
Fターム[4F202AR06]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | 温度、熱量 (734)
Fターム[4F202AR06]に分類される特許
141 - 160 / 734
高速かつ低圧縮の熱可塑性材料の回転式成形機
本発明の一実施形態による成形装置は、複数の深絞り加工用圧縮型を備える。各圧縮型は、型キャビティ及び同型キャビティに対応する型コアを有する。回転支持構造が、型キャビティ及び型コアを互いに対して動作可能に支持する。圧縮型は、回転支持構造により形成される閉路を移動する間に開閉する。型材吐出機構が、各圧縮型に所定量の型材を順次導入する。熱源が、圧縮型を加熱し、型閉鎖機構が、加熱された圧縮型を閉じ、型キャビティ及び型コアの間において型材を圧縮して深絞り部品を形成する。冷却源が迅速かつ活発に圧縮型を冷却し、型開放機構が冷却された圧縮型を開く。取出装置が深絞り部品を圧縮型から取り出す。深絞り部品の形成方法も開示されている。本発明によるシステム及び方法により、深絞り部品の圧縮成形が容易になる。 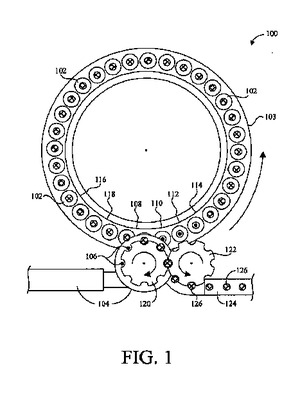 (もっと読む)
(もっと読む)
ポリ乳酸系成形体の製造方法
【課題】結晶化速度を向上させることにより、成形時間が短縮されたポリ乳酸系成形体の製造方法を提供すること。
【解決手段】ポリ−L−乳酸(PLLA)及びポリ−D−乳酸(PDLA)を含有し、それらのいずれか一方の割合が0.1〜20重量部である組成物(PLLA及びPDLAの合計で100重量部とする。)からポリ乳酸系成形体を製造する方法であって、その組成物の温度をその組成物中に含まれるSC材料成分の融点+5℃〜+15℃の範囲に昇温させ、その後の成形工程でそれ以上の温度とすることなく温度を下げて成形することを特徴とするポリ乳酸系成形体の製造方法
(もっと読む)
ロール金型の洗浄方法
【課題】 表面微細加工金型にキズ等の損傷を与えることなく、安全かつ環境低負荷な方法で切削油等の汚れを除去する。
【解決手段】 洗浄液の入った槽にロール金型を浸漬し、ロール金型を中心軸を中心として回転させながら、周波数が50kHz以上の超音波を印加してロール金型を洗浄する。その後、ロール金型の表面から30mm以上70mm以下の距離に配置されたノズルから、ロール金型に向けて3〜10MPaの噴射圧力で純水を噴射してロール金型の仕上げ洗浄を行う。
(もっと読む)
クランパ収納溝の直下に冷却管を設けた射出成形装置

【課題】クランパの加熱を阻止し、クランパの保持力を一定に保ち、キャビティ内の汚染を防止した成形同時転写品用の射出成形装置を得る。
【解決手段】A金型21とB金型26からなる一対の金型、A金型のキャビティ面に転写シートを配置する第一転写シート送り装置40、A金型のパート面に突出して設けられ、第一転写シート45をクランプする第一クランパ31と、B金型のパート面に形成された第一クランパ収納溝9を備えた射出成形装置であって、第一クランパ収納溝9の直下に第一クランパ用冷却管9を設け、第一クランパ用冷却管の中を冷媒が通過する射出成形装置である。
(もっと読む)
空気入りタイヤの製造方法
【課題】インナーライナーとブラダーとの粘着を防止して、インナーライナーとインスレーションまたはカーカスとの間にエアーイン現象を生じさせない空気入りタイヤの製造方法を提供する。
【解決手段】空気入りタイヤの製造方法は以下の工程を含む。ポリマー成分が、スチレン‐イソブチレン‐スチレントリブロック共重合体100〜60質量%と、ポリアミドを分子鎖に含むショアD硬度が70以下のポリアミド系ポリマー0〜40質量%とを含むポリマー組成物をインナーライナー9に用いた生タイヤを準備する。生タイヤを金型に装着し、かつブラダーにより加圧しつつ加硫する。得られた加硫タイヤを10〜120℃で10〜300秒間冷却する。
