
Fターム[4F202AG28]の内容
プラスチック等の成形用の型 (108,678) | 一般形状、構造物品 (7,435) | 部分(細部) (2,010) | リブ又は突起を有するもの (978)
Fターム[4F202AG28]に分類される特許
101 - 120 / 978
タイヤ加硫方法
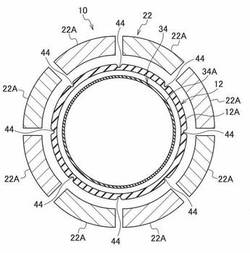
【課題】割モールドの間に未加硫タイヤの一部のゴムが入り込むのを容易に防止できるタイヤ加硫方法を提供する。
【解決手段】未加硫タイヤ12のトレッド表面12Aにおける中型22の分割位置となる部位に凹部44を形成し、この未加硫タイヤ12を凹部44の位置が中型22の分割位置となるように金型14内に配置する。その後、ブラダーユニット16のブラダー34を加熱蒸気によって膨張させて未加硫タイヤ12の内面を加圧することにより、トレッド表面12Aを金型14に押し付け加硫成形する。
(もっと読む)
車両用樹脂パネル及びその製造方法

【課題】車両用樹脂パネルのクラックを防止するとともに熱伸びを抑制する。
【解決手段】板状基材5の裏面に補強リブ15が一体に突設されたボンネットフード1において、基材5の裏面における補強リブ15非突設箇所、及び補強リブ15の基端側側面に、基材5成形時に不織布19に溶融樹脂Rを含浸させてなる補強布17を設ける。
(もっと読む)
スパイクタイヤ用加硫金型およびスパイクタイヤ
【課題】型抜きに起因してスパイクピン打込み孔を形成する突起部によってスパイクピン打込み孔の周囲にクラックが形成されるのを防止する。
【解決手段】スパイクタイヤ用加硫金型1は、複数個のセクターモールド2によって円環モールド3を形成してなる。セクターモールド2に配設された突起部10は、先端側部分10bに基端側部分10aに比べて径の大きい膨出部11を有する。突起部10のうち、ラジアル線m上の位置から離れた位置にある突起部10の先端側部分10bの膨出部11は、円環モールド3の周方向断面で見て、ラジアル線mを含む平面に近い側の外面部分である第1外面部分11aと、平面から遠い側の外面部分である第2外面部分11bとで構成され、第1外面部分11aから突起部10の軸線sまでの距離である第1膨出距離X1、X2、・・・、Xnが、第2外面部分11bから突起部10の軸線sまでの距離である第2膨出距離Y1、Y2、・・・、Ynよりも小さい。
(もっと読む)
射出成形金型、及び成形品の製造方法
【課題】中空部分を有する成形品を製造するために用いられ、且つ成形品の成形不良が抑制され得る射出成形金型を提供する。
【解決手段】本発明に係る射出成形金型1は、中空部分を有する成形品を形成するために用いられる。前記射出成形金型1は前記中空部分を形成するための中子2を備え、前記中子2に、この中子2の表面で開口するベント5が形成されている。
(もっと読む)
樹脂成形品のボス構造
【課題】タッピングスクリューのぐらつきを防止しつつ省スペース化を図るとともに、低い製造コストで塗装時のゴミ付着不良を防止する。
【解決手段】外表面パネル部3の裏面に、縦壁部5を薄肉部7を介して一体に突設する。縦壁部5の突出端に、水平壁部9を一体に連結して水平壁部9、縦壁部5及び外表面パネル部3の三者間に一側方に開放する中空部Sを形成する。縦壁部5及び水平壁部9を中空部Sの反開放部側で中空部S内へ凹陥させて反外表面パネル部3側と上記反開放部側とに開いた凹部11を構成する。凹部11の開放部側に、周壁13aの一部及び底壁13bを凹部11と共有するようにボス部13を立設する。ボス部13の底壁13bと外表面パネル部3との間に位置する第2中空部S2は、凹部11を除く水平壁部9と外表面パネル部3との間に位置する第1中空部S1よりもボス部突出方向に狭く、第1中空部S1に反開放部側方向を除く三方向から囲まれる。
(もっと読む)
発泡樹脂成形品の成形方法
【課題】材料供給時、発泡反応時に型クリアランスを調整する成形工法を使用する発泡樹脂成形品の成形方法であって、発泡樹脂成形品における縦壁部の成形精度を高める。
