
Fターム[4F202AJ12]の内容
プラスチック等の成形用の型 (108,678) | 装置又は装置部材の材料の特徴 (5,523) | 性質の特徴 (942) | 熱伝導性 (210)
Fターム[4F202AJ12]に分類される特許
41 - 60 / 210
成形機の型締装置
【課題】タイバによって連結された固定および支持プラテンと、それらの間で移動する可動プラテンとを含み、固定および可動プラテンにそれぞれ取り付けられた断熱板のその上から、固定側および可動側の金型がそれぞれ取り付けられ、その金型の取り付けの際に、その金型が金型取り付け部材によって締め付けられて固定されると、その締め付け力で断熱板が圧縮されて、その固定側金型とその可動側金型の間の平行度を悪くする。
【解決手段】そこで、本発明の成形機の型締装置では、ヤング率の大きい材質で形成されるとともに前記断熱板の厚み寸法よりも大きい厚み寸法に形成された断熱スペーサを、その断熱板をその厚み方向に貫通する複数の断熱スペーサ用の貫通孔に挿嵌させて、その断熱スペーサ用の貫通孔を、その断熱板の板面上の金型が面する領域内であって、その領域の中心点を通る上下方向と左右方向の直線に対して線対称の位置にそれぞれ形成させる。
(もっと読む)
射出成形又は射出圧縮成形を用いて低減されたひけを有する厚肉のプラスチック成形部品を製造するための装置及び方法
本発明は、射出成形又は射出圧縮成形を用いて厚肉のプラスチック成形部品を製造するための装置及び方法に関する。本発明に係る装置は、キャビティを備える射出成形又は射出圧縮成形のための工具を備え、工具が、キャビティに隣接する壁領域と、キャビティ近位の壁領域に隣接するキャビティ遠位のボディとを備え、工具のボディが、温度T1に温度調整可能に、壁領域が、温度T1とは異なる温度T2に温度調整可能に形成されていることを特徴とする。本発明に係る方法では、工具のキャビティ近位の壁領域の温度T2を射出プロセス前及び/又は中に、プラスチック成形材料のビカット温度TVより高い値にもたらして維持し、このとき、温度T2が工具のボディの温度T1を上回るようにし、キャビティ近位の壁領域の温度T2をプラスチック成形材料の硬化中かつ離型前にプラスチック成形材料のビカット温度TVを下回る温度にもたらす。結果として、軽減されたひけを有する、光学レンズ等の厚肉のプラスチック成形体が生じる。 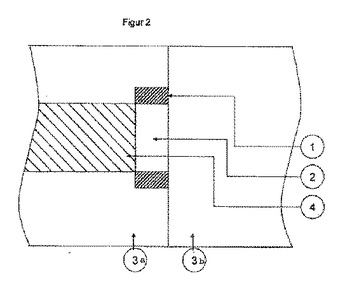 (もっと読む)
(もっと読む)
モールド用離型シームレスベルト

【課題】金型を用いて半導体パッケージ等を連続的に製造する際に用いる離型部材であって、連続稼動性や経済性に優れ、金型を閉じた際の密着性が高くシワの発生が抑制でき、金型を開いた際の離型性に優れる、高い耐久性を有する離型部材を提供する。
【解決手段】本発明のモールド用離型シームレスベルトは、ポリイミド樹脂を含む内層と、エラストマーを含む外層とを備える。
(もっと読む)
プラスチック成形金型用鋼およびプラスチック成形金型
【課題】耐食性、熱伝導性を有しつつ、磨き仕上げ時のうねりを抑制可能なプラスチック成型金型用鋼を提供する。
【解決手段】質量%で、C:0.09%〜0.13%、Si:0.10%〜0.40%、Mn:0.30%〜0.80%、P:0.030%以下、Cu:0.80%〜1.20%、Ni:2.50%〜3.50%、Cr:2.0%〜3.0%未満、Mo:0.10%〜0.40%、V:0.01%〜0.10%、N:0.0200%以下、O:0.0100%以下、および、Al:0.50%〜1.50%以下を含有し、残部がFeおよび不可避的不純物よりなり、かつ、3.4≦10×C+Mn+Cr≦4.8を満たす鋼とする。
(もっと読む)
成形型の製造方法
【課題】蒸着用の釜を用いることなく安価に作製することができる成形型の製造方法を提供する。
