
Fターム[4F202AG28]の内容
プラスチック等の成形用の型 (108,678) | 一般形状、構造物品 (7,435) | 部分(細部) (2,010) | リブ又は突起を有するもの (978)
Fターム[4F202AG28]に分類される特許
21 - 40 / 978
弾性栓体、医療用キャップおよびその製造方法
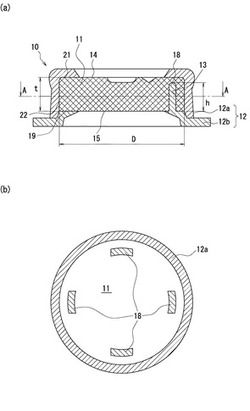
【課題】針刺し時の液漏れがなく、また針抜けに対する保持力や復元力に優れるなど、密封性の保持に優れた弾性栓体、それを備えた医療用キャップおよびその製造方法を提供する。
【解決手段】弾性栓体11と、弾性栓体11の周縁部を針刺面14側から内壁で保持する上側枠部12aおよび接液面15側から内壁で保持する下側枠部12bを備えた外枠体12とを有する医療用キャップ10であって、下側枠部12bには、弾性栓体11を加締めるための加締め部18が少なくとも1つ設けられ、弾性栓体11には、その接液面15の第2周縁部19における任意の位置に、前記加締め部18を外枠体12と一体的に成形するためのキャビティ部13が少なくとも1つ設けられており、弾性栓体11は、上側枠部12aとの接触面で溶着されておらず、かつ、下側枠部12bとの接触面で溶着されており、さらに、キャビティ部13においても加締め部18との接触面で溶着している。
(もっと読む)
タイヤ用加硫モールド及びタイヤの製造方法

【課題】加硫モールドにおいて、セクターモールドの釜締めに伴うバリの発生を抑制する。
【解決手段】 分割した複数のセグメント12から成り、半径方向に縮径して釜閉じしたときに円環状となるセクターモールド10と、セクターモールド10を挟んで配置され、内部に生タイヤ用の収容空間を形成する一対のサイドモールドから成るタイヤ用加硫モールドであって、前記各セグメント12の割位置12bの内周側に、セクターモールド10を閉じたときに、収容された生タイヤを凹ませて前記各骨部20間に生タイヤが侵入するのを抑制する凸部22を備えた。
(もっと読む)
樹脂射出成形品
【課題】外力が作用した際に、射出成形によりゲートに残留した樹脂固化物を樹脂射出成形品から切除した切除跡に引張応力が作用しないようにする。
【解決手段】第1板部11と、第1板部11の端縁から裏面側に第1板部11の板面と交差する方向へ一体に突出する第2板部13とからなる加飾パネル9において、第2板部13の突出端部に形成され射出成形によりゲートに残留した樹脂固化物を加飾パネル9から切除した切除跡23の片側に、スリット25を第2板部13の突出端部側に開口するように形成する。第1板部11に表面側から外力が作用した際、樹脂固化物の切除跡23に引張応力が作用しないようにスリット25の開口幅Wを第2板部13の突出端部端縁に沿う方向に拡げる。
(もっと読む)
繊維強化プラスチックのプレス成形方法及び繊維強化プラスチック成形品
【課題】角度90度以下の頂部を有する深絞り形状の繊維強化プラスチックの成形品をプレス成形により良外観かつ高い生産性の下に得る方法を提供する。
【解決手段】一対の成形型を用いてプリプレグシートをプレス成形する成形方法であって、一方の成形型に前記プリプレグシートを押圧する凸部と、他方の成形型に押圧された前記プリプレグシートを当圧させる凹部とをそれぞれ少なくとも1箇所備え、前記成形型の凸部と凹部との頂部頂点を結ぶ成形型の昇降方向に平行な直線を含む断面において、前記凸部または凹部の頂部の角度が90度以下であるとともに、前記凹部の頂部を形成する当圧面の線分P1、P2の合計P1+P2と、当圧面以外の線分H1、H2を含めた前記凹部の線分の総長さL=P1+P2+H1+H2との比が0.5≦(P1+P2)/L≦0.95の範囲にあり、凸部と凹部との頂部頂点を結ぶ成形型の昇降方向に平行な直線が成形型の型面と交わらないことを特徴とする、繊維強化プラスチックのプレス成形方法。
(もっと読む)
