
Fターム[4F202AM15]の内容
プラスチック等の成形用の型 (108,678) | 成形装置、成形操作のその他の特徴 (3,701) | 成形装置の(非成形時の)運搬 (89)
Fターム[4F202AM15]の下位に属するFターム
Fターム[4F202AM15]に分類される特許
1 - 20 / 48
金型セット方法
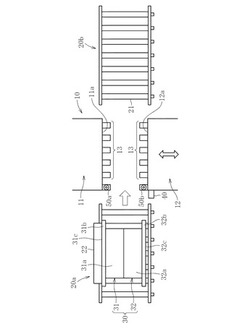
【課題】安価で簡素な方法により、金型と可動プラテンとが干渉するかどうかを確実かつ早期に検知する。
【解決手段】金型投入領域に投入された金型30を、成形機10における固定プラテン11と可動プラテン12との間に搬送してセットする金型セット方法であって、金型30を、固定プラテン11への取付面31cが固定プラテン11の金型取付面11aと同一平面上に配されるように位置決めして金型投入領域に載置するステップと、可動プラテン12に設けられた検知手段40で、金型投入領域に向けて検知光を照射すると共に、金型投入領域に載置された金型30による検知光の反射光の有無を検知するステップと、検知手段40の検知結果に基づいて、金型投入領域に投入された金型30を固定プラテン11と可動プラテン12との間に搬送するか否かの判断を行うステップとを有する。
(もっと読む)
成形品取出機

【課題】 金型の交換作業スペースを従来よりも広く確保することができて、しかも固定フレームを高い精度で定位置に戻すことができるサイドエントリータイプの成形品取出機を提供する。
【解決手段】 金型5A及び5Bを交換する際に、固定フレーム9が、成形機3から離れて金型5A及び5Bの開閉方向(Y方向)と直交する直交方向(X方向)に全体的に位置が変えられるようにする取付機構19を介して設置用構造部材7に取り付けられている。取付機構19は、固定フレーム9のX方向へのスライドを許容する形状の開口部18Aを備えたカバー部材18によって覆われている。
(もっと読む)
着脱式のブロー成形ステーションを備えるブロー成形装置
【課題】クリーンルームでの無菌のブロー成形装置へのアクセスを容易する装置及びその方法を提供する。
【解決手段】クリーンルームにおいてプラスチック予備成形物を容器へと形成するために、複数のブロー成形ステーションが配置される可動のキャリア2を備えており、ブロー成形ステーションでは、ブロー金型部分4a、4bを保持するためのブロー金型キャリア部分6a、6bを備え、ブロー金型キャリア部分の少なくとも一方が、ブロー金型を開閉すべく他方のブロー金型キャリア部分に対して可動であり、少なくとも1つのブロー金型キャリア部分を保持するためのキャリア要素82を備えたユニット80が、キャリアへの取り付けまたは取り外しができる。
(もっと読む)
成形装置
【課題】交換用の金型を稼動中の金型に対して交換可能状態で隣接させることにより金型の交換を容易にする。
【解決手段】一組の金型を型締め、型開きする型開閉方向に、それぞれの型開閉方向を一致させた複数組の金型を連ね、この複数組の金型を同一の駆動源21により型締め、型開き動作させる成形装置において、各金型の少なくも一部には、それに隣接して型開閉方向と直交する方向に交換用金型を備え、該交換用金型を、駆動源21により動作される稼動中金型の位置へ移動可能にすると共に、稼動中金型を型開閉方向と直交する方向であり、且つ交換用金型の位置とは異なる位置へ移動可能に支持するスライドテーブル61を備える。スライドテーブル61に支持された交換用金型を稼動中の金型に代えて、駆動源により動作される位置へ容易に移動でき、離れた位置から交換用金型を運んで交換する必要がなく、金型の交換を容易にすることできる。
(もっと読む)
金型保持装置
【課題】金型に対する取り付けが簡単であって、金型に取り付けた状態で金型の補修作業を容易に行える金型保持装置を提供する。
【解決手段】側面凹部W3が形成された金型Wを保持する金型保持装置1であって、金型Wの側面W1に接面する第1ベース部材2と、第1ベース部材2と一体に設けられ、金型Wの裏面W2に接面する支持プレート4と、支持プレート4にこの支持プレート4の板面と直交する方向に移動調整可能に取り付けられ、一部が金型Wの側面凹部W3に挿入されるクランプ部材5と、を備え、クランプ部材5と支持プレート4とにより、金型Wの側面凹部W3と裏面W2との間に形成される側面縁部W5を挟持固定する。
