
Fターム[4F202AR06]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | 温度、熱量 (734)
Fターム[4F202AR06]に分類される特許
21 - 40 / 734
成形用金型、および、ウレタンフォーム成形方法
【課題】成形時間の短縮を図ることが可能な成形用金型、および、ウレタンフォーム成形方法を提供する。
【解決手段】ウレタンフォームを成形するための形成用金型10において、凹部12が形成された下型14と、凹部を覆うように下型に型締めされて、下型とキャビティ18を形成する上型16と、凹部の底面を加温する下型底面ヒータ20と、下型の上型に接する部分を加温する下型上部ヒータ32と、上型のキャビティに面する内面を加温する上型ヒータ34とを備え、キャビティ内にウレタンフォームの原料が注入される前に、凹部の底面が40〜70℃の範囲の温度まで加温され、下型の上型に接する部分と上型の内面とが、その温度より5℃以上高い温度、かつ65〜85℃の範囲の温度まで加温されるように構成する。このような構成により、泡化反応に連続して、レスポンス良く樹脂化反応を行うことが可能となり、成形時間の短縮を図ることが可能となる。
(もっと読む)
熱成形用の装置と成形方法

【課題】 熱成形の賦形から離型の過程において、賦形体を高速で加熱し、あるいは高速で加熱すると共に冷却行程に賦し、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行うことのできる熱成形装置と成形方法を提供する。
【解決手段】
熱可塑性樹脂シートの加熱板による予熱と圧空成形を可能に装備した熱成形装置において、冷却手段を成形型周辺に配置して、加熱板の上昇離反後に成形型の上部に対して上記冷却手段を進退させるか、又は成形型を上記冷却手段の下部に進退可能にして、上記冷却手段から冷却媒体を噴射して上記樹脂シートの賦形体を冷却するように構成し、更に成形型として、熱浸透率(kJ/m2s1/2K)が0.01〜15である材料により成る表面層と、この表面層の背後に接してこの層の全展開面を定常的に均一な温度に調整する手段を含む構成のものを用いる。
(もっと読む)
樹脂成形品の成形方法
【課題】結晶性高分子樹脂を用い、その結晶化度を向上させる前記の方法を容易かつ確実に実現することができる樹脂成形品の成形方法を提供する。
【解決手段】成形型11内において、温度が融点以下、結晶化温度以上である結晶性高分子樹脂材A’2,A’3にねじり力を加えることにより、該樹脂材A’2,A’3を、臨界伸長ひずみ速度以上のひずみ速度で伸長させ、配向融液状態を経て結晶化させるように成形する。この際、前記ねじり力と共に、該ねじり力の回転軸に略平行な方向に沿った引張り力または圧縮力の少なくとも一方を加えることが好ましい。
(もっと読む)
通水機構及びその製造方法並びにブッシュ装置
【課題】金型の冷却孔に対し冷却装置の密着性を簡易な構成で向上し得る冷却ブッシュ装置などを提供する。
【解決手段】カラー12は冷却孔82及び冷却ブッシュ14に介在する。カラーの内面はテーパで、その外径は冷却孔の孔径と同一である。冷却ブッシュの外面をカラーのテーパに対応するテーパとする。冷却ブッシュ及びカラー(冷却ブッシュ装置10)の取付時、冷却ブッシュがカラーを押広げるというテーパの楔効果により、カラーが冷却孔に密着する。即ち、冷却ブッシュ及びカラーのテーパ同士を嵌合させる組合せ構造で、冷却ブッシュ装置及び冷却孔を密着させるので、熱伝達効率を低下させず、金型の温度調整をし得る。また密着性を冷却ブッシュ及びカラーのテーパ同士を嵌合させる簡易な機械構造であるので、従来例の冷却孔及び金型用溶湯冷却ピンの隙間に溶解金属を介在させる構成に比べ、交換時などの労力が軽減でき使い勝手が良くなる。
(もっと読む)
成形品の製造方法
