
Fターム[4F202AG28]の内容
プラスチック等の成形用の型 (108,678) | 一般形状、構造物品 (7,435) | 部分(細部) (2,010) | リブ又は突起を有するもの (978)
Fターム[4F202AG28]に分類される特許
61 - 80 / 978
合成樹脂製キャップ成形用の金型構造
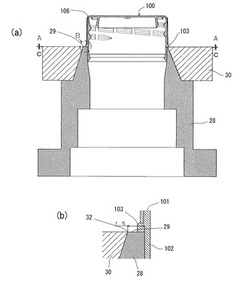
【課題】ストリッパーが係止する位置とネジコアの有効ネジ始め部対応位置間の軸方向距離を短くしてもネジ垂れを発生させることなく、合成樹脂製キャップを成形することができる金型構造を提供する。
【解決手段】スカート壁外周部の係合突起に係合してキャップを突き出して離型するストリッパー30を有し、該ストリッパーはネジコア24の有効ネジ始め部対応位置を含む所定範囲の真下に対向する天面内周部に切欠部32を形成してなり、型抜きに際して切欠部32はスカート壁101を拘束しないので、その部分のスカート壁は外方へ拡がりやすくなり、最も抵抗が大きいアンダーカット部分の型抜き抵抗を緩和する。
(もっと読む)
発泡合成樹脂成形体

【課題】簡易な構成にて、延出部を主体部側に比較的容易に且つ精度良く屈曲変形させることが可能であり、且つ屈曲変形させた後に、その状態を比較的容易に維持させることが可能な発泡合成樹脂成形体を提供する。
【解決手段】発泡合成樹脂成形体1は、主体部3と、該主体部3から延出した延出部4,5とを有し、発泡合成樹脂が該主体部3から該延出部4,5の延出方向の先端側に向かって膨張することにより、該主体部3及び延出部4,5が該発泡合成樹脂により一体に成形されている。発泡合成樹脂成形体1は、使用時には、延出部5を、その先端側が主体部3に接近するように変形させて使用される。延出部5には易変形部が設けられている。
(もっと読む)
車両用内装材
【課題】特定の組成の樹脂原料を用いて、射出成形法により基体の表面にクリップ保持部が形成された車両用内装材を提供する。
【解決手段】基体1と、基体1の表面に設けられるとともに、クリップを保持するためのクリップ保持部2と、を備え、クリップ保持部2は、基体1の表面に、樹脂原料を用いて射出成形法により形成されており、樹脂原料には、熱可塑性樹脂(ポリプロピレン等)と熱可塑性エラストマー(オレフィン系熱可塑性エラストマー等)とが含有され、熱可塑性樹脂と熱可塑性エラストマーとの合計を100質量部とした場合に、熱可塑性エラストマーは20〜80質量部(特に30〜70質量部)である。
(もっと読む)
発泡合成樹脂成形体及びその製造方法
【課題】穴状部が貫通孔である場合には、発泡成形時に該穴状部を塞ぐバリ部を形成することなく、該穴状部の周辺部にボイド等の成形不良が生じることを十分に防止ないし抑制することが可能であり、該穴状部が非貫通状である場合には、該穴状部の底部にボイド等の成形不良が生じることを十分に防止ないし抑制することが可能な発泡合成樹脂成形体の製造方法及び発泡合成樹脂成形体を提供する。
【解決手段】少なくとも第1の型21と第2の型22とを有する金型20を用いて、外面に穴状部3を有する発泡合成樹脂成形体1を製造する。第1の型21のキャビティ内面に、穴状部3を形成するための凸部23が設けられており、金型20は、型締めした状態において、凸部23の突出方向の先端面が第2の型22のキャビティ内面に所定の間隔をあけて対向するように構成されている。金型20を型締めした状態において、凸部23の先端面と第2の型22のキャビティ内面との間に金型20内の気体を気体誘導手段で誘導する。
(もっと読む)
車両用内装材
【課題】別部品の十分な接合強度を確保して製品品質を向上させることができる車両用内装材を提供する。
【解決手段】本車両用内装材は、内装基材(天井基材2)の表面に別部品(リテーナ3、サイドクリップ4)を射出成形にて形成してなる車両用内装材(車両用天井材1)であって、内装基材の表面側には、非通気性を有する通気止め用シート層7が設けられており、内装基材には、別部品の接合面を含む表面から通気止め用シート層を貫通して孔13、15が穿設され、孔内には別部品の一部が入り込んでいる。
(もっと読む)
電気融着継手の製造方法
【課題】製造歩掛りを高め、接合作業の管理をインジケータによって確実に行える信頼性の高い電気融着継手を製造することが可能を可能にする電気融着継手の製造方法を提供する。
【解決手段】電熱線3を取り付けた内型と、凹所8及びインジケータ13を形成するための棒状のインジケータピンを備える外型とを型締めして形成した射出空間に溶融樹脂を射出し、凹所8及びインジケータ13を有する継手本体2を成形する。そして、このとき、インジケータピンの先端から外型に接続する後端側に向けて凹設され、溶融樹脂を充填してインジケータ13を形成するためのインジケータ形成用孔を、先端側が後端側よりも大径になるように形成しておき、段部14を境にして一端13a側に他端13b側よりも大径の大径部15を備えたインジケータ13を形成する。
