい樹脂を用いた場合であっても、無理抜き時に環状突部が破損するのを防止することができる樹脂射出成形品を提供すること。
【解決手段】円筒部13を有し、円筒部13の先端部が、円筒部13の他の部位よりも外径形状が大きいアンダーカット形状の環状突部14を有する樹脂射出成形品11において、環状突部14の円周方向の所定の部位に切欠き16を形成し、円筒部13の無理抜き時に、切欠き16を中心に環状突部14を変形させることにより、切欠き16によって応力を緩和する。
(もっと読む)
係合部付き車両用樹脂成形品
【課題】製品意匠面側にヒケが生じないようにしながら、櫓体の引張り強度を高め、櫓体への全方位からの圧縮力に対しても一段と強度を高めて、櫓体根元での剥離防止を確実にする係合部付き車両用樹脂成形品を提供する。
【解決手段】車両用樹脂成形品1に係る板状部裏面11bに、基壁31とその両側から延設した側壁35とで、裏面11bと平行の断面形状がコ字状又はU字状の囲い壁部3を形成し、且つ囲い壁部3上に天板部4を設けてなる櫓体2が一体に成形され、さらに天板部4上に起立し、相手部材71との連結に供する係合部6が一体に成形される係合部付き車両用樹脂成形品であって、基壁31から囲い壁部3の一方向が開口する開放口20へ向かって突出する補強リブ5を一体に成形し、且つ補強リブ5を板状部裏面11bに対し垂直起立させて板状部11と天板部4とに結合させる一方、両側壁35を、板状部裏面11bに対し、囲い壁部3及び天板部4で囲われた櫓空間2cの内側へ傾倒させて立設する。
(もっと読む)
シールリング
【課題】ゲートバリのないシール性の良好なシールリングを提供することである。
【解決手段】固定金型と可動金型とで形成されるキャビティ13に溶融樹脂を圧入してシールリングを成形する。溶融樹脂の注入用ゲート16が形成されたゲートブロック5を、シールリング成形後、型開き前に可動金型に対して移動させて、注入用ゲート16のエッジ16aにより成形後のシールリングのゲートgをシールリングの内周面に沿って剪断する。
(もっと読む)
電子部品、電子部品用基材及びその製造方法
【課題】接続端子が微細化された場合であっても、十分なストローク量及び端子荷重を確保することができる電子部品、電子部品用基材及びその製造方法を提供する。
【解決手段】貫通孔2f及びこの貫通孔2fに連通する溝20a、20b、20c、21a、21b、21cが形成された板状の基材本体2と、この基材本体2の貫通孔2f及び溝20a、20b、20c、21a、21b、21cに充填された樹脂の充填部14a、14b、14c及び基材本体2の少なくとも一方の面に樹脂の充填部14a、14b、14cと一体に形成された樹脂の突状弾性部10a、10bを有し貫通孔2fの両端の樹脂が相互の抜け止めを形成している樹脂成型体3と、他の電子部品と接触する部分が突状弾性部10a、10bの頂部に位置するように基材本体2に取り付けられた接続端子40とを備える。
(もっと読む)
樹脂成形部品および樹脂成形用金型
【課題】 薄肉部の裏面にリブ状突起を設けた樹脂成形部品の表面に発生する色ムラ、艶ムラ、曇り等を防止する事を課題とする。
【解決手段】 ゲートから樹脂を注入して成形される、薄肉部を有する樹脂成形部品において、前記薄肉部の裏面にリブ状突起を有し、少なくとも前記ゲートの周辺部に形成される前記リブ状突起は、複数の板状突起がそれぞれ離間して配されたものであって、前記複数の板状突起のそれぞれが、前記それぞれの板状突起の底面の長辺上の点とゲートを結ぶ線と、前記底面の長辺とのなす角度が、一定範囲内になるように配置されている事を特徴とする。
(もっと読む)
レンズアレイ用成形型
【課題】バリの発生を抑制することのできるレンズアレイ用成形型を提供する。
