
Fターム[4F202AR06]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | 温度、熱量 (734)
Fターム[4F202AR06]に分類される特許
61 - 80 / 734
樹脂成形品の製造方法
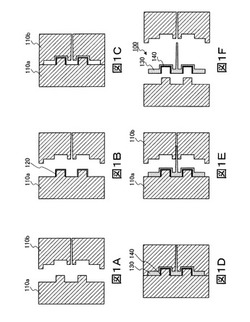
【課題】成形サイクルを長くすることなく、耐久性に優れたコート層を形成することができる、コート層を有する樹脂成形品の製造方法を提供すること。
【解決手段】射出成形用金型のコアプレート(110a)のキャビティ面に熱硬化型のコーティング剤(120)を塗布する。このとき、コアプレート(110a)の温度Tmを、コーティング剤(120)の熱硬化温度Tcよりも低くする。その後、射出成形用金型のキャビティに熱可塑性樹脂(130)を注入する。このとき、コアプレート(110a)のキャビティ面の最高温度Tpが、コーティング剤(120)の熱硬化温度Tc以上となる。これにより、コーティング剤(120)は、熱可塑性樹脂(130)の熱により硬化する。
(もっと読む)
金型の温度制御装置

【課題】複数の分割型(固定型21a、可動型21b)からなる金型21の該分割型間の温度差を出来る限り小さくして、成形品の品質の低下と金型の早期劣化とを抑制する。
【解決手段】複数の温度制御部のうち、目標温度がステップ状に変化した場合の、温度制御の実行による分割型の検出温度の立ち上がり特性が最も悪い温度制御部、又は、目標温度が一定である場合の、温度制御の実行による検出温度の変動幅が最も大きい温度制御部を主制御部とし、その他の温度制御部を追従制御部とする。
(もっと読む)
パージ方法
【課題】
本発明は、EVOHとポリアミド樹脂(A)との相互切り替えに関し、特にポリアミド樹脂(A)残存により製品中にスジが発生することを抑制し、ゲル、ブツの混入による製品不良をなくし、正常な製品を短時間で効率的に得る。
【解決手段】
ポリアミド樹脂(A)とエチレン−ビニルアルコール共重合体樹脂との樹脂切り替えの際に、パージ材として、メタキシリレンジアミン単位を70モル%以上含むジアミン単位(I−2)及び炭素数8〜12のα、ω−脂肪族ジカルボン酸単位を70モル%以上含むジカルボン酸単位(II−2)を含むポリアミド樹脂(B)100質量部に対してアルカリ化合物(X)を0.01〜5質量%を含むポリアミド樹脂組成物(P)を用いることを特徴とするパージ方法。
(もっと読む)
射出成形用金型の温度制御装置
【課題】金型のキャビティ内に射出される樹脂の温度を出来る限り正確に所定温度にするとともに、ホットランナー部での滞留樹脂の過加熱を防止し、これにより、成形品の品質を出来る限り向上させる。
【解決手段】ヒータ制御部41が、ホットランナー部における樹脂がキャビティ内に射出されているときには、ホットランナー部の出口部における樹脂の温度(第1の樹脂温度検出センサ52による検出樹脂温度)に基づいてヒータ51をフィードバック制御する一方、ホットランナー部における樹脂がキャビティ内に射出されていないときには、ホットランナー部の出口部以外の部分における樹脂の温度(第2の樹脂温度検出センサ53による検出樹脂温度)に基づいてヒータ51をフィードバック制御する。
(もっと読む)
プラスチック成形品における部分収縮補正の方法
【課題】部分収縮補正が行われたプラスチック成形品の製造方法およびこの方法によって製造されたプラスチック成形品を提供する。
【解決手段】(A)プラスチックフィルム2を少なくとも1種の熱可塑性プラスチックで一方の側にバック射出し、該プラスチックフィルムの1以上の部分領域がバック射出されない工程、(B)上記工程(A)で得られたプラスチック成形品を冷却する工程、を包含するプラスチック成形品の製造方法であって、(C)工程(B)で得られたプラスチック成形品の少なくともバック射出されていないそれらの領域を次いで再加熱することを特徴とするプラスチック成形品の製造方法。
