
Fターム[4F202AG30]の内容
プラスチック等の成形用の型 (108,678) | 一般形状、構造物品 (7,435) | 部分(細部) (2,010) | ヒンジ部を有するもの (49)
Fターム[4F202AG30]に分類される特許
1 - 20 / 49
樹脂成形品の組付け構造
【課題】断面略コ字状に形成された樹脂成形品を相手部材に組み付ける場合の組付け作業を容易にする。
【解決手段】センターロアパネル7の開放側幅方向両端部に、先端側から基端側に向かって車幅方向内側に傾斜する先端側ガイド面47aを有する位置決めピン45を突設する。両位置決めピン45を両貫通孔53に貫通させることにより、先端側ガイド面47aを貫通孔53の内周縁に車幅方向外側から摺接させて両位置決めピン45を車幅方向外側に移動させて両位置決めピン45形成箇所におけるセンターロアパネル7の開放幅を組付け状態における開放幅よりも広げるとともに、係合爪31を、その車幅方向内側への移動が係合孔51により規制される位置に誘導する。
(もっと読む)
複合ヒンジキャップの成形方法

【課題】キャップ本体及び上蓋がヒンジ連結された筒状側壁を組み合わせてなる複合キャップを、生産性及び成形性よく提供可能なヒンジキャップの成形方法を提供することである。
【解決手段】頂板部及びスカート部から成り、頂板部にはスコアで区画された開口予定部が形成され、該開口予定部を取り囲むと共に注出方向の反対側に切欠きを有する注出用ノズルが形成されてなるキャップ本体、及び前記スカート部を外側から覆う筒状側壁及び該筒状側壁の上部の一端にヒンジ連結された上蓋から成る外側部材を、前記注出用ノズルの切欠きとヒンジが同じ位置になるように組み合わせて成る複合ヒンジキャップの成形方法において、前記キャップ本体及び上蓋を開いた状態の外側部材を射出成形するに際して、キャップ本体と筒状側壁が、金型の型開き方向に離隔して並列に位置し、注出用ノズルの切欠きとヒンジが一致する位置になる同一金型内で成形し、射出成形後型抜きの際にキャップ本体及び外側部材を組み合わせることを特徴とする。
(もっと読む)
音響用部材の製造方法
【課題】エッジの成形後に切断作業を行う必要がなく、良好な製品特性が維持されたエッジを備えた音響用部材を得ること。
【解決手段】音響装置フレームFに装着されるガスケット3と、ガスケットに接合され且つガスケットを形成する材質よりも軟質材で形成されたエッジ4と、を備える音響用部材1の製造方法であって、エッジの射出成形時に、音響用部材の軸線O方向に開口し、且つガスケットとエッジとの接合面3aに向くピンゲート46から成形用金型のキャビティ内に溶融樹脂を射出して、ガスケットに接合される接合部12の軸線方向の肉厚を、ガスケットよりも径方向の内側に配設される他の部分(10、11、13)の肉厚よりも厚く成形し、ガスケットの径方向の内側に連続し、且つピンゲートの開口方向の前方側に位置するエッジの面が、接合面と同一平面上、又は接合面よりもピンゲートの開口方向の前方側に位置している音響用部材の製造方法を提供する。
(もっと読む)
樹脂製中空成形品の製造方法及びその装置
【課題】押出し成型装置によっては成型できない多様な断面形状の軽くて剛性のある樹脂製中空成型品を効率よく一体成型できる製造方法とその装置を提供すること。
【解決手段】型締めした一対の金型の内部に形成されるキャビティー内に進退可能に挿入して位置決めされたインサートスライダの周囲面と前記両金型の成型面の間に形成されるスペースに熱可塑性の溶融樹脂を同スペースの一端から導入して、前記スペース内への溶融樹脂の充填が完了してから前記インサートスライダを外部に抜き出し、その後に前記金型を開放することにより前記キャビティー内にて成形された中空成型品を搬出するようにした樹脂製中空成型品の製造方法とその装置。
(もっと読む)
ダクト及びその製造方法
【課題】熱可塑性樹脂又は熱硬化性樹脂を含む不織布から加熱圧縮成形により形成されたダクトにおいて、フランジ部が他部品等と擦れ合った場合に異音を生じ難いダクトの提供を目的とする。