【解決手段】先ず、モデル型25の上に型枠11を取り付け、型枠11内にコンクリート12を流し込んで固化させる。次に、モデル型25から脱型した後、型枠11内のコンクリート表面に配管13を配置する。その後、型枠11内のコンクリート表面に金属層14をコールドスプレー法により形成して配管13を埋設する。
(もっと読む)
成形用型および樹脂部材の製造方法
【課題】硬化時間を短縮することにより樹脂部材の生産効率を向上させることが可能な成形用型および樹脂部材の製造方法を提供する。
【解決手段】
金型1は、薄肉部と、薄肉部に比べて肉厚の大きい部位である厚肉部とを有し、熱硬化樹脂からなる樹脂部材を成形するための成形用型であって、薄肉部に対応する薄肉成形部13Aと、厚肉部に対応する厚肉成形部13Bとを含むキャビティ部13を取り囲む本体部10と、本体部から厚肉成形部13Bに向けて突出するピン14とを備えている。
(もっと読む)
断熱材を有する熱成形金型および関連方法
【課題】装飾が重なり合う領域では、装飾の厚さが2倍になり、装飾および/または食品用鉢上の装飾の2つの厚さの間に不完全な結合が通常観察される。これを解決する為の金型と方法を提供する。
【解決手段】装飾を有する食品用鉢を熱成形するための金型および関連方法に関し、前記金型(1)はプレートの形をしていて、その厚さ内に鉢を熱成形するための少なくとも1つのセル(2)が形成され、前記金型は、前記金型の熱浸透率より小さい熱浸透率を有するエレメント(3)を備え、前記エレメント(3)は前記セルの周壁(21)の少なくとも一部の上に配置され、前記一部は前記装飾の重なり合う領域に接触していることが意図される点を特徴とする。
(もっと読む)
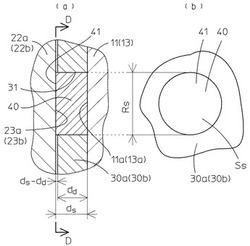
レンズ用成形金型、レンズの製造方法、及びレンズ
【課題】偏肉比の高いレンズであっても、レンズの成形精度を向上させつつ外観不良を低減することのできるレンズ用成形金型を提供すること。
【解決手段】成形金型40を構成するコア型52,62に低熱伝導率層58,59が設けられているため、型空間CV2においても樹脂の流動性を向上させることができる。さらに、低熱伝導率層58,68の上に表面加工層59,69を設け、薄肉層部分59a,69aを厚肉層部分59b,69bよりも相対的に薄くすることにより、薄肉層部分59a,69aにおいて厚肉層部分59b,69bよりも相対的に軸AX方向の熱伝導が起こりにくくなるため、樹脂の流動性を低下しにくくすることができる。これにより、偏肉比の高い型空間であっても樹脂を型空間CV内に均一に充填させることができ、レンズOLの成形精度を向上させつつ、外観不良を低減することができる。
(もっと読む)
射出成形用金型の温度調節構造
【課題】金型の成形製品に接する金型表面の温度を効率よく調節すると共に、型板への熱拡散を低減する。
【解決手段】金型温調用通路3は、金型表面1a、2aの下地となる金型基礎面31に沿って掘り込み形成された第1の溝32と、第1の溝の上面側に当該第1の溝の溝幅より広く切り欠かれた第2の溝33と、第1の溝を覆うように形成され、各型板の材料の熱伝導率より低い熱伝導率の材料から成る第1の金属層34と、第1の金属層を覆うように形成され、各型板の材料の熱伝導率より高い熱伝導率の材料から成る第2の金属層35と、第2の溝を塞いで第2の溝を密閉するように設けられ、第2の金属層と熱伝導率が実質的に同一の材料から成る埋め板36と、基礎面及び埋め板を覆って製品用金型表面とするように形成され、第2の金属層と熱伝導率が実質的に同一の材料から成る第3の金属層37とから構成されている。
(もっと読む)
カーボン射出成形のガス抜き用フィルタ
【課題】成形品のガス抜き孔の近傍における部位であっても、緻密で平滑な外観を確保し、成形品の強度や熱伝導率を向上することができるカーボン射出成形のガス抜き用フィルタを提供する。