(もっと読む)
熱制御金型、および、その製造方法
【課題】ひけのない熱制御層を形成し、所期の断熱効果と、金型として充分な精度を得ることができ、かつ、金型として熱履歴を受けても熱制御層にひけが生じる恐れがない熱制御金型を提供する。
【解決手段】金属で構成される金型内部に樹脂からなる熱制御層が形成されている熱制御金型であって、前記金型の熱制御層形成部内面に第1の微細な凹凸と、該第1の微細な凹凸にさらに微細な第2の凹凸と、が設けられ、かつ、前記熱制御層にこれら微細な凹凸に対応する凹凸が設けられている熱制御金型。
(もっと読む)
射出成形品の製造方法
【課題】成形品作製の際のバリの発生量を抑制し、高結晶化度の成形品を得ることが可能な射出成形品の製造方法を提供する。
【解決手段】ポリアリーレンサルファイド系樹脂組成物の射出成形において、金型内表面に断熱層が形成された金型を用い、100℃以下の金型温度で射出成形する。断熱層は、熱伝導率が5W/m・K以下であるものが好ましい。また、好ましい断熱層としてはポリイミド樹脂を含むものが挙げられる。断熱層は、ポリイミド樹脂を含むものが好ましい。
(もっと読む)
成形体及びその製造方法
【課題】金属を用いることなく、光及び輻射熱を反射し、断熱性が向上した意匠性の高い成形体を作製することができる成形体の製造方法及び該方法により製造された成形体の提供。
【解決手段】成形体の製造方法は、成形金型内111に配置された空洞含有樹脂フィルム1上に、100℃〜320℃の溶融した樹脂50aを射出成形することを含み、前記空洞含有樹脂フィルムのSP値と前記樹脂のSP値との差の絶対値が、6.0未満である成形体の製造方法であって、前記空洞含有樹脂フィルムの平均厚みが25μm超200μm未満であり、前記成形体における樹脂部分の平均厚みが0.3mm超10mm未満であり、前記射出成形時における溶融した樹脂の射出圧力が200MPa未満であり、かつ、下記式(1)を満たす。(数4)t1×1/3×Qm×Vf>(Ti−50)×Ci×t2×1/200式(1)
(もっと読む)
タイヤ製造方法及びタイヤ製造用金型
【課題】熱可塑性樹脂を含んで構成されたタイヤ骨格部材にトレッドゴムを接着する際の、タイヤ骨格部材への熱供給に伴う影響を少なくできるタイヤ製造方法と、このタイヤ製造方法に適用可能なタイヤ製造用金型を得る。
【解決手段】タイヤ骨格部材14に対し、クラウン部26よりも外周側にトレッドゴム16を配置する。外金型部材56及び内金型部材60、62に熱を供給すると、トレッドゴム16がクラウン部26に接着される。内金型部材60、62からの供給熱量は、外金型部材56からの供給熱量よりも少なくされる。
(もっと読む)
成形装置および成形装置の温度制御方法
【課題】最適のタイミングで熱板等の部材に送られる熱媒等の液体の供給量を減少させることができ、省エネルギー化を進めることができる成形装置および成形装置の温度制御方法を提供する。
【解決手段】成形材Pを加熱または冷却する部材14がその内部通路15を流通する流体によって温度制御される成形装置11において、前記部材14へ向けて流体を送る供給側に設けられる第1の温度センサ25と、前記部材14から流体を排出する排出側に設けられる第2の温度センサ29と、前記第1の温度センサ25と第2の温度センサ29の検出値を比較し検出値が一定以内となったことを用いて流体の供給量を減少させる指令を発する制御装置31が備えられている。
(もっと読む)
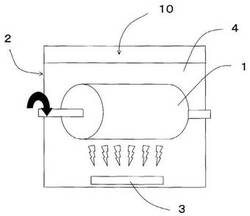
金型加熱装置
【課題】本発明は、製造容易かつ安価な金型加熱装置を提供することを目的とする。