射出成形機能部付きの容器及び該容器を成形する工具
【課題】
本発明の目的は、流動成形材料を容器のフランジの下側に含んだ状態に維持するようにする方法で、流動成形材料の流れを制御することである。
【解決手段】
容器が底部パネル、底部パネルから上方に延びる少なくとも1つの側部パネル、及び底部パネルから上方に延びる少なくとも1つの端部パネルを有する。少なくとも1つの隅部が側部パネル及び端部パネル間の接合部に形成される。フランジが側部パネル、端部パネル及び隅部のうちの少なくとも1つの上縁から側方外側に延びる。射出成形構造がフランジの少なくとも一部に沿って延び、射出成形構造は側部パネル及び端部パネルの上縁に隣接する基部、該基部から側方外側に延びる遠位部、並びに該容器のフランジの少なくとも一部に沿って延びる、該遠位部の窪みを含む。容器を成形する装置及び容器を製造する方法も開示される。
(もっと読む)
プラスチックボトル用プリフォーム及びプラスチックボトル
【課題】本発明の目的は、軽量化を図りながら、必要な座屈強度を有するプラスチックボトル及びそれを成形可能なプラスチックボトル用プリフォームを提供することである。
【解決手段】本発明に係るプラスチックボトル用のプリフォーム100は、ネックサポートリング14が下端に設けられた口部10と、ネックサポートリング14の下に連接する筒状の胴部20と、胴部20の下に連接する底部30とを備えるプラスチックボトル用のプリフォームにおいて、胴部20及び底部30を外周面S2側から薄肉化して、胴部20及び底部30の外周面S2に、胴部20の上端20aから底部30に至る縦リブ50を複数本設けてなる。
(もっと読む)
バルブゲート式金型装置
【課題】バルブゲート式金型装置による射出成形によって車両用灯具を構成するカバーレンズを成形するにあたり、形成されるゲートマークが意匠性を損なうことがなく且つ光学的な悪影響を与えることがないようなバルブゲート式金型装置を提供することにある。
【解決手段】カバーレンズ3は、光源から発せられた光を透過して外部に向けて照射する意匠面と、意匠面の縁部から立ち上がって後方のハウジング側に環状に延びる環状部と、環状部の一部のハウジング側端部で屈曲して意匠面と概略同様の方向に延びる段差部とを有し、金型装置20のキャビティ51の、前記カバーレンズにおける段差部を形成する段差部形成領域54にバルブゲート60を設けると共に、バルブゲート60とキャビティ51の、カバーレンズにおける環状部を形成する環状部形成領域53とで挟まれた領域に冷却液が流通する冷却液流路57aを配設した。
(もっと読む)
成形金型
【課題】成形品のアンダーカット部における成形品質を向上することができる成形金型を提供する。
【解決手段】可動型11におけるアンダーカット部20の成形面11a上には、脱型コア12の移動方向に向かって次第に浅くなる凹状部13を形成し、この凹状部13によってアンダーカット部20に形成された凸状部14との係合により、脱型コア12の移動方向に対する直交方向でのバンパー21の移動を規制するように構成した。
(もっと読む)
筺体の製造方法
【課題】ボスやリブ等の補助部材を備え、肉薄で軽量な筺体を比較的容易に製造できる筺体の製造方法を提供する。
【解決手段】シート11の表面に接着剤12を塗布する。その後、例えば真空圧空成形機等によりシート11を基材14の表面に密着させて、接着剤12を基材14の表面に転写する。次いで、射出成形機により基材14の接着剤12が付着した部分に熱可塑性樹脂を射出して、補助部材を形成する。
(もっと読む)
樹脂積層板の製造方法及び樹脂積層板の成形金型
【課題】軽量化、薄肉化を確保しつつ、製品設計の自由度及び成形性を高め、更なる品質向上が実現できる樹脂積層板の製造技術を提供する。