(もっと読む)
成形型の交換を効果的にするよう成形ユニットの装置を制御する為のモジュールを備えている、容器の製造の為の機械
【課題】吹き込み成形型の交換に必要としている時間を減少させ、同時に、人間工学的観点から安全性の高い機械を提供する。
【解決手段】熱可塑性プラスチックで形成された容器の製造の為の機械において、その使用状態が、固定装置を制御する為に第1の作動装置76を使用することと、それによって成形型ユニットが装備される開/閉装置を制御する為に第2の作動装置78を使用すること、を選択できる制御モジュール70と、選択的に対応される少なくとも1つの成形型ユニットを備えている。
(もっと読む)
ブロー成形機切換え方法、及びブロー成形機
【課題】ヒートセット作業温度まで加熱される、複数の回転式に可動な金型を備えるブロー成形機を、金型の交換のために切り換える方法を提供すること。
【解決手段】本発明による方法では、金型が空のままのブロー成形機で、少なくとも1回の模擬作業サイクルを実施し、次いで、金型をヒートセット温度に比べて冷却するように、冷却媒体を金型キャビティ全てに同時に外部から供給する。機械制御部では、このブロー成形機は、空の金型を用いた少なくとも1回の模擬作業サイクルを、冷却媒体を外部から金型中に供給しながら、低減した回転速度で実施するプログラムルーチンを備える。
(もっと読む)
成形装置および成形方法
【課題】循環して反復使用される成形型の劣化を早めることなく、成形型の保守管理費用を抑制しつつ、成形品の歩留まりを向上させる。
【解決手段】成形用素材134が実装された成形型131が投入され、光学素子135に成形する成形部1と、成形型131に対する成形用素材134と光学素子135の入れ替えを行う型脱着部5との間を出口コンベア2、正面レール3、入口コンベア4でループ状に接続し、複数の成形型131を循環させて成形を行う構成の成形装置101Aにおいて、入れ替え時に光学素子135の良否を判別する検査部8と、不良品と判定された光学素子135の成形に用いられた成形型131を循環経路から排除するための型排出ステージ11を設け、型脱着部5における入れ替え毎に光学素子135の良否を判別して、当該光学素子135の成形に用いられた成形型131の劣化を早期に検知し、保守管理の負担を軽減する。
(もっと読む)
スタンパ供給装置及びスタンパ供給方法
【課題】スタンパをスタンパホルダに積載する際におけるスタンパの脱落を抑制できる信頼性が高いスタンパ供給装置及びスタンパ供給方法を提供する。
【解決手段】スタンパ供給装置は、板状のスタンパ20の中心孔にピン部16が嵌合して台座部12の上に複数のスタンパ20を重ねた状態で保持可能であるスタンパホルダ22と、スタンパホルダ22のピン部16の変形の度合いを測定可能であるピン部測定装置(反射型センサ56)と、スタンパ20をスタンパホルダ22に積載するためのスタンパ積載装置と、を含み、ピン部16の変形の度合いが所定の基準の範囲内であるスタンパホルダ22にのみスタンパ積載装置がスタンパ20を積載し、ピン部16の変形の度合いが基準の範囲外であるスタンパホルダ22にはスタンパ積載装置がスタンパ20を積載しないように構成されている。
(もっと読む)
成型用金型および成型用金型の固定方法
【課題】固定型および可動型を専用部材と汎用部材とに分割した場合に、比較的小さな力で専用部材を汎用部材に保持できる方法を提供する。
【解決手段】固定型10および可動型20を、キャビティ形成面11a,21aを有する専用部材11,21と、キャビティ形成面を有しない汎用部材12,22とに分割し、専用部材11,21を、汎用部材12,22に設けた凹部に対して固定型10および可動型20の対接離反方向Aに着脱自在に嵌合する。専用部材11,21の横壁11b、21bに穴部を設け、凹部の側壁に、側壁から凹部内に進出した状態と側壁内に後退した状態とに移動自在で、専用部材11,21の穴部に突入する棒部材を設ける。
(もっと読む)
コンテナ用金型交換装置
【課題】加硫装置から取り外したコンテナからのトレッドモールドの取り外し、コンテナへのトレッドモールドの取り付けを容易かつ効率的に行なえ、かかる作業における作業負荷の軽減及び安全性の向上が可能なコンテナ用金型交換装置を提供すること。