【解決手段】この発明に係るカーボン射出成形のガス抜き用フィルタ10は、カーボン粉粒と結合材が主体の混合物である成形材料を射出成形する金型の最終充填部分に配設されるカーボン射出成形のガス抜き孔用フィルタ10であって、金型2に接して保持される保持部と、金型2に接しない胴部とを有し、外郭を形成するホルダー3と、胴部内に充填される粒状樹脂6とを備えたものである。
(もっと読む)
複合材料から成る部品を製造するための可撓性膜
本発明は、複合材料から成る部品を製造するのに用いられる成形装置に関する。この成形装置は誘導性の可撓性膜(1)と導電性の剛体部分(2)を含む。誘導性の可撓性膜は磁界を発生し、それが剛体部分に渦電流を生成し、熱の流れを生む。この熱の流れが伝導によって複合材料から成る部品を加熱する。 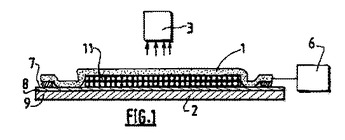 (もっと読む)
(もっと読む)
プラスチック成形金型用鋼およびプラスチック成形金型
【課題】従来鋼種に比較して、熱伝導性、耐食性、硬度のバランスに優れたプラスチック成型金型用鋼を提供する。
【解決手段】質量%で、C:0.22%〜0.35%、Si:0.01%〜0.40%、Mn:0.10%〜1.20%、P:0.030%以下、Cu:0.05%〜0.20%、Ni:0.05%〜1.00%、Cr:5.0%〜10.0%、Mo:0.10%〜1.00%、V:0.50%超〜0.80%、N:0.01%〜0.2%、O:0.0100%以下、および、Al:0.050%以下を含有し、残部がFeおよび不可避的不純物よりなる鋼とする。
(もっと読む)
金型装置
【課題】 カートリッジヒータから金型への伝熱を促進して金型の昇温時間を短縮するとともに、カートリッジヒータの過熱による破損や低寿命化、金型の変形等を防止し、かつ、カートリッジヒータの着脱を容易にする金型装置の提供。
【解決手段】 カートリッジヒータ12と、カートリッジヒータ12を挿入する挿入孔22を有する金型14とを備え、挿入孔22内でカートリッジヒータ12を発熱させる金型装置において、カートリッジヒータ12と挿入孔22との間隙部にグラファイトを充填してなることを特徴とする金型装置10。
(もっと読む)
ダイプレートおよびその製造方法
【課題】簡単な設計および可能な限りコスト効率性をよくすることにより、最適の断熱特性とともに高い耐摩耗特性を有するダイプレート、およびその製造を可能とする方法を提供する。
【解決手段】ダイオリフィス開口部2を有し、熱可塑性材料のためのペレタイザの押出機のダイプレート1の製造方法であって、ダイプレートベース材料からなるブランクのダイプレートを準備する工程、前記ブランクのダイプレートの少なくとも1つの面の少なくとも1つの領域に、強化材料4により機能性層3を形成する工程であって、前記強化材料をレーザー分散によりダイプレートベース材料の機能性層の領域に付与する工程、前記ダイプレートに前記ダイオリフィス開口部を付与する工程、を含む。
(もっと読む)
型として発泡体を使用するアクリルポリマーの熱成形方法、およびそれから成形された製品
本発明は、アクリルポリマー含有シートを型内で加熱することにより熱成形する方法であって、型が(a)加熱されたシートと接触すると劣化する発泡体と、(b)発泡体の劣化を防止するため、シートと発泡体の間に配置される遮熱材とを含む方法に関する。多くの用途では、得られた製品は発泡体を除去せずに使用可能である。また、発泡体は、長距離輸送の際などにアクリルシートを保護する役割を担うことができる。本発明は、また、多層製品に関する。 (もっと読む)
三次元造形物及びその製造方法
【課題】金型といった三次元造形物及びその三次元造形物の製造方法において、造形物の構造が簡易で、ヒータ発熱等の方法によらず溶融樹脂等の冷却プロセスにおける温度調節を可能とする。
