
Fターム[4F202AJ12]の内容
プラスチック等の成形用の型 (108,678) | 装置又は装置部材の材料の特徴 (5,523) | 性質の特徴 (942) | 熱伝導性 (210)
Fターム[4F202AJ12]に分類される特許
21 - 40 / 210
複合材成形治具
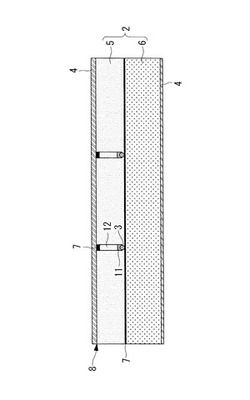
【課題】炭素発泡体をコア材とした場合であっても、より均等に成形品を加熱できる成形治具を提供することを目的とする。
【解決手段】複合材成形治具は、成形品側に配置される炭素発泡体5、及び、炭素発泡体5の背面に接着配置された別の炭素発泡体6で構成されたコア材2と、コア材2中に埋設されたコア材2に伝熱可能な熱源3と、繊維強化複合材料でコア材2の表面を被覆して形成した複合材層4と、を備え、炭素発泡体5の熱伝導率が、別の炭素発泡体6の熱伝導率よりも高いことを特徴とする。
(もっと読む)
プリフォームの射出成形装置

【課題】プリフォームを射出成形する際、コールドスラグの発生を低減し、生産性などを向上させることができるプリフォームの射出成形装置の提供を目的とする。
【解決手段】プリフォームの射出成形装置1は、ボトムインサート3、ノズルインサート4及びニードルバルブ5を有し、ニードルバルブ5が、先端側に、円柱状のストレート部51、及び、ノズルインサート4のテーパ孔41と対応するテーパ角を有する截頭円錐状のテーパ部52を有し、溶融樹脂109の射出が閉じられるとき、テーパ部52の先端側の部分が、ボトムインサート3のゲート用孔31に挿入され、ストレート部51の先端側の部分が、ノズルインサート4のテーパ孔41に挿入される構成としてある。
(もっと読む)
射出成形装置
【課題】小型化され、しかも簡単な制御で所望の精度の成形品を製造できる射出成形装置を提供する。
【解決手段】下端がノズルになっており、スティック状成形材料Sが一列に上側から順次供給され、下方側が保熱性の良い材料で構成された縦型射出筒61と、射出筒61の下部を加熱するヒーター65と、スティック状成形材料Sを下方に向かって押し込む押込シャフト75とを備え、押込シャフト75により最上段のスティック状成形材料が押し込まれると、最下段の既に完全溶解した成形材料がキャビティ21に射出されると共に、ヒーター65からの熱がノズルタッチを介して金型9側に伝達される。
(もっと読む)
樹脂成形品用金型装置及びこの装置の製造方法
【課題】樹脂成形品を製造する過程において、成形する樹脂成形品が湾曲状または凹凸状に屈曲された形状であっても、効率よく金型を加熱及び冷却させることができる樹脂成形品用金型装置及び当該装置の製造方法を提供する。
【解決手段】金型を加熱する加熱管10と、加熱後の金型を冷却する冷却管20とを備える樹脂成形品用金型装置1において、金型内にて前記加熱管10及び前記冷却管20が湾曲および/または屈曲している。この樹脂成形品用金型装置1は、前記金型内に溝部を形成し、該溝部内に、湾曲および/または屈曲している前記加熱管10及び前記冷却管20を収容し、加熱管10及び冷却管20を収容した金型の溝部内に、溶融金属の液状媒体を投入し、ついで該液状媒体を固化させることにより製造することができる。
(もっと読む)
インモールドラベル容器
【課題】本発明の目的は、インモールドラベル容器の形成において、隣接するラベルの隙間が生じることを防止し、本来、容器の本体にない新たな機能をラベルにより付与するインモールドラベル容器を提案するものである。
【解決手段】隣接するラベルと重複する部分を有するインモールドラベル容器であって、前記重複する部分の成形品肉厚を、他の重複しない部分の成形品肉厚に対して、用いるラベルの厚みの1〜5倍厚くすることにより、ラベルの均一接着に必要な熱エネルギーを溶融樹脂から供給することで、本来、容器の本体にない新たな機能をラベルにより付与するインモールドラベル容器を提案するものである。
