
Fターム[4F202AR06]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | 温度、熱量 (734)
Fターム[4F202AR06]に分類される特許
161 - 180 / 734
テンプレート処理装置及びインプリントシステム
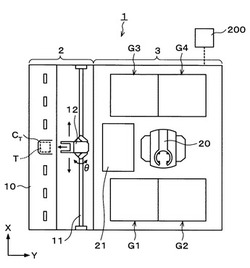
【課題】複数のテンプレートに対して離型剤を連続的に成膜する。
【解決手段】テンプレート処理装置1は、テンプレート搬入出ステーション2と処理ステーション3とを一体に接続した構成を有している。テンプレート搬入出ステーション2は、複数のテンプレートTを保有可能で、且つ処理ステーション3に対してテンプレートTを搬入出する。処理ステーション3は、搬送ユニット20を有し、処理ブロックG1〜G4内に配置されている各種処理ユニットにテンプレートTを搬送する。処理ブロックG1、G2は、テンプレートTに離型剤を塗布する塗布ユニットと、テンプレートT上の離型剤をリンスするリンスユニットとをそれぞれ有している。処理ブロックG3、G4は、テンプレートTの表面を洗浄する洗浄ユニットと、テンプレートTの温度を調節する温度調節ユニットと、テンプレートTを焼成する加熱ユニットとを有している。
(もっと読む)
注型成形方法

【課題】成形時における金型内の樹脂の収縮量に応じて樹脂を追加注入する際に、金型の注入口が詰まることなく注入可能であり、成形品の表面側の形状を安定させ、且つかすれ不良なく、金型内に樹脂を充填可能であり、また、脱型時に樹脂が未硬化になりにくく、未硬化の樹脂が注入口や成形品に付着することをより確実に回避可能である注型成形方法の提供。
【解決手段】金型内部にある樹脂注入口近傍であって、周囲より容積の大きな空間に樹脂を充填する工程と、金型を形成する部位に温度差を設ける工程と、追加樹脂の注入中に金型の前記空間近傍を冷却する工程と、追加樹脂の注入後に金型の前記空間近傍を加熱する工程を含むことを特徴とする注型成形方法を提供する。
(もっと読む)
糸引き防止ホットスプルブッシュ及び射出成形金型
【課題】金型に特別な加工を要することなく、且つ、特別に厳密な成形条件を要することなく、糸引き或いはシルバストリーク等の成形品の不良要因となる現象を生じさせることのないホットスプルブッシュを提供することにある。
【解決手段】ホットスプルブッシュ10の一部にヒータ13を設け、一部にホットスプルブッシュ10を取り付ける、冷却水路6を設けた固定側型板2による冷却部17を設け、溶融樹脂の通路となるスプル穴12をその全長に亘って溶融樹脂の流動方向に垂直な断面の面積が溶融樹脂の流動方向に沿って同一に、及び、増大するように、及び、同一の部分と増大する部分の組み合わせ、のうちいずれかによって形成した。
(もっと読む)
樹脂射出成形方法
【課題】成形サイクルを延長することがなく、微細形状の高品位転写面または高光沢の外観を有し、かつウエルドやヒケが目立たない樹脂射出成形品を得ることができる樹脂射出成形方法を提供する。
【解決手段】樹脂射出成形装置110を使用した樹脂射出成形方法では、溶融樹脂の流動経路に沿ってキャビティ115を区分けした複数のゾーンの各々に対して、(a)ゾーンに溶融樹脂が到達する直前に、固定側金型111のキャビティ面111aにおけるゾーンの該当部分を樹脂のガラス転移点以上に加熱する加熱工程と、(b)ゾーンの該当部分の加熱後に、所定の時間が経過すると、ゾーンの該当部分を樹脂のガラス転移点未満に冷却する冷却工程とを含む。
(もっと読む)
タイヤ加硫用ブラダ、タイヤ製造装置及び製造方法
【課題】未加硫タイヤに対するタイヤ加硫用ブラダの熱の伝導性を高くし、未加硫タイヤの温度を高速で調節して加硫時間を短縮する。