【解決手段】側部加熱ユニットH1は、生タイヤTが収容されたタイヤ金型Mを加熱するための金型加熱装置であって、タイヤ金型Mが配置される空間を挟んで、互いに対向する上側リング状部材11及び下側リング状部材12と、上側リング状部材11及び下側リング状部材12の周方向において複数設けられ、上側リング状部材11及び下側リング状部材12を連結する第1板状部材13(非磁性部材)と、第1板状部材13における、リング状部材の中心軸側を向く面に設けられた第2板状部材14(強磁性非導体部材)と、タイヤ金型Mが配置される空間を、側方から取り巻くように、第2板状部材14を介して複数の第1板状部材13に支持されたコイル15と、を備える。
(もっと読む)
タイヤ加硫装置及びタイヤの製造方法
【課題】トレッドに成形される陸部を効果的に加熱することで加硫時間を短縮する。
【解決手段】グリーンタイヤTの外側面を所定形状に成形するモールド12と、モールドを内側に収容するコンテナ14とを備えたタイヤ加硫装置10である。コンテナ14は、モールド12内に装填されるグリーンタイヤTを、該モールドを介して加熱するための加熱手段48,50,52を備える。モールド12は、トレッドT1を成形するトレッド成形部18を備え、該トレッド成形部は、トレッドに複数の陸部T11〜T15を成形するとともに、各陸部T11〜T15の中央部に沿って延びる補助加熱手段としての管路58が埋設されている。
(もっと読む)
樹脂成形体及びその製造方法、並びにリレー
【課題】粉塵の発生を十分に抑制することが可能な樹脂成形体及びその製造方法、並びに樹脂成形体を容器として用いたリレーを提供する。
【解決手段】熱可塑性樹脂に無機フィラーを混合させて造粒した樹脂組成物から成形を行う場合、樹脂成形体の剛性が向上する。樹脂組成物の流動開始温度を温度T1(℃)、樹脂組成物を金型へ注入する際の金型の温度をT2(℃)、とした場合、関係式:T2(℃)≧T1(℃)−120℃を満たすことが好ましい。この関係式が満たされる場合には、樹脂成形体からの粉塵の発生を著しく抑制することができる。樹脂成形体を容器として用いたリレーは、低粉塵であるため、リレーの接点間に粉塵が詰まることがなく、良好な接点の接触を維持することができる。
(もっと読む)
ブロー成形金型およびブロー成形方法
【課題】ワークの温度を管理できるブロー成形金型を提供すること
【解決手段】ブロー成形金型は、板状のワークWをエアの流体圧でブロー成形するブロー成形金型であって、ワークWの縁部を挟持する上型31および下型21と、ワークWの下面を支持する支持板25と、支持板25の温度を制御する拡散板24と、下型21に形成されたエア供給口211を通してエアを供給するエア供給装置23と、を備える。拡散板24は、支持板25とエア供給口211との間に設けられ、このエア供給口211から供給されるエアの流れを制御する。
(もっと読む)
タイヤの加硫方法
【課題】特に大型タイヤの加硫成形において、金型が開状態に置かれている場合(ドライサイクル中)であっても、金型温度の低下を抑制して、生産性の悪化を抑制すると共に、加硫タイヤにオーバースピューの発生を抑制して、安定した品質のタイヤ製品を得ることができるタイヤの加硫方法を提供する。
【解決手段】大型生タイヤの加硫を行うタイヤの加硫方法であって、加硫金型のコンテナジャケットの温度を所定の基準温度に設定して生タイヤを加硫するに際して、先のタイヤの加硫終了から次のタイヤの加硫開始までの時間に加えて、先のタイヤの加硫終了前の15分以内の所定の時間および/または次のタイヤの加硫開始後の10分以内の所定の時間、コンテナジャケットの温度を、所定の基準温度より2〜7℃上昇させるタイヤの加硫方法。前記所定の基準温度は、140〜155℃の範囲で適宜設定され、150±5℃あるいは150±1℃が好ましい。
(もっと読む)
射出成形用金型および射出成形用金型製造方法
【課題】射出成形用の金型およびその製造方法を提供する。
【解決手段】射出成形用の金型を製造する方法であって、次のような工程を備える。少なくとも一つの温度制御要素を設ける。温度制御要素を第1の材料で覆う。第1の材料を、型穴を有する金型の本体を形成するよう機械的に加工する。また、射出成形用の金型は、金型本体と、温度制御要素と、断熱層とを備える。