(もっと読む)
トレッド加硫装置
【課題】タイヤトレッドの踏面側をタイヤトレッドにおける加硫の最遅点とすることにより、タイヤトレッドの踏面側が過加硫となることを防止することが可能なトレッドの加硫装置を提供する。
【解決手段】踏面2B側にトレッド溝2Cを有するタイヤトレッド2を成型するトレッド加硫装置1であって、タイヤトレッドの踏面側を型付けする踏面金型6と、踏面金型とトレッド成型空間を形成し、タイヤトレッドの踏面側と反対側の非踏面2A側を型付けする非踏面金型3と、踏面金型及び非踏面金型を同一温度で加熱する熱源とを有し、踏面金型が非踏面金型よりも熱伝導率の低い低熱伝導領域を含む構成とした。
(もっと読む)
中空品の成形用射出ノズル
【課題】本発明は、射出した成形材料と接触する部分の構造を改良し、中空部分の壁面の均一化及び成形サイクルの短縮化を実現できる中空品の成形用射出ノズルを提供するものである。
【解決手段】本発明の成形用射出ノズル1は、ノズル本体2の一端に設けた金属製のインジェクターノズル部4を構成する筒状の吐出端部4aと、ノズル本体2内に進退可能に配置したインジェクターピストン6の前進駆動により吐出端部4aに挿入されるノズル端部7aと、ノズル端部7aをインジェクターピストン6の後退駆動により吐出端部4aから退避させた状態で、吐出端部4a内を経てその突出端から前記キャビティ42内に吐出されている成形材料43内に高圧ガス、高圧水を圧送する高圧ガス流通孔13、高圧水流通孔15と、ノズル端部7aの成形材料43と接触する先端部分に装着した低熱伝導率チップ20とを有する構成としたものである。
(もっと読む)
樹脂成形装置
【課題】熱伝導性に優れた金型を構成することで成形サイクルを短縮化させ樹脂成形の生産性を向上させた樹脂成形装置を提供する。
【解決手段】本発明の樹脂成形装置1は、キャビティ2を有した第1金型プレート3と、第1金型プレート3に対向して配置され第1金型プレート3のキャビティ2との間で樹脂製品を成形するためのコア4を有した第2金型プレート5とを備えた樹脂成形装置であって、キャビティ2または/およびコア4の近傍には、DLC板の積層体6が配されている。
(もっと読む)
タイヤケース及びタイヤトレッドの製造方法及び製造装置
【課題】内部のベルトの変形が生じないタイヤケース及びタイヤトレッドの円周方向に継ぎ目のないタイヤトレッドを少ない加硫工程によって効率良く製造することが可能なタイヤケース及びタイヤトレッドの製造方法及び製造装置を提供する。
【解決手段】未加硫のタイヤケース及び未加硫のタイヤトレッドを単一のモールドにより加硫し、加硫済みタイヤケース及び加硫済みタイヤトレッドを個別に製造する方法であって、モールド内に配置される未加硫のタイヤケースよりも半径方向外側にタイヤケースの外周面を取り囲む円環状金属板を配置し、円環状金属板よりも半径方向外側に円環状金属板の外周面に接するように円環状に形成された未加硫のタイヤトレッドを配置する形態とした。
(もっと読む)
熱成形用の成形型
【課題】熱成形の賦形から離型の過程において、賦形体を高速で加熱し、あるいは高速で加熱すると共に冷却行程に賦し、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行うことのできる熱成形型を提供する。
