
Fターム[4F202AR06]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | 温度、熱量 (734)
Fターム[4F202AR06]に分類される特許
101 - 120 / 734
植物系樹脂ペレット及びその製造方法並びに植物系樹脂材料による射出成形装置
【課題】溶融粘度が低く、成形性に優れるとともに、天然木材等に近い良好な外観を付与することが可能で、しかも成形時の変色(焼けこげ)が抑制され、物性に優れる成形品を得ることができる木質樹脂ペレット、植物系樹脂ペレット及びその製造方法を提供する。
【解決手段】この発明にかかる木質樹脂ペレットは、木粉70〜91重量部と、融点を40〜100℃の間に持つワックス材料1〜15重量部とからなり、また、この発明にかかる植物系樹脂ペレットは、植物系粉末70〜91重量部融点と、40〜100℃の間に持つワックス材料1〜15重量部とからなる。
(もっと読む)
圧縮成形装置及び圧縮成形方法

【課題】プリフォームのブロー成形時において、加熱装置による温度調整を軽減又は省略すること。
【解決手段】プリフォームの圧縮成形金型33におけるキャビティ金型34の測定熱移動量Qb’とスライドインサート金型36の測定熱移動量Qn’を計測し、これらの測定熱移動量比Qn’/Qb’を監視する。測定熱移動量比Qn’/Qb’が一定の範囲内になるように、監視することによって、ブロー成形時に加熱手段を必要としない。
(もっと読む)
プレス成形方法およびその成形体
【課題】強化繊維とマトリックス樹脂からなる成形材料の成形体製造時における、工程の簡略化および作業性に優れるプレス成形方法を提供する。
【解決手段】強化繊維とマトリックス樹脂からなる成形材料7をプレス成形する方法において、開口部を有する凹部の型5と、該凹部に対応する凸部を有し、該凹部の型5との間でキャビティが構成される凸部の型2からなるプレス成形型であって、動力源として、プレス成形型を稼働させる加圧装置の型締め力および/または型開き力を用い、剪断力により余肉部分を除去する剪断加工機構3、4と、成形材料7を加圧し、プレス成形をする機構とを併せ持った構成を有する成形型1内にて実施するプレス成形方法。
(もっと読む)
熱可塑性樹脂粒子
【課題】ゴム型を用いて熱可塑性樹脂の成形を行う場合に、樹脂成形品の形状、表面精度等の品質を効果的に向上させることができる熱可塑性樹脂粒子を提供すること。
【解決手段】熱可塑性樹脂粒子は、ゴム材料からなるゴム型のキャビティ内に、粒子状態の熱可塑性樹脂6Aを投入する投入工程と、ゴム型2を介してキャビティ22内における粒子状態の熱可塑性樹脂6Aに電磁波を照射し、粒子状態の熱可塑性樹脂6Aを加熱して溶融させる粒子加熱工程とを含む樹脂成形方法に用いる。熱可塑性樹脂粒子は、嵩密度が0.4〜0.8g/cm3であり、平均粒子径が250〜2000μmであり、安息角が48度以下である。
(もっと読む)
樹脂成形用積層金型およびその製造法
【課題】鋼材を素材に用いた高強度の樹脂成形用積層金型を効率的に低コストで生産する。
【解決手段】片面当たり2.5〜50.0μm厚さの銅めっき層を両面に持つ銅めっき鋼板を素材として、冷媒流路の配置に基づいて設計されたカットパターンを形成してなる複数の金属シート部材を、それぞれの銅めっき層同士が密着するように重ね合わせて積層体とする工程(積層工程)、
前記積層体を1.5〜6.0MPaの積層方向圧力が付与された状態として、10Pa以下の減圧雰囲気下で780〜950℃に加熱保持することにより、各銅めっき層密着部分で拡散接合させる工程(拡散接合工程)、
を有する樹脂成形用積層金型の製造法。
(もっと読む)
成形品の成形方法
【課題】光輝材を添加した樹脂材料を、凹凸部を含む成形空間に注入しても、「流れ模様」が発生しない光沢のある成形品の成形方法を提供する。