【課題】 樹脂射出成形によって成形される成形品は、金型から取り出す瞬間の金型温度に依存し、それに応じた形状変化を生じることになる。前記、金型温度は室温等の雰囲気温度の対流によって、ショット間にバラツキをもたらす。その結果、成形品においても、その温度バラツキに応じ、形状のバラツキを発生させてしまう不具合があった。特に、光学素子のような高精度な成形品において、そのバラツキ量が許容できない場合があった。
【解決手段】 型開きした後、成形品が保持された第一の型部材のキャビティの温度を計測し、前記キャビティの温度が所定の温度に達した時に、前記キャビティから前記成形品を取り出すことを特徴とする。
(もっと読む)
モールド金型及びこれを備えた樹脂モールド装置
【課題】金型表面温度の調整をきめ細かくかつ所定の温度範囲内に調整可能なモールド金型を提供する。
【解決手段】上型チェイス5及び下型チェイス10と上型インサート7及び下型インサート11の少なくともいずれか一方にキャビティ凹部11bに近い側から冷却装置14と第二の加熱装置15がこの順に設けられ、キャビティ凹部11bの近傍に第二の温度センサ11cが設けられている。
(もっと読む)
タイヤ加硫機およびタイヤ加硫方法
【課題】加硫時間を短縮し、稼働効率を向上させることができるようにする。
【解決手段】媒体供給路25から媒体流通経路20に供給する窒素ガスを、シースヒータ43で予め所定温度まで加熱し、保温しておく。加硫時に媒体供給路25から媒体流通経路20に供給される窒素ガスは、昇温された状態で媒体流通経路20に流入するので、媒体流通経路20に供給された窒素ガスによって、媒体流通経路20を流通する窒素ガスの温度が低下するのが抑制される。
(もっと読む)
剛性中子、及びそれを用いたタイヤの製造方法
【課題】加硫時の熱膨張による中子本体の変形を抑えてタイヤのユニフォミティーを向上させる。
【解決手段】中子本体をなす複数の中子セグメントは、アルミニウム又はアルミニウム合金からなる熱膨張が大きい半径方向外側の外セグメント部と、ステンレス合金からなりかつ前記外セグメント部に取り付く熱膨張が小さい半径方向内側の内セグメント部とから形成される。加熱前の常温状態の中子本体において、周方向で隣り合う中子セグメント同士は、内セグメント部の周方向端面間では隙間がなく、かつ外セグメント部の周方向端面間では、熱膨張用の隙間Gを有する。
(もっと読む)
射出成形方法及びその装置
【課題】射出成形において、装置が大型化することや大重量化すること、さらには設備投資が高騰することを回避しつつ、十分な強度を示し且つ欠陥発生が回避された成形品を得る。
【解決手段】流動通路を流通する溶融樹脂を、昇温部40を通過させることで、射出機32内で溶融したときの温度よりも高温とするとともに粘度を低下させる。昇温部40にスタティックミキサ54が配設されている場合、溶融樹脂は、撹拌されながら昇温部40を流動する。このため、溶融樹脂に温度ムラが生じることが回避され、その結果、粘度が略一様となる。以上のようにして高温となり且つ粘度が低下した溶融樹脂は、糸引き防止部42、スプルー44、スラッグウェル86、ランナ46及びゲート48を経由した後、製品部50に導入される。
(もっと読む)
圧力均一化装置及びそれを用いたプレス製品の製造方法
【課題】プレス成型用の熱盤から成形型に加わる圧力を均一化させる。
【解決手段】圧力均一化装置100は、プレス成型用の熱盤と成形型との間に設けられる。圧力均一化装置100は、熱盤側に配置される押側部材110と成形型側に配置される熱盤側に開口した凹部121が形成された受側部材120とを備える。押側部材110は、受側部材120の凹部121に、凹部121に収容された流体16を封じると共に流体16を介して熱盤からの圧力を受側部材120に伝えるように嵌め入れられている。
(もっと読む)