【解決手段】バックドアトリム(発泡樹脂成形品)10は、製品面部11の周縁の少なくとも一部に段付き縦壁部12が形成されており、この段付き縦壁部12は、製品面側縦壁部13とパネル側縦壁部15とが段部14を介して一体化しており、段部14の内面に型保持用リブ16が設けられているとともに、パネル側縦壁部15の表面に深絞模様17が形成されていることで、可動側金型30の後退操作時、型保持用リブ16が固定側金型40に対して保持されるとともに、可動側金型30の型面にパネル側縦壁部15の製品表面が吸着されるため、段付き縦壁部12の成形精度を高める。
(もっと読む)
樹脂シート製造方法
【課題】コールドスラッグによって、樹脂シートが破断しないようにする。
【解決手段】射出成形金型50内に、樹脂シートが成形されるキャパシティ53と、キャパシティ53へ樹脂が注入されるゲート51cと、樹脂シートの溝を形成する突起52dとを設け、射出成形機のノズル60、61から溶融された樹脂を、ゲート51cを介してキャパシティ53へ注入することにより、溝付き樹脂シートを成形するようにした樹脂シート製造方法において、ゲート51cからキャパシティ53へ樹脂が注入される線上に突起52dを設けるとともに、この突起52dに凹み52fを設け、この凹み52fは、ノズル60、61から樹脂が射出される方向に深さを有し、しかも突起52dの根元まで達しない程度の深さを有し、ノズル60、61先端に出来るコールドスラッグを凹み52fへ留めてから残りのキャパシティ53へ溶融された樹脂を注入するようにした。
(もっと読む)
成形金型及び保持治具の製造方法
【課題】補強部材を変形させることなく容易に離型できる成形金型、及び、補強部材を変形させることなく成形金型から離型して補強部材の平坦性を維持した保持治具を製造できる保持治具の製造方法を提供すること。
【解決手段】鍔部を有する補強部材と弾性部材とを備えた保持治具を成形する成形金型であって、補強部材が配置される配置空間36を形成する第1金型22及び第2金型23と、第1金型22及び第2金型23に立設された第1成形ピン34及び第2成形ピン35と、第2金型23に前進可能に配置された押進部材24とを備え、押進部材24が配置空間36内の鍔部に対向する第1押進部46と第1成形ピン34に対向する第2押進部46とを有する成形金型21、並びに、成形金型21内で成形された一体成形体の鍔部と弾性部材とを押進部材24で押進して一体成形体を離型する保持治具の製造方法。
(もっと読む)
カウルルーバ
【課題】 ショートショットなどの成形不良を抑えることができるカウルルーバを提供する。
【解決手段】 カウルルーバ1は、フロントガラス5の下縁部51に沿って配設され下縁部51に保持されるガラス側縁部11と、フードパネル8の側に配設されるパネル側縁部12と、ガラス側縁部11とパネル側縁部12との間に設けられた一般部13とからなる。一般部13は、ガラス側縁部11とパネル側縁部12との間に薄板状に広がる板状部14と、複数の小孔を有する通気部15とをもつ。ガラス側縁部11には、板状部14よりも厚い厚肉部17を設け、板状部14における厚肉部17に隣接する部分には、厚肉部17から板状部14に向かって徐々に肉厚を減少させた徐変部10を設けている。厚肉部17には、ガラス側縁部11の延び方向に沿って複数のゲートポイントPを配設させている。
(もっと読む)
成形装置
【課題】キャビティから成形材料が漏れ出すことを防止することができ、且つガスケットを省略することができる成形装置を提供する。
【解決手段】金型で形成されるキャビティ6がその外周端部に内側部分よりも厚みが小さい薄肉成形部4を有する。キャビティ6の内側部分に充填された成形材料8を加熱するための主加熱手段と、金型における薄肉成形部4に対向する部分20,21に設けられて薄肉成形部4に流れ込んだ成形材料8を加熱するための薄肉成形部用加熱手段とを個別に備える。
(もっと読む)
圧縮成形型及び圧縮成形方法
【課題】離型フィルムを用いずに圧縮成形を行うことができ、且つ、圧縮成形型の構造をシンプルにすることができる圧縮成形型及び圧縮成形方法を提供する。