【解決手段】加硫モールドに収納された未加硫タイヤG内にブラダ20を配置し、ブラダ20の内面23側に加熱媒体を供給して、加熱媒体の熱をブラダ20から未加硫タイヤGに伝達し、未加硫タイヤGを加熱して加硫成形する。断面形状が滑らかな曲線からなるディンプル状の凹部24を、ブラダ20の内面23に複数配置し、凹部24によりブラダ20に肉薄部を形成して熱伝導性を高める。複数の凹部24を所定範囲に配置し、ブラダ20の熱伝導性を各部に応じて設定して、未加硫タイヤGに対するブラダ20の熱伝導性を適宜調節し、未加硫タイヤGやブラダ20の厚い部分の昇温時間を速くして加硫時間を短縮する。
(もっと読む)
注型成形装置及び注型成形方法
【課題】金型内のキャビティに成形材料を安定供給することが可能であり、脱型時において脱型不良がおこりにくく、脱型不良が生じてしまった際も注入ノズルの清掃が容易である、脱型作業の作業効率がよく生産性が高い注型成形装置及び注型成形方法を提供する。
【解決手段】
熱硬化性樹脂を注型成形するための金型4に装着され、前記金型4内のキャビティ5に連通して前記キャビティ5へ熱硬化性樹脂を注入する注入ノズル2を備えた注型成形装置1に対し、前記注入ノズル2の先端に配された先端部14を断熱性樹脂で形成すると共に、金属メッキ層で被覆することにより、成形時に注入ノズル2内の熱硬化性樹脂へキャビティ5に充填された熱硬化性樹脂からの熱の伝達を抑制すると共に、キャビティ5に充填された熱硬化性樹脂が注入ノズル2に付着することを抑制する。
(もっと読む)
低炭素マルテンサイトステンレス鋼製のプラスチック射出成形金型
【解決手段】フラットスクリーンTV等の電子表示画面のパネル又はフレームといった1つ以上の物品のプラスチック射出成形用に構成された金型キャビティを有する型板は、C:約0.05〜0.07重量%、Mn:約1.15〜1.45重量%、P:最大0.025重量%、S:最大0.008重量%、Si:約0.3〜0.6重量%、Cr:約12.15〜12.65重量%、Ni:0〜0.5重量%、Cu:約0.45〜0.65重量%、V:約0.02〜0.08重量%、N:約0.04〜0.08重量%、を含み、残部がFe及び微量の通常存在する元素である、低炭素マルテンサイトステンレス鋼合金から形成される。 (もっと読む)
タイヤ
【課題】耐摩耗性やブレーキ性能に優れたタイヤを効率よく生産する。
【解決手段】トレッドのタイヤ半径方向の最も外側に発泡ゴム層を具えるタイヤを提供する。このタイヤは、前記発泡ゴム層が、内側部分と、前記内側部分が持つ発泡率よりも高い発泡率を持つ外側部分とを備え、発泡ゴム層用の組成物を準備し、前記組成物のタイヤ半径方向の外側を内側よりも高い温度で加熱し発泡させることによって製造することができる。
(もっと読む)
タイヤ
【課題】摩耗末期まで優れた氷上性能が保たれるタイヤを効率的に生産する。
【解決手段】トレッドのタイヤ半径方向の最も外側に発泡ゴム層を具えるタイヤの製造方法を提供する。この方法では、前記発泡ゴム層用の組成物を準備し、前記発泡ゴム層が、外側部分と、前記外側部分が持つ発泡率よりも高い発泡率を持つ内側部分とを備えるように、前記組成物のタイヤ半径方向の外側を内側よりも10℃〜20℃低い温度で加熱し発泡させる。
(もっと読む)
熱可塑性樹脂射出発泡成形体の製造方法
【課題】 外観不良がないため表面美麗で、かつ、非発泡層が薄く、均一微細な発泡層を持ち、さらに高発泡倍率を有する射出発泡成形体の製造方法を提供すること
【解決手段】 最終製品形状位置のキャビティクリアランスt2より小さいクリアランスt0に可動型を設定された金型クリアランス中に、熱可塑性樹脂と発泡剤を含んでなる溶融混合物を射出して、金型クリアランス中への前記溶融混合物が充填完了した直後に可動型を所定の速度でキャビティクリアランスt1まで移動させる第1型開工程、キャビティクリアランスt1からキャビティクリアランスt2まで可動型を移動させる第2型開工程を含んでなり、少なくとも溶融混合物の射出開始時点で金型表面温度を前記熱可塑性樹脂の荷重たわみ温度以上の温度とし、充填完了から第2型開工程完了時の何れかの時点で冷却を開始することを特徴とする射出発泡成形体の製造方法。