発泡成形体及びその製造方法並びに製造装置
【課題】表皮層の厚さを異ならせる。
【解決手段】本発明の発泡成形体の製造方法では、キャビティ型26の成形面26Aをコア型28の成形面28Aよりも高い温度にする。従って、キャビティ型26の成形面26Aと接する第一表皮層62の方がコア型28の成形面28Aと接する第二表皮層64よりも硬化が遅くなる。これにより、第一表皮層62を第二表皮層64よりも薄く形成することができる。つまり、表皮層(第一表皮層62と第二表皮層64)の厚さを異ならせることができる。
(もっと読む)
射出成形方法、射出成形品及び射出成形金型
【課題】異なる樹脂材料を用いて形成した複数の成形部材を備える射出成形品に関し、機能性の要求と外観品質の要求を両立させること。
【解決手段】成形用可動入れ子26を含む固定側金型22と可動側金型24との間に形成した、大断面積空間と小断面積空間とが連続している形状の第一成形空間へ溶融結晶性樹脂R1を射出し、第一成形空間へ射出された溶融結晶性樹脂R1が固化した後に移動させた成形用可動入れ子26を含む固定側金型22と可動側金型24との間に形成した、大断面積空間のうち小断面積空間と連続している部分以外を包囲する形状の第二成形空間へ溶融非結晶性樹脂R2を射出し、溶融非結晶性樹脂R2を固化させて射出成形品を製造する。
(もっと読む)
溶融微細転写成形方法及び溶融微細転写成形装置
【課題】経済性にも優れ、急速かつ効率的に加熱及び冷却をすることができる金型の加熱及び冷却方法を用い、高精度かつ生産性の高い溶融微細転写成形方法及び溶融微細転写成形装置を提供する
【解決手段】本発明に係る溶融微細転写成形方法は、上及び下成形型に電気ヒータと、加熱又は冷却媒体を流す流路とが設けられ、加熱及び冷却が可能な上及び下成形型により、その下成形型上面に塗布された樹脂を押圧して転写成形体を成形する溶融微細転写成形方法であって、上及び下成形型の加熱が、電気ヒータ及び加熱媒体によりそれぞれその特性を最大限に発揮する状態で行われるようになっている。
(もっと読む)
光学素子の成形方法
【課題】 光学性能に優れる光学素子を連続成形しても形状バラツキが小さくすることが可能な成形方法を提供する。
【解決手段】 光学面を成形するための金型部材と側面を成形するための金型部材に温度差をつけて成形することにより、樹脂の配向方向を変え複屈折の影響が小さくなるように成形する。また金型が開いた状態で加熱を開始することにより、側面を成形するための金型部材は光学面を成形するための金型部材から離れた状態で加熱を開始できるので、光学面を成形するための金型部材の温度は安定した状態で成形を開始することができ、形状バラツキの小さい生産性のよい光学素子が得られる。
(もっと読む)
樹脂成形品
【課題】 放熱性を付与するための加工工数や組み付け工数が少なく、かつ、放熱特性の良好な樹脂成形品を提供する。
【解決手段】 電気配線用金属部材1の一部1Aを第1熱可塑性樹脂2からなる第1樹脂成形部3内に直接埋設し、さらに、第1樹脂成形部3の一部を第1熱可塑性樹脂より熱伝導率の低い第2熱可塑性樹脂からなる第2樹脂成形部9内に埋設して、電気配線用金属部材1、第1樹脂成形部3及び第2樹脂成形部9を一体化する。第1樹脂成形部3は第2樹脂成形部9に埋設されずに外部に露出した箇所を有し、当該箇所の露出表面3Bから電気配線用金属部材1に至るまでの第1熱可塑性樹脂により形成された熱可塑性樹脂層3Aの厚みtを0.4〜1mmとする。
(もっと読む)
タイヤ加硫装置及びタイヤ製造方法
【課題】未加硫タイヤを加硫するときに、加硫モールドと加硫リングの間に隙間が生じるのを防止する。