【解決手段】熱成形用表面層2及びこれに隣接する背後層を有する熱成形用成形型1であって、該表面層は熱浸透率(kJ/m2s1/2K)が0.01〜25の材料により形成されると共に下式(1):Fα1/2×103>t>G・・・・・・(1)(式中、t;表面層の厚み(mm)、α;温度伝達率(m2/s)、F;30、G;0.04)で表される厚みを有し、かつ前記背後層の熱浸透率は前記表面層より大きい材料から構成されていることを特徴とする熱成形用成形型。
(もっと読む)
ポリエステル系熱成形品およびその製造法
【課題】延伸されたポリエステル系樹脂シートの熱成形の賦形から離型までの過程において、高速で効率良く連続的に行う方法を提供する。
【解決手段】延伸されたポリエステル系樹脂シートを熱成形するにあたり、熱成型用表面層2及びこれに隣接する背後層を有する熱成形型1であって、該表面層2は熱浸透率(kJ/m2s1/2K)が0.01〜25の材料により形成されると共に下式:Fα1/2×103>t>G・・・・・・(1)式中、t;表面層の厚み(mm)、α;温度伝達率(m2/s)、F;30、;0.04)で表される厚みを有し、かつ前記背後層の熱浸透率は前記表面層2より大きい材料により形成されている成形型を用い、賦形から離型までの過程において少なくとも一時的にその成形型表面層2の表面温度又は賦形体との界面温度を当該成形材料樹脂のTg+50℃以上の温度にして成形を行うことを特徴とする熱成形品の製造方法。
(もっと読む)
タイヤ加硫装置
【課題】未加硫タイヤの側面部を各部分に応じて加熱及び加硫して各部分の加硫度を適宜調節する。
【解決手段】タイヤ加硫装置1は、未加硫タイヤ90を収納する加硫モールド10と、加硫モールド10のタイヤ幅方向外側面に接触して未加硫タイヤ90の側面部92を加熱するプラテン20、30とを備え、加硫モールド10内で未加硫タイヤ90を加熱して加硫する。プラテン20、30の加硫モールド10に接触して伝熱する伝熱面22、32に、タイヤ周方向に沿って設けられて外表面が伝熱面22、32の一部を構成する、伝熱面22、32の部材よりも熱伝導率が低い低熱伝導部材23、33を設ける。低熱伝導部材23、33からの熱伝導を抑制しつつ、プラテン20、30で加硫モールド10を加熱して、未加硫タイヤ90の側面部92を加熱する。
(もっと読む)
ハイブリッド金型
【課題】 鋼材の高強度と非鉄金属体(銅合金体)の高熱伝導の特徴を兼ね備えたハイブリッド金型を提供することにある。
【解決手段】 成形金型1の少なくとも熱交換範囲を非鉄金属体3(銅合金体3A)にて形成し、非鉄金属体にキャビティEと製品関連部7を備え、キャビティの製品形成面eの損傷しやすい負荷集中範囲と、製品関連部のパーテイングラインPLのキャビティ連続部3aを数mm以内の厚さで薄肉化し、薄肉部13に高エネルギ密度の熱源を用いて非鉄金属体より溶融温度の高い鉄系材Fを肉盛溶接し、鉄系肉盛部4を形成し、その肉盛部表面4aに仕上げ加工した鉄材層4Aを設け、鉄材層で非鉄金属体の損傷しやすい負荷集中範囲を保護していることを特徴とするハイブリッド金型。成形金型1を、鋼材型10と非鉄金属体から成る入れ子型20とで構成する場合も同様である。
(もっと読む)
圧縮成形装置、及び金型
【課題】効率的な熱成形が可能な圧縮成形装置、及び金型を提供することを課題とする。
【解決手段】金型に原料10を投入して加熱し加圧して成形する圧縮装置1であって、原料10を圧縮成形する領域を囲む型枠を形成する第一の金型3と、型枠に入れた原料10を圧縮する第二の金型6と、第二の金型6を支持して加熱する熱源部7と、を備え、第二の金型6は、熱源部7側に一端16が位置し、原料10を押圧する押圧面14側に他端17が位置するヒートパイプ13と、ヒートパイプ13の長手方向に沿ってヒートパイプ13を包む断熱層15と、を有する。
(もっと読む)
成形機および型を形成するプロセス
加硫機
【課題】省エネルギー効果が高い加硫機の提供。