【解決手段】外観側面を成形する金型とその反対面を成形する金型を開放して成形品を取り出す「型開き」のときに、ヒーターユニットを前進させて金型を加熱し、両金型を閉じる「型閉め」を行った後も金型の加熱を継続して、例えば90℃〜140℃まで暫時上昇させる。その後、金型の温度が140℃になった段階で、成形空間に光輝材を含む樹脂材料の注入を開始し、樹脂材料の注入が完了した段階で、金型を冷却するための冷却水を通水して金型の温度を降下させる。最後に金型が初期の温度まで下がったら、型開きして成形品を取り出す。
(もっと読む)
樹脂成形品の製造方法
【課題】ハイサイクルに樹脂成形品を冷却できる有効な射出成形製造方法を提供する。
【解決手段】冷却溶媒がパーフルオロカーボン、ハイドロフルオロカーボン、ハイドロフルオロエーテル、およびパーフルオロケトンの少なくとも1つを含み、下記特性(a)〜(d)を持つ常温において液体である冷却溶媒を使用する。(a)沸点が100℃未満であり、凝固点が−50℃以下、(b)25℃における蒸気圧が5〜28KPa、(C)25℃における密度が1050kg/m3以上、(d)25℃における表面張力が20mN/m以下を用いてハイサイクルを実現できる事を特徴とする射出成形品の製造方法。
(もっと読む)
積層成形体の製造方法及び硬化皮膜転写フィルム
【課題】硬化皮膜転写フィルムを用いて、耐擦傷性、耐候性に優れた硬化皮膜を、高い生産性のもとに効率的かつ経済的に射出成形体の表面に形成する。
【解決手段】基材フィルム2a上に、硬化皮膜を形成するための活性エネルギー線硬化性組成物により成形された第1転写層2bと、成形体に接して硬化皮膜と成形体との接着層を形成するための第2転写層2cを有する硬化皮膜転写フィルム2の第1転写層2bを、活性エネルギー線照射により半硬化状態とし、この硬化皮膜転写フィルム2を金型内に配設して熱可塑性樹脂3を射出充填し、充填樹脂の熱量により第1転写層2bの硬化反応を行う積層成形体の製造方法。
(もっと読む)
樹脂成形用金型ユニット及び樹脂成形用金型の温度制御方法
【課題】樹脂成形用金型ユニット及び樹脂成形用金型の温度制御方法において、成形キャビティ周辺のみの温度を制御することで、ウエルドラインや転写不良等の発生を確実に防止して精密な樹脂成形品が得られるとともに、イニシャルコストもランニングコストも低減できること。
【解決手段】樹脂成形用金型ユニット1の1対の樹脂成形用金型2A,2Bには断熱空間7によって断熱された1対の入子3A,3Bによって成形キャビティ5が形成され、加熱・循環手段8及び冷却・循環手段9から媒体通路6A,6Bに加熱された媒体または冷却された媒体が流され、入子3A,3Bのみの加熱・冷却が繰り返されて所謂ヒートサイクル成形が行われるため、ウエルドラインや転写不良等の成形欠陥が確実に防止されるとともに省エネルギ化が図られる。また、加熱・冷却の切り替えを、安価で応答速度の速い熱電対10からの信号を受けて制御手段12で行っている。
(もっと読む)
2枚のシートからプラスチック中空体を製造するための方法及び装置
溶融プラスチックの2枚のシートを2つのキャビティを備える金型で成形することによってプラスチック中空体を製造する方法であって、当該方法は、a)溶融プラスチックの少なくとも1つの流れを押出し、かつ横に切断することによって、2枚の溶融プラスチックシートが製造されるステップと、b)金型キャビティの間にこれらのシートが導入されるステップと、c)金型が閉じられ、かつ2枚のシートを金型キャビティに合わせることによって中空体が製造されるステップと、d)このように得られた中空体を金型から取り除くステップと、e)2枚の新しいシートから別の中空体を製造するためにa)〜d)の全ての操作を繰り返すステップと、を備え、横の切断操作の前、最中、または後で、シートの下部を局部冷却することが可能な特定の装置を用いて2枚の新しいシートの下部が冷却されることを特徴とする。 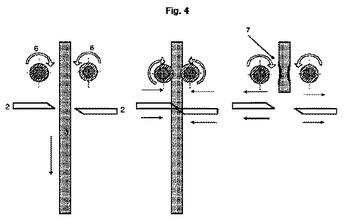 (もっと読む)
(もっと読む)
加硫金型の予熱方法および装置
【課題】エネルギーの浪費を抑制しつつ迅速に加硫金型37を予熱する。