(もっと読む)
注型成形金型、並びに成形品の製造方法
【課題】リブを備えた成形品であってもリブに発生するヒケを抑制可能な注型成形金型、並びに成形品の製造方法を提供することである。
【解決手段】注型成形金型1は、裏面型2と表面型3を有し、成形キャビティ4を有している。成形キャビティ4は、裏面型2と表面型3とが合わさって形成される空間であり、成形品30を成形可能なものである。注型成形金型1は、温度調節手段10を内蔵している。温度調節手段10は、表面側温度調節手段11と、裏面側温度調節手段12と、リブ側温度調節手段13との3系統に区分されている。表面側温度調節手段11は、成形品30の表面31に各々相当する位置の温度を制御可能である。裏面側温度調節手段12は、成形品30の裏面32に相当する位置の温度を制御可能である。リブ側温度調節手段13は、成形品30のリブ33に相当する位置の温度を制御可能である。
(もっと読む)
熱リレー、熱スイッチ、加熱冷却装置、ヒートサイクル射出成形装置及びヒートサイクル射出成形方法
【課題】加熱と冷却の態様を簡単に切り換えることが可能な熱リレーを提供する。
【解決手段】この発明の熱リレーは、第1の端部と第2の端部とを有する第1のウィックレスヒートパイプと第2のウィックレスヒートパイプを備え、第1と第2のウィックレスヒートパイプの両方の第1の端部が共に同一の伝熱対象に接続する接続端部を構成し、第1のウィックレスヒートパイプの第1の端部と第2の端部との重力方向に係る相対的な位置と、第2にウィックレスヒートパイプの第1の端部と第2の端部との重力方向に係る相対的な位置とを同時に反転させることで伝熱の態様を切り換える。
(もっと読む)
射出成形方法
【課題】 製品の意匠面に生ずるヒケ等の外観不良を防止するに好適な射出成形方法及び射出成形用金型を提供する。
【解決手段】 本発明によれば、意匠面側の金型キャビティ温度を反意匠面側の金型キャビティ温度より高く設定することによって、意匠面側の金型キャビティ面が、反意匠面側の金型キャビティ面より、樹脂が密着しやすい状況にする。そして、樹脂の射出完了後に型締力を低下させて、短時間で金型内での樹脂圧力が0Paとなるように制御することによって、反意匠面側の金型キャビティ面と樹脂を短時間で離型させることにより、意匠面側の樹脂に樹脂の熱収縮による影響がでないようにして、ヒケの発生を抑制する。なお、前述の射出完了後に反意匠面側の金型キャビティ面にガスを注入すれば、前述の発明の効果が更に高まる。
(もっと読む)
金型の温度調節方法及び装置
【課題】金型21の段替え前に次の金型21を事前に余熱しておかなくても済むようにしつつ、段替え後の金型21の温度が製品成形時の温度に達するまでの時間を短縮する。
【解決手段】金型21の段替え時において、切換手段(第1〜第3開閉弁75〜77)により流体をバイパス通路78へ流しかつ温度調節手段(ヒータ66)により該流体の温度を製品成形時の温度よりも高温にする段替え時動作を実行するとともに、段替え完了後に、上記切換手段により、上記製品成形時の温度よりも高温にした流体を段替え後の金型21の流路51へ流す金型昇温動作を実行する。
(もっと読む)
シール部材の製造方法及び成形装置
【課題】シリンダとピストンとの間のシール性を維持しつつポンプの耐久性の向上を図ることができるシール部材の製造方法を提供する。
【解決手段】平面部50aとシール部50bとを有するシール部材の製造方法であって、第1の円筒部111と第1の底面部112とを有する第1の治具110に、第1の円筒部111の内径よりも大きい外径を有する円形の樹脂シート50Sを装着し、第1の円筒部111の内径よりも小さい外径を有する第2の円筒部121と、第2の底面部122とを有する第2の治具120を第1の治具110に装着し、第1の底面部112と第2の底面部122とによりシート部材50Sを所定圧力で挟圧し所定温度に加熱することで、第1の底面部112と第2の底面部122との間に平面部50aを形成し、第1の円筒部111と第2の円筒部121との間にシール部50bを形成する。