【解決手段】熱可塑性樹脂又は熱硬化性樹脂を含む不織布を加熱圧縮成形して賦形したダクト半体11同士を重ね合わせ、ダクト半体11の両側に形成されているフランジ部15で接合したダクト10であって、フランジ部15の基部16を不織布が圧縮された状態とし、フランジ部15の先端部17を不織布の非圧縮状態として、フランジ部15の先端を柔らかく、かつ不織布本来のクッション性を有するものとした。
(もっと読む)
電池パック用ケース、その製造方法、電池パック及びその製造方法
【課題】難燃性を確保しながら薄肉部を形成できるようにするとともに、電池パック用ケースの形状が制約されないようにする。
【解決手段】電池パック用ケースは、第1ケース構成部21と、この第1ケース構成部21に結合される部位を有する第2ケース構成部22と、を備えている。第1ケース構成部21と第2ケース構成部22とが互いに結合されることによって電池を収納する空間が形成される。第1ケース構成部21及び第2ケース構成部22は、難燃性の樹脂フィルムからなる第1樹脂部25と、第1樹脂部25の所定の部位を残しつつ、当該第1樹脂部25における前記所定の部位とは異なる部位に樹脂を一体成形した第2樹脂部26と、をそれぞれ備えている。
(もっと読む)
自動車用樹脂成形品及びその製造方法
【課題】取付部の折り曲げが容易で、しかも、折り曲げ工数が増大したり、折り曲げ後の折り曲げ位置にバラツキが出たりしない自動車用樹脂成形品を提供する。
【解決手段】長尺状のシルカバー本体11と、シルカバー本体11の長手方向に沿って折り曲げ可能に設けられた複数のヒンジ部21と、各ヒンジ部21に連結され、ヒンジ部21の折り曲げによって車体取付位置に位置を変更できる複数の取付部30A〜30Fと、3箇所の取付部30B,30C,30Dの間を連結する連結部32とを備えた。
(もっと読む)
容器
【課題】より滑らかな穴断面を有する容器及びその製造方法を提供すること。
【解決手段】コア21と、キャビティ22と、スライドコア23と、を間隙を設けて配置し、間隙に樹脂を充填することによって、穴のあいた容器本体部と、容器本体部の穴を覆うことが可能な蓋部と、を有する容器を製造する方法であって、コア21とキャビティ22の間隙に樹脂を充填することにより容器本体部の一部を形成すると共に、コア21の一部とキャビティ22の一部とを接触させて容器本体部の一部に穴を形成し、キャビティ22とスライドコア23の間隙に樹脂を充填することにより蓋部を形成し、スライドコア23とコア21との間隙に樹脂を充填することにより前記容器本体部の残りの一部を形成する容器の製造方法とする。
(もっと読む)
一体成形によるディスク収納体およびその製造方法
【課題】高速射出を必要としない一体成形による製品とその製造方法に関し、成形時に高周波を利用した一体成形による軽量なディスク収納体と、その製造方法を提供する。
【解決手段】金型と、可動コアと、固定コアと、ゲートと、からなる成形機を用いた一体成形によるヒンジ部を有する収納体の製造方法であって、可動コアを一旦移動して樹脂流動層を確保する工程と、金型にゲートから樹脂を注入する工程と、樹脂が固化する前に可動コアを接近移動させるとともに金型のヒンジ成形部に高周波振動を与える潰し込み工程と、からなる収納体の製造方法である。
(もっと読む)
エアバッグシュータの製造方法
【課題】基材表面の見栄えの悪化及びヒンジの剛性低下、破損等を防止する。
【解決手段】固定型39には、受け部21に対応するように段差部39aが形成され、第2可動型43は、段差部39aに対応するようにフラップ29の先端縁裏面を成形する突起43aを有する。エアバッグシュータ15の成形後、第1可動型41を型開き方向に移動させてエアバッグシュータ15のフラップ29及び反ヒンジ31側を除くフランジ35の表面から離間させる。その後、第2可動型43を型開き方向に移動させてエアバッグシュータ15の反ヒンジ31側のフランジ35の表面及び反ヒンジ31側の枠体17のシューティング口27側端面から離間させるとともに、フラップ29の先端裏面を第2可動型43の突起43aで型開き方向に押すことによりフラップ29先端側部分を撓ませながら固定型39から離間させてフラップ29の先端縁を突起43aから離脱させる。