【解決手段】径方向に拡縮可能なトレッドモールド14と、上サイドウォールモールド13と、下サイドウォールモールドと、ジャケット17と、セグメントと、トッププレート12と、ロワープレートと、を備えたコンテナ1の前記トレッドモールド14を交換するためのコンテナ用金型交換装置2であって、前記コンテナ1を支持するコンテナ支持体20と、上下把持部材31を前記トレッドモールド14に着脱させる第1、第2駆動手段と、前記上下把持部材31を拡縮させる第3駆動手段と、前記上下把持部材31を上下移動させる第4駆動手段とを備えることを特徴とする。
(もっと読む)
樹脂成形品トリミング装置又は熱成形装置の型台に取り付けられる型を交換する装置及び方法
【課題】樹脂成形品トリミング装置又は熱成形装置の型台に取り付けられる型を交換する際に装置の停止時間を短縮させることを課題とする。
【解決手段】型交換装置100に、型台310に対して横方向となる移送方向D11へ送り出し移送及び引き寄せ移送可能に複数の型M10を載置可能な型載置部U1と、所定方向D13から取付対象の型M1を引き寄せ移送して型載置部U1に載置させる型供給手段U2と、型台310の方から型載置部U1まで取出対象の型M2を前記移送方向D11へ引き寄せ移送して該型載置部U1に対して取付対象の型M1とともに取出対象の型M2を載置させる型引出手段U3と、型載置部U1から取出対象の型M2を前記移送方向D11とは異なる方向へ退避可能な型退避手段U4と、型載置部U1から取付対象の型M1を型台310の方へ前記移送方向D11に送り出し移送する型挿入手段U5とを設ける。
(もっと読む)
工業製品の生産設備及び生産方法
【課題】多品種少量生産に好適な工業製品の生産設備及び生産方法を提供する。
【解決手段】生産設備Pは、射出成形機2、第1金型交換機3、及び金型自動開閉装置4を備える。射出成形機2は一対の金型1a・1bを用いて合成樹脂製品を成形する。第1金型交換機3は一対の金型1a・1bをX方向に移動させる。又、第1金型交換機3は、Y方向に移動可能である。金型自動開閉装置4は第1金型交換機3に隣接して、射出成形機2と対向配置している。金型自動開閉装置4は、射出成形機2に搬出する一対の金型1a・1bを把持して少なくともそれらの金型1a・1bの成形面の防錆油を除去可能なように離間する。又、金型自動開閉装置4は、射出成形機2から搬送される一対の金型1a・1bを把持して、一対の金型1a・1bの成形面に防錆油が塗布可能なように離間する。
(もっと読む)
成形金型
【課題】アンダーカット部を有する成形品を容易に製造可能な成形金型を提供する。
【解決手段】射出成形機に組み込まれる成形金型は、カセット装着孔を有する固定金型および可動金型と、これらのカセット装着孔211,221に装着されるカセット金型100を具備した。また、カセット金型100は、固定側カセット装着孔211に装着されて、第一歯車に対応する第一キャビティを有する固定側カセット金型300と、可動側カセット装着孔221に装着されて、第二歯車に対応する第二キャビティを有する可動側カセット金型400と、可動側カセット金型400に設けられるとともに、固定側カセット金型300および可動側カセット金型400の間で、可動部の進退方向と略直交する方向にスライド移動可能に設けられ、アンダーカット部に対応する第三キャビティを構成する一対のスライドコア500と、を備えた。
(もっと読む)
射出成形装置
【課題】射出成形装置の小型化、構造の簡素化を図ることができる射出成形装置の型開閉装置を提供する。
【解決手段】射出成形装置本体1から前方に突出するガイドレール52と、金型2をガイドレール52に沿って射出成形装置本体1の外側にスライドさせるスライド手段56と、射出成形装置本体1の外側で固定型14を保持する型保持手段58と、固定型14を上下に移動させて金型2の開閉を行う型開閉駆動手段60と、を備えている。金型2の開閉動作を射出成形装置本体1の外側で行うので、型締機構8に必要なストロークを大幅に低減することができる。したがって、型締機構8に必要な型締圧を低減させることができるから、型締機構8の構造を簡単にすることができ、射出成形装置100の小型化、構造の簡素化を図ることができる。
(もっと読む)
二型搭載射出成形機の金型交換装置
