
Fターム[4F202CA11]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (12,812) | 射出成形 (6,077)
Fターム[4F202CA11]の下位に属するFターム
Fターム[4F202CA11]に分類される特許
5,621 - 5,640 / 5,678
射出成形法
歯ブラシヘッドの製造方法であって、歯ブラシのヘッド部を射出成形用金型キャビティーに密閉し、その射出成形用金型キャビティー内に熱可塑性エラストマー材料を射出することによって該ヘッドのエラストマー材料部を形成することを含んでなり、その際、射出成形用金型キャビティーから空気を抜き取るために、主金型分割線経由以外のベント手段が金型ブロックに設けてあることを特徴とする。好ましくは、前記ベント手段は、第2金型分割線を設けた金型ブロックからなる。 (もっと読む)
プラスチック製品の成形
従来のタイプの射出成形型装置に使用される、複合成形型装置は、射出成形型装置の圧盤(12)に設けられる複合モールドの半分部(10)からなっている。各モールドの半分部(10)は、プリフォーム成形のための射出成形キャビティ(16)の列や、プリフォームをブロー成形した製品にする延伸ブロー成形のためのブロー成形キャビティ(18)の列を備えている。それぞれのキャビティ(16)と(18)は共通のモールド分割方向に開くように、配列されている。  (もっと読む)
(もっと読む)
金型支持装置、成形機及び成形方法
金型が小型であっても大型であっても、金型取り付け面が変形することがなく面圧が均一になり、かつ、鋳造によって容易に製作することができるようにする。そのため、金型支持装置(11)は、金型が取り付けられる金型取り付け面(13)を備える金型取り付け部(12)と、反力付与部材(42)からの反力(46)を受ける反力受け部(16)を隅部に備える背面部(14)とを有する金型支持装置(11)であって、前記金型取り付け部(12)の中央領域と前記背面部(14)の中央領域とが中央連結部材(22)によって連結され、前記金型取り付け部(12)の外周部と前記背面部(14)の外周部とが外周部連結部材(33,34)によって連結される。 (もっと読む)
マイクロニードルアレイの成形方法
マイクロニードル形態のネガ像を特徴とするネガ型インサート(44)を提供することを含む、成形可能なマイクロニードルアレイ(54)の製造方法を記載するが、ここで、マイクロニードルの少なくとも1つのネガ像は、約2:1〜約5:1のアスペクト比を特徴とする。ネガ型インサート(44)を使用して、ネガ型キャビティ(42)の構造化表面を画成する。加熱されたネガ型キャビティの中に溶融プラスチック材料を射出する。その後、溶融プラスチック材料を冷却して金型インサートから取り外し、成形されたマイクロニードルアレイ(54)を提供する。本発明のマイクロニードルアレイの一使用法は、薬剤又は他の物質を送達するため、および/又は、皮膚を通して血液又は組織を抽出するために皮膚を貫通することを含む。  (もっと読む)
(もっと読む)
2つ又はそれ以上の材料で作製されたプリフォーム及びこれらを得るための方法
少なくとも2つの異なる材料(4、22)で作製された、吹込み成型に好適な新規複合プリフォーム(26)を得るためのプロセスと、これにより得られるプリフォームと、これらのプリフォームを吹込み成型することにより得られる物品。そのプロセスは、2つ(又はそれ以上)のプラスチック材料の射出成形を用いて、物品に吹込み成型可能なプリフォームを形成する。好ましい実施形態では、2つの材料は異なる色を有し、及び得られた物品は多色効果を示す。2つの材料は、互いを覆って積層されていない。  (もっと読む)
(もっと読む)
2つ又はそれ以上の材料で作成されるプリフォーム及びこれを得る方法