(もっと読む)
成形レンズ
【課題】小型化が可能で、かつ、バリによる生じる悪影響を抑えることが可能な、光ピックアップ装置用の成形レンズ及び成形レンズ金型を提供する。
【解決手段】本発明に係る成形レンズは、第1光学面を有する入射面と、第2光学面を有する出射面とを備え、外周形状が、光軸を含む平面に対して略平行な第1直線部と、該第1直線部と平行かつ前記平面を挟んで対称な第2直線部と、前記第1直線部と第2直線部の端部同士を連設する2つの円弧部とから構成される。また、光軸を中心とした略円形の第1光学面及び第2光学面の周縁の一部が、前記第1直線部及び前記第2直線部により切り欠かれている。
(もっと読む)
鍵成形用金型
【課題】 鍵の成形体に歪が生じることを防止して形状精度を向上することのできる鍵成形用金型を提供すること。
【解決手段】 略四角棒状の鍵本体11と、鍵本体11の後端側に配置された支点部12と、鍵本体11の後端部と支点部12とを連結するヒンジ連結部13とで構成された白鍵10を成形する鍵成形用金型20を、白鍵10の上面側を形成する固定型21と、白鍵10の下面側を形成する可動型22とで構成した。そして、固定型21を後部形成部21aと前部形成部21bとに分割し、その分割面25間に外部の空気を導入するための隙間を設けた。
(もっと読む)
車両用プロテクタの製造方法及び車両用プロテクタ
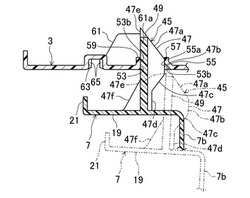
【課題】 ブロー成形によって車両用プロテクタを成形するときに、ブロー成形体の壁部の切開とヒンジ部の形成が容易にできるようにすることである。
【解決手段】 第1及び第2の成形型46,47より成るブロー成形型Sにおいて、プロテクタ本体1と蓋体2の取付座部12の大部分が含まれるように仮想円筒59を設定し、その中心59aに、ブロー中心P(パリソン18の軸心)を配置する。この成形型Sにおいて、仮想円筒59からはみ出した部分に設けられた鋭角状の張出し部成形部48,49に、パリソン18が流動して形成された張出し部3,4のうち、正面側の張出し部3を軸方向に切開し、背面側の張出し部4の頂部をヒンジ部6とし、ヒンジ部6を回動支点として蓋体2をプロテクタ本体1に対して開閉可能とする。ヒンジ部6が形成される背面側の張出し部4を、ブロー中心Pから最も遠くに配置することにより、その肉厚t4が薄くなり、蓋体2を回動させる操作が容易になる。
(もっと読む)
蓋付き容器のシート成形金型
【課題】汁漏れを防止しながら、より確実に蓋を閉じた状態を保持可能な嵌合フランジ構造を有する蓋一体型プラスチック容器のシート成形技術を開示する。
【解決手段】ヒンジを介して一体成形される容器本体および蓋のフランジそれぞれに凸条部および当該凸条部が嵌合可能な凹条部を周設してなるプラスチックシート製の蓋付き容器を前記蓋が開いた状態でシート成形する金型であって、前記容器本体および蓋の前記フランジの型面それぞれを前記凸条部および凹条部が成形可能な凸条型および凹条型とすると共に、前記容器本体の収容凹部に対応する型面を凹型とした固定雌型と、容器本体の前記収容凹部に対応する型面を凸型とすると共に、前記凹条部に対応する型面を凸条型とし、この凸条型で軟化させたプラスチックシートを前記雌型の凹条型に押し込み可能とした移動雄型との組み合わせからなる。
(もっと読む)
筒部材および筒部材成形方法および金型
【課題】インテグラルヒンジ部付近が径方向内側に没入しにくい筒部材、および筒部材成形方法、および筒部材の成形に用いる金型を提供することを課題とする。
【解決手段】筒部材成形方法は、インテグラルヒンジ部40と、インテグラルヒンジ部40を介して周方向に連結される複数の分割体41f、41rと、を一体的に備え、インテグラルヒンジ部40を湾曲させることにより全体として筒状態になるエラストマー製の筒部材4を、インテグラルヒンジ部40を湾曲させない展開状態で成形する筒部材成形方法であって、インテグラルヒンジ部40を成形するヒンジ成形部230と、複数の分割体41f、41rを成形する複数の分割体成形部231f、231rと、を備えるキャビティ23の、少なくともヒンジ成形部40に、軸方向一端から軸方向他端に向かう方向に、溶融原料を流動させることを特徴とする。