(もっと読む)
空気入りタイヤ及びその製造方法
【課題】 サイド剛性を増大させた場合であっても、カーカスコードの破断を防止して耐久性を向上することを可能にした空気入りタイヤ及びその製造方法を提供する。
【解決手段】 一対のビード部3,3間に少なくとも1層のカーカス層4A,4Bを装架し、トレッド部1におけるカーカス層4A,4Bの外周側に複数層のベルト層7A,7Bを配置した空気入りタイヤにおいて、最も広いベルト層7Aのエッジに対応するタイヤ内面Sのベルトエッジ対応位置P1からビードトウ側に向かってタイヤ子午線断面でのペリフェリー長で20mmの位置P2とベルトエッジ対応位置P1との間の領域をショルダー相当領域Xと規定したとき、少なくともショルダー相当領域Xにて、最内側のカーカス層に含まれるカーカスコードCとタイヤ内面Sとの間に介在するゴム部分の厚さtを1mm以下とし、かつ該ゴム部分をジエン系ゴムを主体とするゴム組成物で構成する。
(もっと読む)
射出成形システム
【課題】加熱・冷却を繰り返しても、配管のフランジ部と管状部との継ぎ目の部分に亀裂が生じるのを防ぎ、信頼性を高めることのできる射出成形システムを提供することを目的とする。
【解決手段】配管部材110、120のフランジ部112、122どうしを連結する環状プレート170、170が環状とされることで、管状体111、121とは接触せず、管状体111、121との間に空気による断熱層Aが存在するようにした。これにより配管部材110、120と、これらを互いに連結する環状プレート170、170との熱伝達が行われにくく、環状プレート170、170による熱影響を抑える。さらに、フランジ部112、122が熱膨張・収縮するときには、フランジ部112、122と環状プレート170との間で滑りが生じるようにした。
(もっと読む)
樹脂シートの製造方法
【課題】転写率の向上を図ることが可能な樹脂シート製造方法を提供する。
【解決手段】形状ロールから剥離された連続樹脂シートの、形状が転写された側のシート表面を冷却する冷却工程を備え、シート表面の表面温度が、樹脂のガラス転移温度Tgに対して、(Tg+5)℃〜(Tg+50)℃の範囲であるときに、シート表面を冷却する。これにより、転写型から剥離された後の連続樹脂シートの表面形状を硬化させ、転写された表面形状を好適に維持する。
(もっと読む)
流延ダイ、ダイヘッドの製造方法及びフィルムの製造方法
【課題】ソリを抑えながら幅広化のダイヘッド本体にDLC層を設ける。
【解決手段】ドープが流通する流路が設けられた流延ダイは、ダイ本体を備える。ダイ本体の上部には流路の入口が開口する。ダイ本体の下方先端部には流路の出口が開口する。ダイ本体は1対の側板と1対のリップ板とを有する。流路は1対の側板と1対のリップ板とによって囲まれてなる。リップ板は、流路の入口の構成部材であるリップ板本体と、出口の構成部材であるダイヘッド82とからなる。ダイヘッド82はボルトによりリップ板本体と締結可能である。ダイヘッド82は、楔形のダイヘッド本体85とダイヘッド本体85の表面全体に設けられたDLC膜86からなる。DLC膜86は、イオン蒸着法によりダイヘッド本体85に設けられる。
(もっと読む)
複合成形体、複合成形体の製造方法及びインモールドラベル
【課題】製造コストをほとんど増大させず、且つ生産性をほとんど低下させずに、薄い形状の成形体に由来する薄層と樹脂組成物に由来する成形体層との密着性を改善する技術を提供する。
【解決手段】結晶性熱可塑性樹脂薄肉成形体に由来の薄層と、溶融樹脂組成物に由来の成形体層との境界付近に、互いの材料が溶け合い、結晶状態となる混合層が形成される条件で製造する。例えば、金型の内表面の少なくとも一部に断熱層が形成された金型の内部に、結晶性熱可塑性樹脂薄肉成形体を配置し、結晶性樹脂を含む溶融樹脂組成物を流し込む成形工程を備える方法で製造する。この製造方法において、結晶性熱可塑性樹脂薄肉成形体は、少なくとも薄肉部分の一部が断熱層と重なるように配置し、結晶性熱可塑性樹脂薄肉成形体は、少なくとも薄肉部分の相対結晶化度が60%以下のものを使用する。