(もっと読む)
樹脂部品の成形方法及び成形金型
【課題】生産効率の高い、かつ省エネに優れた樹脂部品の成形方法を提供すること。
【解決手段】 樹脂11を溶融させ、キャビティ空間85で成形する樹脂部品の成形方法において、キャビティ空間85を備えるキャビティ金型セット8を昇温する昇温工程21と、溶融した樹脂11をキャビティ金型セット8に射出する成形工程22と、キャビティ金型セット8を冷却する冷却工程23と、キャビティ金型セット8から、冷却された樹脂部品を取出す部品取出し工程24を有し、キャビティ金型セット8は、一対の第1キャビティ金型8aと第2キャビティ金型8bを備え、キャビティ金型セット8が金型本体である固定型6及び可動型7から着脱自在である。
(もっと読む)
射出成形用金型およびその射出成形用金型を用いたシール一体型膜電極接合体の製造方法、射出成形装置
【課題】膜電極接合体の外周にシール部を形成するための射出成形工程において、膜電極接合体の電極に担持された触媒の劣化を抑制する技術を提供する。
【解決手段】射出成形装置100は、燃料電池用の膜電極接合体20の外周にシール部30を射出成形する。射出成形装置100は、シール部30を成形するためのキャビティ231を形成する外周成形部210と、触媒を担持する電極22を固定的に保持するための中央電極保持部215とを有する金型と、外周成形部210を加熱する加熱部350とを備える。射出成形装置100は、中央電極保持部215が外周成形部210より低温となるように、中央電極保持部215と、外周成形部210とが分離した別部材として構成されている。
(もっと読む)
樹脂成型装置
【課題】オーバーモールドボトルの量産性を向上させることができる樹脂成型装置を提供する。
【解決手段】少なくとも一つの樹脂流入口101から複数の樹脂流出口102まで順次分岐されて連通している分岐樹脂流路103が形成されている。その複数の樹脂流出口102の各々に個々に複数のオーバーモールド金型300が連結され、その内部にインサートボトル500が保持される。樹脂流入口101に樹脂圧送機構200が溶融樹脂を圧送するので、インサートボトル500の外面にオーバーモールド樹脂が成型されるオーバーモールド成型が、複数のオーバーモールド金型300で同時に実行される。
(もっと読む)
合成樹脂成形用金型
【課題】キャビティ表面の形状に影響されることなく、温度上昇のムラ無しに金型を急速加熱することが可能であり、成形サイクルを長くすることなく、ウエルドラインの発生を的確防止できるとともに、樹脂の収縮量を成形品の部位ごとに調整することによって、反り制御を的確に行なえる合成樹脂成形用金型を提供することである。
【解決手段】金型の入れ子を、キャビティ表面を有する入れ子表部材と、キャビティ表面を有しない入れ子裏部材に分割して構成し、前記入れ子表部材に、前記キャビティ表面の近傍部位を通過する溝を、前記入れ子表部材の裏面側から前記キャビティ表面に向かって形成し、前記溝に電熱ヒータを収容し、前記溝を前記入れ子裏部材で閉塞して、前記電熱ヒータを前記溝の最深部に定置するとともに、前記電熱ヒーターを複数系統に分けて設置し、前記各系統の電熱ヒーターを個別に通電制御して加熱ゾーンごとに異なる温度制御を行なうコントローラー部を具備する。
(もっと読む)
金型を使う成形品の製造方法および金型装置
本発明は、金型を使用して成形品を製造する方法および金型装置を対象とする。本発明に係る方式は、耐圧性の高いフレーム(1)、およびフレーム内に配置される加圧筐体(6)を含み、加圧筐体において金型が高い圧力および温度に囲繞される。高温を利用することで、オートクレーブを使った後処理を行わなくてすむ。本製造技術に適した複数の下部分を加圧筐体(6)の下部分として配設可能であり、この場合、本発明に係る方式を用いて、プラスチック成形技術として知られ真空成形金型や射出成形金型などに用いられる技術を、圧縮成形技術によって製造される成形品および金型に適用する。 (もっと読む)