【解決手段】樹脂積層板の製造方法であって、分割型32Aのキャビティ116Aに複数のコマ部材40S、40Lを配置し、複数のコマ部材40S、40Lの各々を、突起部119S、119Lと、突起部119S、119Lの基端に設けた雄ねじ部44とで構成し、雄ねじ部44を分割型32Aに設けた雌ねじ穴48にねじ込むようにした成形金型を用い、シート素材とキャビティ116Aとの間に密閉空間を形成し、この密閉空間を、キャビティ116Aと突起部119S、119Lの基端との隙間、及び、雌ねじ穴48と雄ねじ部44との隙間を通じて真空吸引することにより、シート素材を突起部119S、119Lに沿うように成形する。
(もっと読む)
ダクト一体型フロア嵩上げ材の製造方法
【課題】ダクトの性能あるいは品質を維持しつつ、効率的に製造可能なダクト一体型フロア嵩上げ材の製造方法を提供する。
【解決手段】溶融状態の筒状パリソンを開放位置の一対の分割金型106の間に配置する段階と、開放位置にある一対の分割金型106を型締め位置まで相対的に近接させることにより、第1中空部18、第2中空部、ダクト部22、および捨て袋118を形成する段階と、それぞれに相当する筒状パリソン部分の外表面に対して、ブローピン126を突き刺して加圧流体を吹き込んで、膨張させて、対応する分型金型106のキャビティの表面に向かって押し付けることにより、筒状パリソンを賦形して、第1中空部18、第2中空部およびダクト部22を成形する段階と、捨て袋118を切断して、ダクト部22に吸気口あるいは排気口を形成する段階と、を有することを特徴とするダクト一体型フロア嵩上げ材の製造方法。
(もっと読む)
樹脂成形品の成形方法
【課題】基板部の裏面にリブが形成される樹脂成形品の前記基板部における表面側のリブ根元近傍に発生するひけを、コストを上昇させることなく抑制できること。
【解決手段】固定型11に対して移動可能な可動型12と前記固定型11との間に形成されたキャビティ14内に樹脂材料を充填して、天板3の裏面3Bにリブ4が形成される樹脂成形品2を成形する樹脂成形品の成形方法であって、キャビティ14内に、発泡剤を添加した樹脂材料を溶融状態で充填し、その後、可動型12の位置を保持し且つキャビティ14内を略大気圧に保持した状態で、溶融樹脂1を冷却して樹脂成形品2を成形するものである。
(もっと読む)
発泡パネル及びその成形方法
【課題】発泡パネルの剛性及び断熱性を高めるとともに、軽量化を実現する。
【解決手段】平面部13の表裏両面をソリッド部19で連続して構成し、ソリッド部19の反開放側の面に、突条17を突設し、ソリッド部19の内部に空間部23を設ける。空間部23に、ソリッド部19の表裏両面を橋絡する発泡層からなる橋絡部21を突条17に対応して設ける。
(もっと読む)
一体成形された細長い要素を有する容器
【課題】燃料タンクの剛性を高め、燃料タンク壁厚を薄くすることにより、使用材料の量を減少させる燃料タンクの形成方法および成形用装置を提供する。
【解決手段】燃料タンクを形成するためのキャビティを用意する工程と、前記キャビティ内に一以上の細長い要素(例えばワイヤの補強材)を挿入する工程と、前記キャビティ内で前記細長い要素の近くにパリソンを配置する工程と、前記パリソンに流圧を加え、これにより前記パリソンを変形させて前記パリソンの表面に前記細長い要素を係合させ、一体化させる工程とにより、燃料タンクを形成する。
(もっと読む)
射出成形方法
【課題】多点ゲート方式にて射出成形を行うにあたって、二方向から溶融樹脂材料が流入する場合であってもウエルドの発生を抑制するとともに、仮にそのウエルドの発生が不可避であっても当該ウエルドを目立ちにくいものとする。
【解決手段】バンパーフェイシアBfのバンパーサイド部Sbにはモール溝Mが延在していて、そのモール溝Mの底部に開口部としての複数の係合溝Hが間歇的または不連続で形成されている。バンパーサイド部Sbの成形に際して、矢印D方向からの溶融樹脂材料の流入をもってモール溝Mの末端まで回り込ませるものとする。その後にサイドゲート21から溶融樹脂材料を流入させる。これにより、モール溝mまたはその近傍でのウエルドの発生を抑制する。
(もっと読む)
取付部を備えた容器