【解決手段】シール用樹脂材料20でダミー成形品21と溝部充填部材24を圧縮成形する。溝部はアンダーカット部142を有し、溝部充填部材24はそのまま型抜きできないようになっているため、キャビティからダミー成形品を取り外すとき、ダミー成形品と溝部充填部材が分離する。この結果、底面部材14上面の外周縁部に形成された溝部に溝部充填部材24が残留し、底面部材14と枠部材15の間の隙間が完全に塞がれる。そのため、次にキャビティ13内に封止用樹脂材料22を供給して基板60上の電子部品61を樹脂封止する際に、その隙間に封止用樹脂材料22が入り込むことがない。
(もっと読む)
マイクロニードルシート及びその製造方法
【課題】所望の形状のマイクロニードルが構成されたマイクロニードルシート及びその製造方法を提供する。
【解決手段】マイクロニードルシート42は、中央部Ac”と、当該中央部Ac”を取り囲む側周部Ad”と、側周部Ad”を取り囲む外縁部Ao”とを含むシート状の基材27と、中央部Ac”より第1の所定長だけ延在する所定数のニードル28と、側周部Ad”より第1の所定長より短い長さだけ延在する1つ以上の突起Pとを備える。
(もっと読む)
粉体用スクリュー,その製造方法及び成形用金型,トナーカセット,画像形成装置
【課題】軸部の周囲に螺旋状に設ける羽根部を樹脂製とした場合であっても、粉体の搬送量の低下を招くことがない粉体用スクリューと、その製造方法及び成形用金型を提供する。
【解決手段】軸部12の周囲に螺旋状に巻き付けられる羽根20を樹脂で射出成形するにあたり、軸部12の軸方向に沿って分割配置される複数の分割型32〜38のキャビティ形成部32A〜38Aを互い違いに交差させて前記軸部12と羽根20に相当する形状のキャビティ部40,42を形成して溶融樹脂を充填する。このような金型構造により、羽根20を均一な厚みに成形しても型から取り外すことができる。また、羽根20の厚みを均一にすることで、羽根間のピッチを広げて粉体の搬送量を増やすことができる。更に、トナー用スクリュー10の一部を樹脂製とすることで、コンパクト化(軽量化)とともに、コスト低減も可能となる。
(もっと読む)
発泡成形用金型及びこれを用いて成形される発泡成形体
【課題】離型し易い発泡成形用金型及びこれを用いて成形される発泡成形体を提供する。
【解決手段】成形型によって形成された成形空間に充填された発泡性樹脂粒子を加熱して発泡成形体を成形するための発泡成形用金型であって、前記成形空間を形成する成形型の成形面の対象エリアに、一端から他端に亘って連続する溝部M1が一方向に一定間隔P1で整列するようにして形成されていることを特徴とする発泡成形用金型である。
(もっと読む)
樹脂成形品とその製造方法と樹脂成形品用成形型
【課題】本発明は、一次成形により得た光学素子の品質を二次成形により低くさせることなく、二次成形で得る隣接部材においても成形安定性や、遮光機能を確保することができる光学素子と、それに隣接した隣接部材とを一体化して成形する樹脂成形品とその製造方法と樹脂成形品用成形型を提供することである。
【解決手段】一次成形用金型10の可動側金型300と一次固定側金型100との間の一次キャビティ1000で光学素子1を一次形成する際に、光学素子1は、回転規制部1cが形成され、一次成形用金型10の可動側金型300と一次固定側金型100との型開き後に、二次成形用金型20によって光学素子1が保持された可動側金型300と、二次固定側金型200との間の二次キャビティ5000で隣接部材2を二次成形する際に、光学素子1の回転規制部1cと可動側金型300の成形面との接合部の凹凸嵌合部分で光学素子1の中心線を中心とする光学素子1の回転方向のすべりを規制する構成にした。
(もっと読む)
圧縮木製品の製造方法
【課題】圧縮木材を補強するとともに、該圧縮木材の木目や風合いが損なわれない圧縮木製品を得る。