タイヤ加硫方法
【課題】ドームタイプ加硫装置を用いて、安定した品質のタイヤを生産性高く製造することが可能なタイヤ加硫方法を提供する。
【解決手段】加硫時における加熱が、ドーム温度を、所定時間、所定のタイヤ表面最高到達温度を2〜15℃上回る温度に保持する第1加熱ステップと、ドーム温度を、所定の加硫量となるまでの時間、タイヤ表面最高到達温度と同じ温度に保持する第2加熱ステップにより行われ、全体の加熱時間をtとし、第1加熱ステップの時間をtiとしたとき、tおよびtiには、式1の関係があることを特徴とするタイヤ加硫方法。
0.1≦ti/t≦0.4 ・・・・・ (式1)
(もっと読む)
透明耐熱ポリ乳酸系成形体の成形方法
【課題】
ポリ乳酸ステレオコンプレックス構造を有しており、結晶化していると同時に透明であり、熱処理をしても透明性が維持され、ヘイズ値が増加しないポリ乳酸系成形体。
【解決手段】
DSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.2以下であるポリ−L−乳酸とポリ−D℃乳酸を含むポリ乳酸系組成物を融点+20℃以下のシリンダー温度でインジェクション成形する透明で耐熱性のある成形体の成形方法である。
(もっと読む)
タイヤのポストキュアインフレーション方法および装置
【課題】冷却温度を管理してスピューの伸長および補助コードの熱収縮を生じさせずに、タイヤを冷却することができるタイヤのポストキュアインフレーション方法および装置を供する。
【解決手段】タイヤ保持工程と、気体供給工程と、液槽に貯えられた冷却液に前記タイヤを浸漬するタイヤ浸漬工程と、回転軸7を回転駆動して同回転軸7に保持されたタイヤTをブラダBとともに回転させながらタイヤTが浸漬する液槽40内の冷却液を所定温度範囲内に液温制御してタイヤTを冷却する冷却工程と、回転軸7の回転駆動を停止してタイヤTを液槽30に貯えられた冷却液から抜き出すタイヤ抜出工程と、タイヤ取外工程とを備えたタイヤのポストキュアインフレーション方法および装置。
(もっと読む)
クロロプレン重合体フィルムの製造方法
【課題】フリーズドラムからクロロプレン重合体フィルムを取り出す製造方法を提供する。
【解決手段】クロロプレンモノマーを乳化重合して得られるクロロプレンラテックスを用い、中和、凍結凝固、水洗および乾燥する工程を経てクロロプレン重合体フィルムを製造する方法において、フリーズドラム4上で凍結凝固したフィルム12を、該ドラムの中心線からの垂直距離で該ドラムの直径の0.06〜0.40倍の上部の位置に、該ドラムの表面からの水平距離で該ドラムの直径の0.30〜0.80倍の位置に設置した取り出し角度調整バーを介して取り出す。また表面にNi金属とCr金属の合金によるめっきを施した該ドラム上で凍結凝固を行い、凍結凝固された該ドラム表面の付着物を掻き取るドクターナイフ11とクロロプレン重合体フィルムの該ドラムからの取り出し位置との距離を該ドラムの直径の0.10倍以上にしてクロロプレン重合体フィルムを取り出す。
(もっと読む)
メタクリル樹脂組成物、並びに成形体およびその製造方法
【課題】 表面にナノオーダーの凹凸構造を複数有する金型を使用して成形するにあたり、良好に剥離でき、得られる成形体表面にナノオーダーの微細な凹凸構造を良好に形成しうるメタクリル樹脂組成物を提供する。
【解決手段】 本発明のメタクリル樹脂組成物は、表面にナノオーダーの凹凸構造を複数有する金型を使用した成形に用いられるメタクリル樹脂組成物であって、230℃、3.8kg荷重で測定した時のMFRが0.1〜50であるメタクリル樹脂(A)と、高級脂肪酸エステル、高級脂肪族アルコール、高級脂肪酸、高級脂肪酸アミド、高級脂肪酸金属塩からなる群より選ばれる少なくとも1種(B)とを含有し、前記(B)の含有量が前記(A)100重量部に対して0.2〜0.5重量部である。
(もっと読む)
161 - 180 / 734
[ Back to top ]