(もっと読む)
射出成形品の製造方法
【課題】液晶性樹脂組成物を、超音波洗浄しても射出成形品表面のフィブリル化を抑え、優れた外観を有する成形品を得るための成形技術を提供する。特に、金型温度が100℃以下の条件でも実施可能な成形技術を提供する。
【解決手段】液晶性樹脂組成物の射出成形において、金型内表面に断熱層が形成された金型を用い、断熱層の厚みt1(μm)、射出速度S(mm/sec)、射出成形品の厚みt2(mm)、金型温度T(℃)とした場合に、特定の関係式を満たす成形条件で射出成形する。好ましくは金型温度が100℃以下で成形を行う。
(もっと読む)
射出成形又は射出圧縮成形を用いて低減されたひけを有する厚肉のプラスチック成形部品を製造するための装置及び方法
本発明は、射出成形又は射出圧縮成形を用いて厚肉のプラスチック成形部品を製造するための装置及び方法に関する。本発明に係る装置は、キャビティを備える射出成形又は射出圧縮成形のための工具を備え、工具が、キャビティに隣接する壁領域と、キャビティ近位の壁領域に隣接するキャビティ遠位のボディとを備え、工具のボディが、温度T1に温度調整可能に、壁領域が、温度T1とは異なる温度T2に温度調整可能に形成されていることを特徴とする。本発明に係る方法では、工具のキャビティ近位の壁領域の温度T2を射出プロセス前及び/又は中に、プラスチック成形材料のビカット温度TVより高い値にもたらして維持し、このとき、温度T2が工具のボディの温度T1を上回るようにし、キャビティ近位の壁領域の温度T2をプラスチック成形材料の硬化中かつ離型前にプラスチック成形材料のビカット温度TVを下回る温度にもたらす。結果として、軽減されたひけを有する、光学レンズ等の厚肉のプラスチック成形体が生じる。 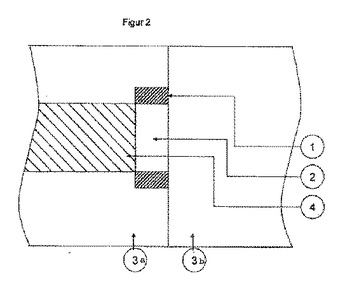 (もっと読む)
(もっと読む)
ブロー成形方法
【課題】既存設備の若干の手直しにより、ブロー成形品の軽量化を図っても、必要箇所に充分な肉厚を確保してその強度を確保出来るブロー成形方法を提供する。
【解決手段】ブロー成形温度に加熱したプリフォームをブロー成形金型内に組み込んだ後、金型を閉じ、この金型に設けた吹出孔からブロー成形温度になっているプリフォームの特定部位に冷却媒体を吹き付けて、この特定部位を他の部位よりも冷却して所定の温度差ΔTをつけ、その後プリフォームをブロー成形して成形品である樹脂製把手付容器にする。冷却媒体の吹き付け位置は、成形された樹脂製把手付容器における特定部位を予め設定した位置になるようにし、且つその肉厚も予め設定した厚みになるようにしたことで、既存設備の若干の手直しで、ブロー成形品の軽量化を図っても、必要箇所を充分な肉厚にしてその強度を確保することが出来る。
(もっと読む)
成形機の型締装置
【課題】タイバによって連結された固定および支持プラテンと、それらの間で移動する可動プラテンとを含み、固定および可動プラテンにそれぞれ取り付けられた断熱板のその上から、固定側および可動側の金型がそれぞれ取り付けられ、その金型の取り付けの際に、その金型が金型取り付け部材によって締め付けられて固定されると、その締め付け力で断熱板が圧縮されて、その固定側金型とその可動側金型の間の平行度を悪くする。
【解決手段】そこで、本発明の成形機の型締装置では、ヤング率の大きい材質で形成されるとともに前記断熱板の厚み寸法よりも大きい厚み寸法に形成された断熱スペーサを、その断熱板をその厚み方向に貫通する複数の断熱スペーサ用の貫通孔に挿嵌させて、その断熱スペーサ用の貫通孔を、その断熱板の板面上の金型が面する領域内であって、その領域の中心点を通る上下方向と左右方向の直線に対して線対称の位置にそれぞれ形成させる。
(もっと読む)
141 - 160 / 734
[ Back to top ]