(もっと読む)
金型冷却モデル作成装置、金型冷却モデル作成方法および金型冷却モデル作成用プログラム
【課題】冷却媒体の流路の設定における流路の交差点の抽出を効率よく行うことができる技術を提供する。
【解決手段】冷却水が流れる温度調整配管である水穴が配置された金型のCADデータから、水孔を抽出する水穴抽出部102と、抽出された水穴の交差点を抽出する流路変更点抽出部103を備える。水穴抽出部102は、水孔を構成する加工孔の両端の座標を水孔の始点および終点として抽出し、この始点と終点を結んだ線分を水穴の中心線として取得する。交差点抽出部102は、異なる方向に延在する上記中心線同士を比較し、中心線同士が交差する部分を、水穴に流れる冷却水の流路を変更する位置として抽出する。
(もっと読む)
片落レデューサの製造方法
【課題】材料の無駄が少なく、製造コストが低廉で、強度的にも優れた均一な片落レデューサを製造する。
【解決手段】本発明の片落レデューサの製造方法は、成形体を形成するように雄型と雌型とを配置する工程と、雄型と雌型とのキャビティに、硬質ポリ塩化ビニル樹脂を射出する工程と、硬質ポリ塩化ビニル樹脂を固化することにより筒状体を成形する工程と、雄型と雌型とを除去する工程と、成形後の筒状体を開口部の中心線に垂直な方向に切断する工程とを備える。
(もっと読む)
樹脂成形品の製造方法
【課題】製造される樹脂成形品の寸法や強度を安定させることのできる樹脂成形品の製造方法を提供すること。
【解決手段】帯状の樹脂発泡シートを熱成形機に間欠送りして該熱成形機の加熱ゾーンにおいて前記樹脂発泡シートを加熱し、該加熱ゾーンに続けて設けられている成形ゾーンにおいて前記加熱ゾーンで加熱された樹脂発泡シートを成形型に沿わせて変形させるとともに冷却させて該樹脂発泡シートに製品形状を形成させる樹脂成形品の製造方法であって、前記成形ゾーンに導入させた樹脂発泡シートに温度差が生じることを抑制すべく、前記加熱ゾーンでは、前記間欠送りによって次に成形ゾーンに送られる樹脂発泡シートの先端側の温度を末端側の温度よりも高温にさせることを特徴とする樹脂成形品の製造方法を提供する。
(もっと読む)
射出成形用金型の冷却機構
【課題】所定時間、均一に一対の金型を冷却することを可能にする射出成形用金型の冷却機構を提供する。
【解決手段】金型1、2の合せ面1b、2bを当接させて一対の金型1、2を型閉するとともに連通するように、各金型1、2に形成された冷却流路12、13と、金型1、2を進退させて一対の金型1、2を型開閉させる金型進退駆動手段11の駆動を検出し、一対の金型1、2が型閉してから所定の時間、冷却流路12、13に冷却水Wを供給して流通させる冷却水供給制御手段14とを備える。
(もっと読む)
金型冷却装置及びこれを備えた金型冷却システム
【課題】種々の金型に簡便に適用し得るとともに、冷却タイミングの制御を容易に行い得る金型冷却装置及びこれを備えた金型冷却システムを提供する。
【解決手段】金型冷却装置1は、金型3の局部に埋め込まれるようにして配設される冷却ブロック35,36,37の中空部35a,36a,37aに接続されるとともに、前記金型からの吸熱により気化した媒体を排出する排出ライン13と、この排出ラインを経た気化した媒体を凝縮させる凝縮部16と、この凝縮部において凝縮された媒体を貯留する貯留部17と、この貯留部の媒体を前記冷却ブロックの中空部に供給する媒体供給部11を配した供給ライン10と、これら各部及び各ラインが減圧下において、前記媒体供給部を作動制御し、所定の金型冷却開始信号に基づいて前記冷却ブロックの中空部に前記媒体を供給する制御部40とを備えている。
(もっと読む)
61 - 80 / 734
[ Back to top ]