【解決手段】検出センサ47によって検出された加硫金型37の温度が所定温度R2に到達した後、予熱目標温度R1に到達するまでの間、制御部54により制御弁43を絞って開度を小としたので、予熱目標温度R1に到達する直前における加硫金型37に対する加熱熱量が少なくなり、予熱目標温度R1からのオーバーシュート量が小さくなる。この結果、放熱により徐々に温度が低下して予熱目標温度R1に落ち着くまでの時間が短縮され、加硫金型37を迅速に予熱目標温度R1とすることができる。
(もっと読む)
環状医療具の成形型及びこの成形型を用いて成形された環状医療具
【課題】医療具の中心部に開口部を有する環状医療具を一定の品質で量産可能であり、得られる環状医療具の外径縁及び内径縁にバリが発生せず、且つ、環状医療具の厚みを容易に制御可能な環状医療具の成形型及びこの成形型を用いて成形された環状医療具を提供する。
【解決手段】雌型1と雄型2を組み合わせ、前記雌型1と前記雄型2の間に生じる空間を用いて医療具3を成形するように形成された成形型であって、前記雌型1と前記雄型2の嵌合部位4,5が前記医療具3の外径縁及び内径縁の2箇所に周設され、前記医療具3の中心部に開口部3cを有する環状医療具3を成形することを特徴とする。
(もっと読む)
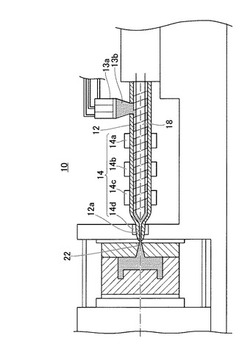
射出成形方法およびその射出成形用金型
【課題】本発明は、金属部材と合成樹脂材との密着性が高くかつ金型の加熱から冷却に至る成形サイクルの時間を短縮できる射出成形方法およびその射出成形用金型を提供する。
【解決手段】本発明は、高周波磁気誘導コイルにて溶融合成樹脂の溶融温度よりも高い温度の状態で金型のキャビティで金属部材を予備加熱して後、前記キャビティに溶融合成樹脂を射出し注入することにより前記金属部材を合成樹脂材と一体に成形する方法で、その射出成形用金型は金型本体2に形成したキャビティ22の表面に磁気誘導を受けやすい導電材からなる磁気誘導層22Aを形成して、溶融合成樹脂をキャビティ22に射出し注入する前に高周波磁気誘導コイル23にて発生する磁力線Lがキャビティ22を通過し磁気誘導層22Aに渦電流を発生させるようにした。
(もっと読む)
射出成形システム、配管部材
【課題】加熱・冷却を繰り返しても、配管のフランジ部と管状部との継ぎ目の部分に亀裂が生じるのを防ぎ、信頼性を高めることのできる射出成形システム、スリーブ、配管部材を提供することを目的とする。
【解決手段】スリーブ140Aを配管部材110、120の連結部に挿入配置することで、フランジ部112、122と管状体111、121の継ぎ目近傍の内側にスリーブ140Aを位置させて、スリーブ140Aにより断熱効果を発揮させる。スリーブ140Aは、配管部材110、120とは線膨張係数が異なり、熱伝導率がより低い材料で形成する。スリーブ140Aの筒状部141の外径を管状体111、121およびフランジ部112、122の内径よりも小さく設定し、筒状部141の外周面と管状体111、121およびフランジ部112、122の内周面との間に隙間200を形成するのが好ましい。
(もっと読む)
射出成形用金型および射出成形方法
【課題】ホットランナーボディからの熱伝導によりキャビティの温度が変動することを抑制した射出成形用金型を提供する。
【解決手段】ホットランナーボディ15の固定側型板1への支持部分近傍を所定温度で流れる温調水が、ホットランナーボディ15からの熱伝導によりキャビティ9の製品部分10の温度が変動するのを抑制する。
(もっと読む)
合成樹脂成形用金型およびその成形方法
【課題】高品位外観の樹脂成形品を得る短い成形サイクルでしかも反り変形も小さい合成樹脂成形用金型およびその成形方法を提供する。