【課題】ブロー成形時に、容器、例えば、車両用燃料タンクの取付部付燃料給油口を成形する方法と装置を提供する。
【解決手段】取付部36を備えた容器12を成形する方法は、成形面と、前記成形面の一部を画定する凹型領域24と、分割するために互いに開くと共に密閉するために互いに閉じる金型部14と、を有する金型、を設ける工程を有する。金型が開いた時に、溶融プラスチックパリソン16が金型に提供され、その後、金型が閉じられる。そして、パリソンの一部が凹型領域に入るように、パリソンが成形面に対して膨張する。凹型領域内に設けられたパリソンの一部は、取付部を画定するために、前記金型およびパリソンに関連して二次成形装置40を動かすことによって成形される。
(もっと読む)
発泡樹脂成形品の製造方法、及び、その発泡樹脂成形品の接合構造
【課題】寸法、形状、形成位置の精度が良い取付け孔を備えた発泡樹脂成形品の製造方法と、その発泡樹脂成形品の接合構造を提供する。
【解決手段】可動金型D2は固定金型D1との対向型面に取付け孔4を形成するための突部50を有し、固定金型D1は可動金型D2との対向型面に前記突部50の先端を収容するための凹部51と取付け孔4の外周縁にリブ3を形成するための環状溝52とを有するものとする。発泡工程では可動金型D2を所定ストローク長L後退することにより、可動金型D2と固定金型D1との間に発泡スペースを形成し、発泡させることにより、取付け孔4とその外周縁のリブ3とを備えた発泡樹脂成形品1を成形する。半成形品10の段階で形成されたリブ3の先端部が固定金型D1の環状溝52から完全に抜け出ないことにより、その発泡時に生じる取付け孔4の径方向形状変形が防止される。
(もっと読む)
気泡シート及びその製造方法
【課題】空気層を介することなくフィルムを密着させた密着部に識別表示が付されるので、凹凸がくっきりと形成されるだけでなく、シート両面から識別表示が視認可能な気泡シートを提供する。
【解決手段】二つのフィルム11,12の間に空気層Kを介在させた気泡部13と、空気層Kを介することなく二つのフィルム11,12を密着させた密着部14と、を有する気泡シート10であって、密着部14に、所定の識別表示11bを凹設形成した構成としてある。
(もっと読む)
射出成形方法、射出成形品及び射出成形金型
【課題】異なる樹脂材料を用いて形成した複数の成形部材を備える射出成形品に関し、機能性の要求と外観品質の要求を両立させること。
【解決手段】成形用可動入れ子26を含む固定側金型22と可動側金型24との間に形成した、大断面積空間と小断面積空間とが連続している形状の第一成形空間へ溶融結晶性樹脂R1を射出し、第一成形空間へ射出された溶融結晶性樹脂R1が固化した後に移動させた成形用可動入れ子26を含む固定側金型22と可動側金型24との間に形成した、大断面積空間のうち小断面積空間と連続している部分以外を包囲する形状の第二成形空間へ溶融非結晶性樹脂R2を射出し、溶融非結晶性樹脂R2を固化させて射出成形品を製造する。
(もっと読む)
継手の製造方法
【課題】内筒部にシール部材が装着された後に外部からそのシール部材を視認することができ、シール部材の装着忘れを防止することができる継手の製造方法を提供する。
【解決手段】継手本体13の外周面を成形する一対の分割型31と、分割型31に貫通されて内筒部の嵌着溝を成形する入れ子41と、差込空間及び内筒部の内側の流路を成形するスライドコア33、38とを備えた成形用金型30を型締めし、該成形用金型内に形成されるキャビティに溶融樹脂を射出して成形することにより、継手本体13に樹脂パイプが差し込まれる差込空間を形成する内筒部及び外筒部が一体形成され、内筒部の外周面には外端部よりも内端側に位置する嵌着溝が設けられ、シール部材の装着を外部から視認するための視認窓が外筒部の対向する位置に一対設けられた継手を製造することができる。
(もっと読む)
21 - 40 / 978
[ Back to top ]