【解決手段】本発明の圧縮木製品の製造方法は、略椀状をなす木材からなるブランク材を軟化し、圧縮力を加えることによって軟化前とは異なる略椀状の圧縮木材に圧縮する圧縮工程と(ステップS33)、圧縮されたブランク材の内壁面に、溶融した合成樹脂を通さない材料からなる保護膜を取り付ける保護膜取付工程と(ステップS33)、保護膜が内壁面に取り付けられた圧縮木材を射出成形用金型に配置し、合成樹脂を射出成形することによって保護膜10上に所定形状の樹脂補強部を形成する樹脂補強部成形工程と(ステップS37)、を含む。
(もっと読む)
光学素子、及び光学素子の製造方法、並びに成形金型
【課題】成形前後の工数を増やすことなく離型性の向上を達成できる光学素子を提供すること。
【解決手段】相対的に小さい曲率半径を有し、離型が容易でない第1光学面OL1に離型誘発部PTを設けて、第1光学面OL1を局所的に非平滑面とすることにより、レンズPLの成形の際に樹脂と成形金型100の第1光学転写面11Aの一部である離型誘発面13との間に微小な空気だまり60が生じるレンズPLとすることができる。これにより、例えば、開口数(NA)0.8以上のBD用の光ピックアップ装置用の対物レンズのような光学面形状が滑らかで比較的厚いレンズであっても、レンズPLの成形の際に、離型誘発部PT付近に生じる空気だまり60を契機としてレンズPLが離型しやすくなり、成形前後の工数を増やすことなく離型性を向上させたレンズPLとすることができる。
(もっと読む)
射出成形用金型及びこれを用いた成形体の製造方法
【課題】既存の金型を用いてより簡便な方法で、リブ形成用溝内の空気の貯留を防止し、シルバーストリークの発生やシワ等の外観不良の発生を防止することが可能な射出成形用金型及びこの金型を用いた成形体の製造方法を提供する。
【解決手段】深さ2〜40mm、厚さ0.5〜3mm、長さ5mm以上のリブ形成用溝を有する射出成形用金型であって、前記リブ形成用溝は、溝内の空気を貯留する空気貯留部と、溶融樹脂を充填してリブを形成するリブ形成部とを有し、前記空気貯留部と前記リブ形成部の間には、前記空気貯留部と前記リブ形成部とを連通する連通路を有する差込部材が介在し、前記差込部材の外郭面は、前記リブ形成用溝を形成する4つの壁面のうちの少なくとも3つの壁面と当接し、前記連通路は、前記溶融樹脂が流入しない寸法の開口部を有する。
(もっと読む)
中空成形品の製造方法および製造装置
【課題】複雑な形状の中空成形品でも高い寸法精度で成形できると共に、融着バリの問題もない中空成形品の製造方法を提供する。
【解決手段】
金型(1、20)内で一対の半中空成形品(A、B)を接合端面(a、b)を有するように成形し、次いで接合端面(a、b)を対向させ、その間にハロゲンヒータまたはカーボンヒータを非接触的に挿入して接合端面(a、b)を溶融する。このとき、重力に関して上下方向あるいは縦方向になっている接合端面には空気孔(4、7、…)から空気を吹き付ける、または接合端面(a、b)近傍から熱気を吸引して過加熱を防止する。次いで移動金型(20)を固定金型(1)に対して型閉じして、一対の半中空成形品(A、B)を金型(1、20)内で互いに押し付けて接合端面(a、b)を融着する。
(もっと読む)
発泡成形部材、その取付用クリップ、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】比較的簡易な構造の金型を用いて製造することが可能であり、且つクリップ本体の端面に挿入穴を塞ぐ封体を設けることを不要とすることが可能なクリップと、このクリップを備えた発泡成形部材と、この発泡成形部材の製造方法と、この発泡成形部材を被取付部材に取り付けた取付構造とを提供する。
【解決手段】クリップ10は、被取付部材20に設けられたクリップ係止用突起21が挿入される挿入穴12を有した筒状のクリップ本体11と、該挿入穴12の内周面に設けられた、該クリップ係止用突起21が係合する係合部15とを備えている。係合部15は、クリップ本体11を外周側から挿入穴12まで貫通した貫通孔16よりなる。
(もっと読む)
101 - 120 / 978
[ Back to top ]