【課題】可動型盤側の金型と、固定型盤側の金型の二型を搭載する二材射出成形機またはスタックモールド用成形機等の金型交換に関し、特に、短時間で二組の金型を交換可能にする自走金型交換装置を提供する。
【解決手段】射出成形機10に近接し且つ平行に配設されたガイドレース2に沿って移動可能な金型交換台車1と、金型(1)〜(4)を少なくとも3組同時に搭載可能な複数の荷台1a〜1dと、当該荷台の全てに付設されて隣接する射出成形機との間で金型を搬出・搬入するフリーローラベルトコンベア60L、60Rとを備え、前記金型交換台車1の往復時間と、金型積み替え作業時間の両方が不要になり、当該射出成形機の金型交換による停止時間が、大幅に短縮される効果がある上、複数台の成形機に対する交換用金型を同時に載置できることから、倉庫内の金型積み替え作業時間を短縮できる。
(もっと読む)
大型タイヤ加硫機における作業台
【課題】作業者のモールドの交換作業の安全性及び作業性を向上させた大型タイヤ加硫機における作業台を提供する。
【解決手段】大型タイヤ加硫機1は、二分割された上モールド2aと下モールド2bとを備え、上モールド2aは上部フレーム3にボルト等の締結部材4により取付けられている。上部フレーム3の両側面は、ベース台5に取付けられた旋回アーム6a,6bに支持され、上部フレーム3の背面側の側面に一体的に取付けられてモールドの交換作業時に作業者が乗る作業台7は、ベースプレート8の周囲に安全柵9が立設され、安全柵9の端末部と上部には、上部フレーム3の背面側にボルト等により固定する取付けフレーム10が一体的に設けられている。大型タイヤ加硫機1の側部には、作業台7上に作業者が出入りする柵で仕切られた通路11が設置され、安全柵9に設けた扉には安全センサが設けられている。
(もっと読む)
金型の載置方法
【課題】大型で、大重量の金型を短時間かつ少ない労力で射出成形装置に載置でき、タイバーを損傷しない金型の載置方法を提供する。
【解決手段】固定盤側ダイサポート7上に載置した固定型14を固定盤3側に移動させて固定型14を固定盤3に装着する。可動盤側ダイサポート10上に載置したスペーサーブロック15を可動盤6側に移動させてスペーサーブロック15を可動盤6に装着する。可動型16をクレーンで吊り上げ、可動型16に装着された補助部材19を介して、下部の1対のタイバー5,5上に仮載置する。タイバー5,5上に可動型16を仮載置した状態で、可動盤6を固定盤3方向に移動して、可動型16をスペーサーブロック15と固定型14とに当接せしめ、可動型16をスペーサーブロック15に装着する。
(もっと読む)
成形金型装置及び軸状成形品の成形方法
【課題】固定側型板、可動側型板の全体を交換しないで仕様の異なる成形品を成形できるようにする。
【解決手段】半径に対応した第1〜第6の固定側分割入れ子31,32,33,34,35,36を固定側入れ子収納部30に収納し、半径に対応した第1〜第6の可動側分割入れ子44,45,46,47,48,49を可動側入れ子収納部43に収納した後、固定型12と可動型13とを型閉し、この後第1〜第6の固定側分割入れ子31,32,33,34,35,36と第1〜第6の可動側分割入れ子44,45,46,47,48,49に形成された製品キャビティ14に溶融樹脂を注入して成形する。異なる半径に仕様変更して成形するときに、第3の固定側分割入れ子33、第3の可動側分割入れ子46に代えて異なる半径に対応する第7の固定側分割入れ子、第7の可動側分割入子を交換して成形する。
(もっと読む)
成形用金型
【課題】チェイスユニット交換の為にシール部材を開閉して着脱する場合においても、最低限の開口量(シール部材の開口量)で着脱でき且つチェイスユニットの表面積を最大限に確保することのできる成形用金型を提供する。
【解決手段】上型110とこの上型110から着脱可能な上型チェイスユニット113を有し、且つ、上型チェイスユニット113を内包して外気を遮断可能な上型シール部材114が、開閉機構によって上型110に対して開閉可能とされた成形用金型であって、該開閉機構を、上型シール部材114と上型110とをそれぞれ連結し且つ互いに交差して配置された一対のリンク部材115、116を少なくとも備えて構成する。
(もっと読む)
1 - 20 / 48
[ Back to top ]