【解決手段】上型及び下型を備え、複数の貫通孔が配設された基板及び複数の前記貫通孔の各々に供給される樹脂材料を該上型及び該下型で挟み、前記基板と一体に複数の前記貫通孔の各々にレンズを形成するレンズアレイ用成形型であって、前記上型及び前記下型は、前記基板を支持する支持面と、前記基板における複数の前記貫通孔と同じ並びで該支持面に配設された複数のレンズ成形部とをそれぞれ有しており、前記下型の複数の前記レンズ成形部の各々は、その全体が対応する前記貫通孔に収容され、前記下型の前記支持面は、複数の前記貫通孔の各々の縁に全周に亘って密接する。
(もっと読む)
保持器付きころおよび樹脂製保持器の成形方法
【課題】 ころ数を増やして負荷容量を高めることができ、簡素な構造の金型を用いて樹脂製の保持器を成形することができる保持器付きころを提供する
【解決手段】 複数のころ1と、これら複数のころ1を保持する樹脂製の保持器2とを備える。保持器2は、軸方向に並ぶ互いに平行な一対の円環部3が、円周方向に並ぶ複数の柱部4で連結され、隣合う一対の柱部4間に形成された各ポケット5に各ころ1をそれぞれ収容する。柱部4を、互いに径方向に離れた外径側部分6と内径側部分7とに分割する。
(もっと読む)
シール部材を備えた筐体の製造方法
【課題】シール部材を備えた筐体の製造工程を削減でき、生産性を向上させることのでき、かつ、金型費の増大を抑えることができるシール部材を備えた筐体の製造方法を提供する。
【解決手段】可動側金型と、第一固定側金型10とを重ね合わせて形成されたキャビティに、第一材料を射出して、筐体100を形成し、可動側金型に筐体100を保持した状態で、第一固定側金型10を可動側金型から離間させる。次に、筐体100を保持した可動側金型を第二固定側金型と対向する位置へ移動させ、可動側金型と、第二固定側金型とを重ね合わせて形成されたキャビティに、第二材料を射出して、可動側金型に保持された筐体にシール部材を形成する。
(もっと読む)
筐体、筺体の製造方法及び筺体の製造装置
【課題】防水性が向上した筐体、当該筺体の製造方法、及び当該筺体の製造装置を提供することを課題とする。
【解決手段】本体部2は、フロントケース10と、フロントケース10との間で弾性部材30を挟むリアケース20と、を備え、前記リアケース20は、弾性部材30に押圧される被押圧部23、被押圧部23側に突出した鍔部25aを含みフロントケース10と係合し被押圧部23に隣接した係合部25、を含み、被押圧部23は、係合部25を跨ぐ領域において平坦である。
(もっと読む)
光学シート、面光源装置、および、透過型表示装置
【課題】優れた光学的機能を発揮し得るとともに安定して製造され得る光学シートを提供する。
【解決手段】光学シート40は、シート状の本体部45と、本体部の一方の面46上に配列された複数の第1単位形状要素50と、本体部の一方の面上に配列され、本体部のシート面上の一方向と平行に延びる複数の第2単位形状要素55と、一つの第1単位形状要素および当該一つの第1単位形状要素に前記一方向から接続する一つの第2単位形状要素の接続箇所の少なくとも一部分を覆う接続部42と、を備える。複数の第1単位形状要素の各々は、複数の第2単位形状要素の各々および接続部よりも高い位置まで本体部の一方の面から突出している。
(もっと読む)
パターン形成方法
【課題】半導体装置等の製造における簡易なパターン形成方法を提供する。
【解決課題】基板上に、第一のセグメントと第二のセグメントを有する高分子共重合体を塗布する工程と、前記高分子共重合体に凹部を有するテンプレートを接触させ、前記テンプレートの凹部に前記高分子共重合体を充填する工程と、充填された前記高分子共重合体を第一のセグメントを有する相と第二のセグメントを有する相に相分離させる工程と、前記テンプレートを前記高分子共重合体から離型する工程と、前記高分子共重合体の第一のセグメントを有する相又は第二のセグメントを有する相を除去する工程と、を備えたことを特徴とするパターン形成方法。
(もっと読む)
発泡樹脂パネル及びその成形方法
【課題】発泡樹脂パネルの剛性低下、見栄えの悪化、及び発泡樹脂パネルを他の樹脂パネルに溶着する場合における接合不良の発生を防止する。