(もっと読む)
ダクト
【課題】工数を増やすことなく、所望の形状が得られると共に、ファンの作動音を低減させ、ダクトの過剰加熱を抑制することが可能なダクトを提供する。
【解決手段】本実施形態のダクト(1)は、熱可塑性樹脂に発泡剤を添加して成形されたダクト(1)であり、ダクト(1)の内側から見て凸形状、ダクト(1)の外側から見て凹形状となるリブ(2)を有することを特徴とする。
(もっと読む)
射出成形体
【課題】不良品の流出を防ぎ、品質の安定化をはかることができる射出成形体を提供する。
【解決手段】射出成形体10は、樹脂の流動方向に並ぶ2つの閉じた淵構造を備え、淵構造の一方の淵11で発生した会合部13の会合角が一定角度以下になる距離に、淵構造のもう一方の淵12を有し、会合部13に荷重をかけ、会合部13の変化に基づいて良否判定が行われる。
(もっと読む)
発泡射出成形品
【課題】ゲート部からの破断の拡大を抑えた発泡射出成形品を提供する。
【解決手段】本発明の発泡射出成形品1は、発泡層5が外部に露出している、少なくとも1つのゲート部2を有している。そして、発泡射出成形品の表面から突出して、ゲート部2の周囲を囲んでいる、ゲート部2からの破断を止めるためのリブ3が、ゲート部2の少なくとも1つに対応して設けられている。
(もっと読む)
発泡成形用金型及び発泡成形方法
【課題】キャビティの内方へ突出する凸部が設けられていても、脱型後のフィルム復帰時にフィルムをスムーズにキャビティの内面に沿って配置することが可能な発泡成形用金型と、この発泡成形用金型を用いた発泡成形方法とを提供する。
【解決手段】金型10は、上型12及び下型11を有している。金型10は、少なくとも下型11のキャビティ13の内面に沿って配設されたフィルム20と、該フィルム20とキャビティ13の内面との間への流体の供給及び該流体の排出のための給排手段とを備えている。キャビティ13内には、該キャビティ13の内方へ突出する凸部30が設けられている。凸部30は、フィルム20と共にキャビティ13の内面に対し接近及び離反移動可能である。
(もっと読む)
樹脂射出成形品
【課題】円筒部1と、その先端に当該円筒部の他部分より外径が大きい山状の膨出部2とを有する樹脂射出成形品であって、離型時に低い引抜力での無理抜きを可能とし、膨出部2に外観不良が残りにくい樹脂射出成形品を提供する。
【解決手段】少なくとも前記膨出部2に対応する内周形状が、円筒軸に対して垂直な面である径方向断面において凹凸を繰り返す鋸歯形状3とし、更に凹部に半径R2の丸みを付与することで、外形を変えずに無理抜き時のたわみを吸収して、成形品が円筒半径方向にすぼまりやすくなり、引抜力が低減されて膨出部2に発生する応力も低減させることができる。鋸歯形状3は凹凸を繰り返す形状であり、円筒軸方向に向う側である凸部と円筒軸方向から遠ざかる側である凹部とから構成される。
(もっと読む)
射出圧縮成形金型及び射出圧縮成形方法
【課題】固化する前の溶融樹脂を圧縮部材により圧縮しながら押し込んで形成した凹部を有する成形品の製造において、成形品の損傷を抑制して、成形品の品質低下を抑制すること。
【解決手段】固定側金型2と可動側金型4との間に型閉じ状態において形成されている成形空間内へ射出された溶融樹脂が固化する前に、圧縮部材24を成形空間内へ移動させて固化する前の溶融樹脂を圧縮して押し込んで凹部を形成し、溶融樹脂を圧縮した圧縮部材24を溶融樹脂が固化した後に移動させて固化した溶融樹脂から離間させ、圧縮部材24を離間させた状態でエジェクターピン26を移動させて、可動側金型4に接触している固化した溶融樹脂からなる成形品Pを押圧して、可動側金型4から取り出す。
(もっと読む)
樹脂成型品及び表示装置
【課題】フローマーク等の外観不良を抑制することが出来る樹脂成型品を提供する。
【解決手段】本発明に係る樹脂成型品は、ベース部から立ち上がる立上り壁4を有し、該立上り壁4の上端面には、樹脂成型時に樹脂材料を注入して形成されるゲート部5が露出している。そして、立上り壁4の外観側とは反対側の内面41には、ゲート部5を挟んで両側部に、立上り壁4の肉厚を立上り壁4の上端面へ向かって徐々に減少させる絞り面51、51が形成されている。
(もっと読む)
光沢面を有するキャビネット及び表示装置
【課題】凸形状の刻印を付したムラのない光沢面を有するキャビネットを提供する。
【解決手段】光沢面を有するキャビネット10は、前記光沢面に凸形状の刻印30を付して構成される。前記キャビネット10は、金型40に逆柄の刻印41を凹設した金型を用いて成形することができる。
(もっと読む)
光輝材を有する熱可塑性樹脂の射出成形体の製造方法、及び射出成形体