(もっと読む)
自動組み立て装置
【課題】複数の部品からなる物品を製造する場合に、組み付け工数を低減してコストの低減を図るとともに、誤組み付けが起こり難くする。
【解決手段】自動組み立て装置4は、予め成形された本体部品2を供給する本体部品用パーツフィーダ15と、予め成形された弁体部品3を供給する弁体部品用パーツフィーダ16と、本体部品用パーツフィーダ15から供給された本体部品2を位置決めする位置決め装置25と、弁体部品用パーツフィーダ16から供給された弁体部品3を本体部品2に組み付ける組み付け装置23とを備えている。
(もっと読む)
ガイドレールの製造方法及びガイドレール
本発明は、少なくとも2つの離間するガイド面(1、2)であって、対応する側で連接膜(3)を介して連接されたガイド面を具備する種類のガイドレールの製造方法に関する。第1工程は、ガイド面が、連接膜の所定部分回りでの仮想的な折りたたみ動作を通じて、所望の最終位置に比較してより離れて離間する形態においてガイドレールを製造することであり、次の工程は、前記ガイド面を所望の最終位置に向けて移動させることである。その上で、ガイドレールが供給される。 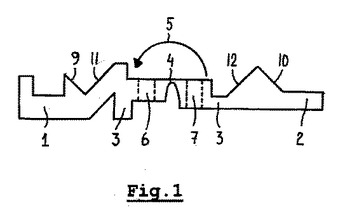 (もっと読む)
(もっと読む)
成形型装置
【課題】低コストで、しかも、簡単構造で管理面が簡単化し、さらに、見栄えが良いうえ耐久性に優れた成形型装置を提供する。
【解決手段】物品収納用凹部の内周面にその全周にわたって環状溝部が形成された成形品を成形するために用いられる雄,雌一対の成形型1を備え、上記雄型1が、中央本体部11と、この中央本体部11の外周面にスライド自在に配設される4つのスライド部14,15とからなり、これら4つのスライド部14,15が、2つの棒状スライド部14と2つのく字状スライド部15とからなり、これら両く字状スライド部15が、それ自体の中央部分が外側に向かって突出する略く字状に形成され、中央本体部11の外周面が、その軸心方向に沿って内向きに傾斜する上り傾斜面に形成され、各スライド部14,15の上端部の外周面に、成形品の環状溝部を形成するための環状突条部が形成されている。
(もっと読む)
ばね部材、ばね部材の製作方法、及びサーボ型センサ
【課題】 所望する厚みの薄肉ヒンジ部を有する薄板状のばね部材を、高精度、低コストで効率良く製作することができるばね部材、そのばね部材の製作方法、及びそのばね部材を有するサーボ型センサを提供することを目的とする。
【解決手段】 固定子に取り付けられる固定部2と、可動子に取り付けられる可動部3と、固定部2と可動部3との間に配設された薄肉ヒンジ部4と、を備え、薄肉ヒンジ部4が弾性変形して可動部3がその板厚方向に揺動運動する薄板状のばね部材1において、固定部2、可動部3及び薄肉ヒンジ部4が、液晶ポリマーによって一体に成形され、薄肉ヒンジ部4は、薄肉ヒンジ部4のヒンジ軸線L方向及び板厚方向にそれぞれ直交する方向に分子配向されている。
(もっと読む)
射出成形品
【課題】射出成形によって形成されるバネ部、ヒンジ部、あるいはスナップ部の特性に優れており、しかも、廃棄時に焼却処分したとしても化石燃料由来のCO2を排出することのない射出成形品を提供することにある。
【解決手段】雑音吸収具用ケースは、ポリアミド11を射出成形することによって一体成形されたもので、フェライトを夫々に収納するように分割された2個のケース部2,3と、ケース部2,3同士を連結する帯状のヒンジ4と、ケース部2,3のヒンジ4で連結されてない側の閉じ位置に係止フック12と係止爪13とを有する形態で、ヒンジ4を、ケース部2,3の縁より所定距離離してケース部2,3の外周壁に取り付けた構造とされている。
(もっと読む)
1 - 20 / 49
[ Back to top ]