【解決手段】三次元造形物の製造方法は、粉末材料2を供給して粉末層21を形成する粉末層形成工程と、粉末層21を焼結又は溶融させて硬化層22を形成する硬化層形成工程とを繰り返して硬化層22を積層一体化した三次元造形物5を造形するものであり、この造形物内部の熱伝導率に分布を持たせる。これにより、造形物(例えば金型)内部の熱伝導率を制御することにより、樹脂の冷却温度を最適化することができ、成形品の反り等の発生を抑制できる造形物(金型)が得られる。また、この方法により製造された金型は、その内部にダクトや流動路等を設けることなく、簡易な構造により金型内部の温度調節を可能とする。
(もっと読む)
金型、金型を用いた成形方法、及び、金型の製造方法
【課題】熱伝導性を考慮した材料の組合せによる金型を設計することにより、金型への入熱量や冷却速度に対応して冷却する指向性凝固が可能となり、また、金型内にも冷却経路を形成することのできる、金型、金型を用いた成形方法、及び、金型の製造方法を提供する。
【解決手段】本発明に係る金型110の製造方法は、金型110により成形される成形品の肉厚及び形状より、金型110への入熱量を算出する、入熱量算出工程S1と、前記入熱量に基づいて、金型110の冷却速度と、冷却する部位とを算出する、冷却速度算出工程S2と、前記冷却速度、及び冷却する部位に基づいて、金型素材の熱伝導性とは異なる熱伝導性を有する、少なくとも一種類以上の分割金型素材121を選定し、前記金型110を設計する、設計工程S3と、前記選定された分割金型素材を金型素材に拡散接合する、接合工程S4と、を備える。
(もっと読む)
円筒状成形品の射出成形用金型、射出成形方法及び成形品
【課題】円筒状成形品を良好な寸法精度で得ることができる射出成型用金型を提供する。
【解決手段】
本願発明の射出成形用金型は、固定側金型および可動側金型を有し、固定側金型および可動側金型の少なくとも一方が、成形品の内面を形成するコアピンを有し、コアピンの全長が、上記コアピンを有する側の金型の厚みの10〜80%である。また、上記コアピンが、キャビティを形成する他の部材を構成する材料よりも10〜99%低い熱伝導率を有する材料で構成された金型も提供する。また、上記コアピンが断熱部分を有する金型も提供する。
(もっと読む)
金属樹脂複合部材の製造装置および製造方法
【課題】樹脂部材が金属部材に適切に取着された金属樹脂複合部材を得るための製造装置および製造方法を提供する。
【解決手段】
製造装置Mは、金属部材であるアルミニウムパネル10を保持可能な第1成形型40と、第1成形型40との型閉めによりアルミニウムパネル10との間にキャビティ44を画成する第2成形型42とを有する。第2成形型42における第1成形型40側に開口する前記キャビティ44の開口縁部に、該第2成形型42よりも低い熱伝導性を有する断熱部材60を設ける。従って、第2成形型42におけるキャビティ44の開口縁部を該第2成形型42より低い熱伝導性に維持したもとで、該キャビティ40に樹脂Pを注入することで、樹脂部材がアルミニウムパネル10に取着された状態で成形される。
(もっと読む)
金型装置及びこれを用いた成形体の製造方法
【課題】高品質の成形体を得ることができる金型装置を提供する。
【解決手段】上金型41のキャビティ型45と下金型61のキャビティ型65には、それぞれ厚さ方向の中央部に冷却用配管50及び70が配設されると共に、冷却用配管50及び70の対象表面48及び68側及び反対象表面側の双方にそれぞれ金型加熱用ヒータ51及び71が配設され、これら冷却用配管50及び70、金型加熱用ヒータ51及び71は、それぞれキャビティ型45及び65に対して対象表面48及び68と平行な面内方向にも、対象表面48及び68と垂直な方向にも対称に配置されている。キャビティ型45及び65の温度を上昇させても下降させても、キャビティ型45及び65の反りが防止される。
(もっと読む)
41 - 60 / 210
[ Back to top ]