【課題】光輝材を有する熱可塑性樹脂を成形する場合において、リブやボスを有するような、比較的複雑な形状であっても光輝材の配向乱れが抑制された射出成形体を得ること。
【解決手段】リブ12やボス13を有する部位14の厚みを、有しない部位15の厚みよりも0.1mmから3.0mm厚く設計した金型を用い、平均粒径が120μm未満の光輝材を有する熱可塑性樹脂を成形する射出成形体の製造方法において、前記金型の温度をキャビティ内の前記熱可塑性樹脂温度が荷重たわみ温度以上を保てるような温度に上げる工程と、前記金型のキャビティ内に溶融した前記熱可塑性樹脂を射出して流し込む工程と、前記金型の温度を下げて前記熱可塑性樹脂を硬化させる工程とを含む。
(もっと読む)
注型成形金型、並びに成形品の製造方法
【課題】リブを備えた成形品であってもリブに発生するヒケを抑制可能な注型成形金型、並びに成形品の製造方法を提供することである。
【解決手段】注型成形金型1は、裏面型2と表面型3を有し、成形キャビティ4を有している。成形キャビティ4は、裏面型2と表面型3とが合わさって形成される空間であり、成形品30を成形可能なものである。注型成形金型1は、温度調節手段10を内蔵している。温度調節手段10は、表面側温度調節手段11と、裏面側温度調節手段12と、リブ側温度調節手段13との3系統に区分されている。表面側温度調節手段11は、成形品30の表面31に各々相当する位置の温度を制御可能である。裏面側温度調節手段12は、成形品30の裏面32に相当する位置の温度を制御可能である。リブ側温度調節手段13は、成形品30のリブ33に相当する位置の温度を制御可能である。
(もっと読む)
車両用バンパーおよびその成形方法
【課題】射出成形によるウェルドライン発生の抑制と、薄肉,軽量化が可能な車両用バンパーおよびその成形方法の提供を図る。
【解決手段】バンパーセンター2からバンパーサイド3に亘ってモール嵌合溝4を備え、その溝底にはサイドモール6のクリップ7が圧入,係着する止着孔5を形成してある。リャバンパー1の射出成形に際しては、ゲートG1〜G3が集中するバンパーセンター2の板厚TCを小さく、バンパーサイド3の板厚TSを大きくした異なる板厚分布で成形することにより、止着孔5を形成する可動コア周りでの溶融樹脂の会合角度を大きくして、ウェルドラインの発生を抑制できるようにしている。
(もっと読む)
組立て物用クッション体の成形方法
【課題】本体あるいは可動体にクッション体を組付ける作業およびクッション体の部品管理を不要とする。
【解決手段】組立て物を構成する本体と、この本体に対して移動可能な可動体との接触時の衝撃を緩衝するために相互の接触部に設けられるクッション体の成形方法であって、本体あるいは可動体(蓋体16)の一方を基材とし、基材の接触部に相当する箇所に成形型(上型50あるいは下型52)を配置して該成形型と基材との間にキャビティ54を構成する。このキャビティ54に溶融状態の弾性材料を射出することにより、接触部に位置するクッション体を基材と結合された状態に成形する。
(もっと読む)
合成樹脂製射出成形品及びその射出成形方法
【課題】 本発明は、センターゲートが配設される中央部分が薄肉で、その周縁部に厚肉部を有する成形品におけるひけの発生を抑制することを課題とし、高品位の外観を有し、意匠性に優れた射出成形品を提供することを目的とする。
【解決手段】 中央部分を薄肉に形成し、この中央部分の周縁を厚肉に形成した合成樹脂製の射出成形品において、金型の、成形品の中央部分に対応する部分の所定範囲内に配設した複数個のピンゲートを介して溶融樹脂をキャビティ内に射出充填することによって成形した成形品を一次成形品とし、この一次成形品をインサート材として、一次成形品の少なくとも表側面に被覆状に溶融樹脂を流動させて第二次射出成形を実施して成形したものとする。
(もっと読む)
エジェクタピン及び金型装置並びに樹脂成型品及び電子機器
【課題】エジェクタピンとの接触部における反対側面の部分の白化を抑制でき、これにより、外観品位を損なうことを有効に防止できるエジェクタピン及び金型装置並びに樹脂成型品及びそれを備えた電子機器を提供する。
【解決手段】金型装置100におけるエジェクタピン124の第2当接面124bには、リブ220の一側面222に設けられた突起部224を成型する突起部成型凹部124dが設けられている。樹脂成型品200のリブ220の一側面222には、エジェクタピン124における突起部成型凹部124dにより成型された突起部224が設けられている。金型装置100におけるエジェクタピン124が長手方向Hに沿った突き出し方向H1へ突き出されることで押し出される位置は、リブ220の突起部224における突き出し方向H1の上流側の端面224aを含む。
(もっと読む)
61 - 80 / 978
[ Back to top ]