【解決手段】本発明の加硫機は、モールド、上側プラテン、下側プラテン、上側遮熱体及び下側遮熱体を有している、上記上側遮熱体12は、上記上側プラテンの上側に配置されている。上記下側遮熱体14は、上記下側プラテンの下側に配置されている。上記遮熱体12、14は、本体26と断熱部28とを有している。上記断熱部28は、上記本体26によって覆われている。上記断熱部28の物質が、上記本体26の物質とは異なる。好ましくは、上記断熱部28の熱伝導率λ1が、上記本体26の熱伝導率λ2よりも小さい。好ましくは、上記断熱部28がガスである。好ましくは、上記本体26は、凹部を有する基体31と蓋32とを備えている。好ましくは、上記凹部の開口が上記蓋32によって塞がれることにより空洞が形成され、この空洞が上記ガスで満たされている。
(もっと読む)
ブロー成形用金型
【課題】ブロー成形用金型について、(i)金型の構造を簡素化し(設計期間・作製期間の短縮)、(ii)メンテナンス性を向上し(特に冷却水路の詰まりに対する作業の軽減)、(iii)従来のものからの軽量化を実現し、(iv)成形品の品質を維持して、しかもできるだけ割り線を転写させない金型を提供する。
【手段】複数の金型部材1を組み合わせることで内部にできる空洞の形状に沿った成形体を得るブロー成形用金型10であって、前記金型部材1の外面は、凸形状の隆起部14と、該隆起部の最も高さのある部分もしくはその近傍に設けられた仕切り壁16と、前記隆起部を包囲するよう該金型部材外面の周縁に設けられた包囲壁17とを有し、前記包囲壁17の所定の面部分には該包囲壁を貫通する媒体流入口11と媒体流出口12とが前記仕切り壁16を隔てて左右両側に設けられているブロー成形用金型。
(もっと読む)
表面実装用の電気・電子部品の製造方法
【課題】特殊な金型や金属部品の表面処理が必ずしも必要でなく、作業工程が簡易であり、金属部品と液晶性ポリマー及び/又はポリフェニレンスルフィド樹脂からなる熱可塑性樹脂との密着性に優れる、「フラックス上がり」の抑制された表面実装用の電気・電子部品の製造方法を提供すること。
【解決手段】射出成形により液晶性ポリマー及び/又はポリフェニレンスルフィド樹脂からなる熱可塑性樹脂と金属部品とを複合化して表面実装用の電気・電子部品を製造する際に、金型内表面の少なくとも金属部品と金型内表面とが接触する部分全面に断熱層が形成された金型を用いる。
(もっと読む)
ゴルフボールの製造のための断熱金型キャビティアセンブリ及び方法
ゴルフボール層を形成するためのキャビティと、キャビティを囲む金属表面層と、金属表面層を囲む断熱層とを備え、ゴルフボール層は、キャビティによって形成された空間に対応する厚さを備えた、薄い又は低流動性材料のゴルフボールのカバー又は被覆層を成形するための断熱された射出成形用のキャビティアセンブリである。金属表面層の厚さは抑制され、断熱層の厚さはゴルフボール層の厚さの減少に合わせて増大させている。 (もっと読む)
金型、金型を用いた成形品の製造方法、テープリール、及びテープカートリッジ
【課題】金型の強度を確保しながら、キャビティの保温性能を向上させて高精度な温度制御を可能にする。
【解決手段】接合面205aにキャビティ面206が形成された成形板201や、成形板201を支持する支持体202、成形板201の支持面205bと支持体202との間に積層するように設けられる断熱板203とを備える。成形板201の内部には、冷媒の流れる冷媒流路210が接合面205aに沿って形成されている。接合面205aと直交する方向から見て、断熱板203における少なくとも成形板203側の面に、冷媒流路210と重なって延びる溝212が形成されている。
(もっと読む)
21 - 40 / 210
[ Back to top ]