【解決手段】成形型29のキャビティ37内に射出充填した熱可塑性樹脂Rの型成形面近傍にスキン層11が生成され始めた時点でキャビティ37の容積を拡大させ、熱可塑性樹脂Rを発泡させることにより樹脂密度が高くて堅いソリッド層からなるスキン層11が全面に形成されるとともに、多数の空隙を有しスキン層11に比べて樹脂密度が低い発泡層13が内部に一体に形成されてなり、キャビティ37容積拡大方向に対して略垂直に広がる平坦なパネル本体7と、パネル本体7の外周端末部からパネル裏面側に略垂直に一体に突設された側壁部9とを備えた第1発泡樹脂パネル3において、パネル本体7裏面における側壁部9近傍のスキン層11に、スキン層11の一部で構成された突条部15を側壁部9に沿って略垂直に突設する。
(もっと読む)
射出成形方法及びパネル
【課題】特に側端面の見映えを良くし、外観意匠性を向上したパネルと、これを成形するための射出成形方法を、提供する。
【解決手段】凹凸を有する構造部2を備えた裏面層3と、裏面層3上に一体に設けられて外観面を形成する外観層4と、を含むパネル1を成形する射出成形方法である。裏面層3を射出成形によって形成する工程と、裏面層3上に、射出成形によって外観層4を形成する工程と、を備える。外観層4を形成する工程では、裏面層3の端部を覆って外観層4を形成する。
(もっと読む)
樹脂成形物の成形方法及び成形装置
【課題】幅の違うボックス等、多種類の収納箱等、車両用の樹脂成形物を、一つの金型内で製造し、収納箱のコストダウンにつなげること。
【解決手段】合成樹脂製の2個の分割部材または3個の分割部材の組み合わせで、嵌合し、組み付けられる樹脂成形物の成形方法で、当該成形方法は前記各分割部材である第1分割部材11と第3分割部材13と第1、第3分割部材の間にある第2分割部材12とを同一の成形金型内でそれぞれ独立的に成形し、第1分割部材11と第3分割部材13を各々仮保持し金型内を移動する移動型部材24、25の移動手段により、第1分割部材11と第3分割部材13を共通にした前記2個の分割部材の組み合わせと、前記3個の分割部材の組み合わせとの2種類の樹脂成形物31、32を得られるようにした。
(もっと読む)
サーモトロピック液晶ポリマーの成形及びそこから作製される物品
メソゲンを含むサーモトロピック液晶ポリマー(TLCP)を含む組成物を成形する方法であって、型凹部を有する型に微細特徴チャンバを備える特徴凹部(43)を提供する工程と、組成物を加熱して溶融組成物を形成する工程と、移動する溶融組成物の流れ方向に対して、微細特徴チャンバ(49)を充填する溶融TLCP中のメソゲンの少なくとも一部分の流れ整列をもたらす流量速度で移動する溶融組成物を、微細特徴チャンバに充填する工程と、微細特徴チャンバの少なくとも固化したTLCPのメソゲンが、それらの流れ整列を維持するように、溶融組成物を固化する工程と、を含む。成形品は、本体と、本体から突出する3次元構造特徴と、を備え、微小寸法を有する微細特徴要素を含み、微小寸法におけるTLCPメソゲンが流れ整列状態にある。 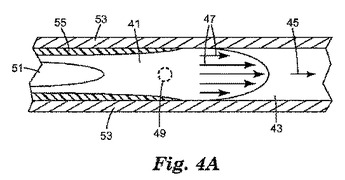 (もっと読む)
(もっと読む)
軸部材
【課題】 射出成形容器でありながら、ブロー成形容器のような袋状に略全体を囲んだ容器である軸部材を提供すること。
【解決手段】 熱可塑性樹脂材料を用いて、射出成形法にて成形した軸部材であって、その軸部材の後部の内面に、軸心に向け突出する内周囲の略半周長さの内周リブを設け、この内周リブの両端側に、屈曲起点部を設けると共に、前記軸部材の後方部を閉塞した軸部材を第一の要旨とし、熱可塑性樹脂材料を用いて、射出成形法にて成形した軸部材であって、その軸部材の後端から前方に向けて、軸方向と略平行な縦リブ部を軸部材の外周囲方向に複数設け、その複数の縦リブ部間にその縦リブ部より薄肉となす薄肉部を設けると共に、前記軸部材の後端部を閉塞した軸部材を第二の要旨とする。
(もっと読む)
161 - 180 / 978
[ Back to top ]