【解決手段】入れ子101のおも型204の間に樹脂断熱層205を塗布し、入れ子101の製品面側に電気ヒーター202を配置し、入れ子101のおも型204側に冷却回路102を配置し、また製品側入れ子表面103と電気ヒーター202の間もしくは電気ヒーター202間に複数の温度センサー203を配置して合成樹脂射出成形金型を構成する。入れ子101の熱収縮により、おも型204と樹脂断熱層205との間に隙間が形成されて空気断熱層となり、入れ子101の熱容量を小さくでき、入れ子101の加熱・冷却を早くすることが可能となって、成形サイクルを短できる。また、入れ子101の熱容量が小さくできることから、入れ子101の複数部位の冷却速度差も小さくなり、樹脂成形品201の反り変形も小さくできる。
(もっと読む)
射出成形方法及び射出成形装置
【課題】外観品質の優れた樹脂成形品を短い成形サイクルで効率的に成形可能な射出成形技術を提供する。
【解決手段】射出成形用金型12の全体が、溶融樹脂のビカット軟化点(摂氏温度)の80〜90%の範囲内の温度に維持されるように、射出成形用金型12全体の温度を調節した状態下で、射出成形用金型12のキャビティ面30,32に加熱不活性ガスを接触させて、キャビティ面30,32を、溶融樹脂のビカット軟化点の110〜120%の範囲内の温度にまで加熱した後、成形キャビティ34内に溶融樹脂を射出、充填し、その後、キャビティ面30,32の温度を、溶融樹脂のビカット軟化点の80〜90%の範囲内の温度にまで低下させて、成形キャビティ34内の溶融樹脂を冷却、固化させるようにした。
(もっと読む)
加飾装置
【課題】樹脂部と金属体とを組み合わせて一体成形される複合品の金属製の成形基材の表面に適切に加飾を施すことが可能な加飾装置を提供する。
【解決手段】金属製の成形基材2の裏面に樹脂部を一体成形すると共に、金属製の成形基材2の表面2bに加飾を施す加飾装置100は、金属製の成形基材2が配置される第1成形型K1と、当該第1成形型K1と型締めされる第2成形型K2と、第1成形型K1と第2成形型K2との型締め時に、金属製の成形基材2の表面2bに施す加飾が付された加飾フィルムLを金属製の成形基材2の表面2bの側に配設する加飾フィルム配設機構30と、金属製の成形基材2を裏面の側から加飾フィルムLの側に押圧する押圧手段と、第2成形型K2と加飾フィルムLとの間に配設され、押圧手段による押圧力に応じて加飾フィルムLを金属製の成形基材2の表面2bに押圧する弾性材Dと、を備える。
(もっと読む)
成形体の製造方法
【課題】第一の発泡層と第二の発泡層と非発泡層とを有する積層体を真空成形して成形体を製造する方法において、得られる成形体における第一の発泡層と第二の発泡層との剥離がおこりにくい方法を提供する。
【解決手段】前記積層体を、前記第一の発泡層の表面温度が、前記非発泡層の表面温度よりも高い温度となるように加熱し、
加熱された積層体を、夫々その内側にキャビティ面を持つ一対の型部材を有する成形型内に配置し、
次いで、前記積層体の少なくとも一方の面と該面に対向する成形型内のキャビティ面との間に空隙を生ずるように、成形型を密閉し、
次いで、キャビティ内を減圧状態とし、積層体を膨張させ、
前記膨張させた積層体が固化した後、成形型を開いて成形体を取り出して、
成形体を製造する。
(もっと読む)
偏光板離型用二軸延伸ポリエチレンテレフタレートフィルム
【課題】コントラスト性や耐破れ性が良好で、加熱処理によるヘイズ変化が少なく、優れた光学軸精度と熱寸法安定性を有する偏光板離型用二軸延伸ポリエチレンテレフタレートフィルムを提供する。
【解決手段】二軸延伸ポリエチレンテレフタレートフィルムであって、下記構成要件(1)〜(5)を満たす偏光板離型用二軸延伸ポリエチレンテレフタレートフィルム。(1)150℃、30分間加熱したときの熱収縮率が長手方向および幅方向とも2.0%以下、(2)150℃、30分間加熱したときの長手方向の熱収縮率と幅方向の熱収縮率の差が1.0%以下、(3)マイクロ波透過型分子配向計で測定したMOR値が1.80〜2.10、(4)フィルム幅方向における配向角の変化量が500mm当り3.0°〜5.0°、(5)170℃、20分間の熱処理後のヘイズ変化量が0.1%以下
(もっと読む)
101 - 120 / 734
[ Back to top ]