【解決手段】加硫リング21は、未加硫タイヤ90のビード部91に装着される。加硫モールド10は、未加硫タイヤ90と加硫リング21を収容する。嵌合部15は、加硫モールド10の内周に設けられて加硫リング21が嵌合する。嵌合部15は、加硫モールド10内に向かって次第に拡がる環状の傾斜面15Aを有する。加硫リング21は、嵌合部15よりも温度が低いときに、傾斜面15Aに隙間なく嵌合する傾斜した外周面21Aを有する。加硫リング21は、温度の上昇に伴う熱膨張により傾斜面15Aに沿って変位する。
(もっと読む)
導光体付きピン
【課題】従来よりもその長さを大幅に短くした導光体付きピンを提供すること。
【解決手段】単線の光ファイバ17と、先端側に光ファイバ17の外径よりも僅かに大径に設けられた保持孔15と、保持孔15から基端側まで連続してこの保持孔15よりも大径に設けられた拡径部16とを有する円筒状の中空軸部12と、光ファイバ17を拡径部16に挿通させるとともにこの光ファイバ17の先端部を保持孔15に挿通保持させた状態で光ファイバ17と中空軸部12とを一体的に固定するために拡径部16に基端側を余して充填される耐熱性接着剤18とを備えた。また、拡径部16の内面には、光ファイバ17が受ける圧力に耐熱性接着剤18が抵抗するように引っ掛かり加工としてねじ加工を施した。
(もっと読む)
タイヤ内面用離型剤
【課題】 経時的な分散安定性が良く、生タイヤ内面に付着させ加硫した場合に十分に透明となるタイヤ内面用離型剤を提供する。
【解決手段】 タイヤ内面用離型剤は、粉体からなる無機成分と、シリコーン成分と、界面活性剤と、多価アルコールと、水とを含む。多価アルコールの沸点は200℃以上であるとよい。また、多価アルコールおよび水の合計量の重量割合がタイヤ内面用離型剤の35〜90重量%であり、多価アルコールが前記多価アルコールおよび水の合計量の10〜60重量%であると好ましい。タイヤは、このタイヤ内面用離型剤を生タイヤ内面に付着させ、加硫して得られるタイヤである。
(もっと読む)
中空封止体の製造方法および製造装置
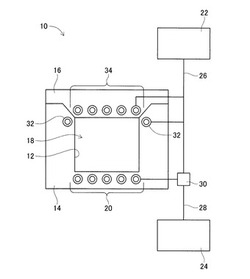
【課題】 設計自由度が高く、内部が減圧されて封止された中空体を容易に製造可能な、中空体の製造方法およびこの製造装置を提供する。
【解決手段】 成形炉3は通常の電気加熱炉を用いることができる。成形炉3の内部には成形型5が配置される。成形型5は少なくとも一対の上型および下型よりなり、上型および下型の間に管状素材7が挟み込まれる。成形炉3には、温度調整部9が接続される。温度調整部9は、成形炉3内部の温度を測定し、あらかじめプログラムされた昇温速度等によって、成形炉3内部の温度を調整する部位である。成形炉3には、配管19およびバルブ17を介して不活性ガス供給部13および減圧装置15等が接続される。バルブ17の操作によって、成形炉3の内部空間に不活性ガスを供給して不活性ガス雰囲気とすることができ、また、減圧装置15によって成形炉3内部を真空に引くことも可能である。
(もっと読む)
電気・電子機器外装部品の製造方法
【課題】バイオマス資源を原料として使用されたポリカーボネート樹脂を溶融押出し、その後射出成形し、耐熱性、機械特性、耐環境特性に優れた電気・電子機器外装部品の製造方法を提供する。
【解決手段】下記式(1)で表されるカーボネート構成単位を含み、250℃におけるキャピラリーレオメータで測定した溶融粘度が、シェアレート600secー1の条件下で0.2×103〜4.0×103Pa・sの範囲にあるポリカーボネート樹脂(A成分)と添加剤とを、溶融混練機に供給し、シリンダー温度220〜270℃の範囲で溶融押出しペレット化し、得られたペレットをシリンダー温度220〜270℃の範囲、金型温度40〜140℃の範囲で射出成形することを特徴とする電気・電子機器外装部品の製造方法。
【化1】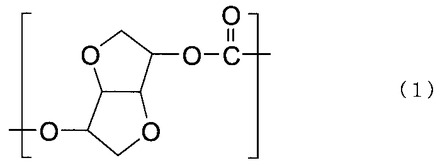 (もっと読む)
(もっと読む)
21 - 40 / 734
[ Back to top ]