2つの異なる材料で作成されるプリフォームの作成方法、ここで第一の材料(4)及び第二の材料(22)が同軸でない中心軸を有するノズルで射出される。好ましくは、プリフォームは、第一の材料の側壁の中に第二の材料の包摂を含む。その新規プリフォームは、好ましくは底領域(1c)及び側壁領域(1b)を含み、底領域は、もっぱら第一の材料で作成され、かつ側壁領域は、第二の材料(22)により満たされる少なくとも1つの容積(14)を除いて、全般的に第一の材料(4)で作成される。  (もっと読む)
(もっと読む)
射出成形機
金型装置又は金型支持装置内に配設されたバルブゲートを制御装置により制御することによって、キャビティ毎の成形条件に対応して樹脂を充填することができ、個々の成形品を最適な成形条件で成形することができ、成形精度や品質にばらつきがない成形品を成形することができ、金型装置のコストを低くすることができるようにする。そのため、射出成形機は、金型装置に形成された複数のキャビティと、該キャビティに樹脂を充填する樹脂流路と、前記キャビティのそれぞれに対応する樹脂流路に配設され、該樹脂流路を選択的に開閉する選択手段と、該選択手段を制御する制御装置とを有する。 (もっと読む)
金型成形管状部材及び蠕動ポンプのための方法及び装置

蠕動ポンプ(10)と管状部材(18)からなるシステムが提供される。蠕動ポンプ(10)は管状部材(18)を圧縮して管状部材(18)内の液体を所望の方向に押出すように動作する。管状部材(18)は金型成形され、これにより予測可能な一定の流量を可能にする。 (もっと読む)
射出圧縮成形
物品を射出圧縮成形するための金型であり、開放位置と閉鎖位置との間における相対的な接近及び離反移動のために使用時に射出成形機のプラテンに装着するための雌金型部品(10)及びコア(16)から構成される。雌金型部品(10)とコア(16)との間に封止状態を発生させるために、封止リング(20)がコア(16)を取り囲んでいる。コア(16)が閉鎖位置に接近する時、コア(16)、雌金型部品(10)及び封止リング(20)が協働して閉鎖金型キャビティを画定する。本発明では、封止リング(20)は、コア(16)が閉鎖位置に到達した後にのみコア(16)上の先細り表面に対して封止する先細り表面(24)を有し、コア(16)が閉鎖位置に接近している時には、封止リング(20)の先細り表面(24)とコア(16)との間に通気用クリアランスが生じるようにしている。  (もっと読む)
(もっと読む)
難燃剤組成物およびこれらの使用方法
a)臭素化アニオン重合スチレン系ポリマー、および(b)フェニル環に直接に結合した全部で少なくとも6個の臭素原子およびフェニル基の間に配置されたアルキレン基中の1〜6個の範囲の炭素原子を有する少なくとも1つのポリ臭素化アルファ−オメガジフェニルアルカンを含んでなる難燃剤組成物と、(a)と(b)を個別に、あるいは組み合わせでブレンドした特定の難燃化ポリマー組成物が開示されている。  (もっと読む)
(もっと読む)
熱可塑性材料の光導管の製造方法
本発明は、熱可塑性材料の光導管(14)を製造する方法に関する。
この導管は、第1の軸と呼ばれる縦の軸(A−A´)に沿って光を伝えるための長方形型材によって構成され、両端の一方に前記第1の軸に対して傾斜した壁部(28)と、レンズの回転軸(B−B´)が縦の対称面に含まれるレンズ(32)とを備えた光リレー(26)を含み、前記導管(14)はレンズの厚さを超える所定の最大高さHmax及び縦の軸(A−A´)に沿った所定の平均の長さLmoyを有する。本発明によれば、光導管を、熱可塑性材料を導管と同一形状のキャビティを有する金型(1)内に射出成形することにより単体として作る。その射出を前記軸(A−A´,B−B´)によって規定される面に実質的に平行な面全体を覆うように前記キャビティの一側に設けられた注入オリフィスを通して行う。注入オリフィスは0.2HmaxとHmaxの範囲内の高さhと、0.2Lmoyと0.8Lmoyの範囲内の長さλを有する。そして、熱可塑性材料を400mm3/sから1500mm3/sの範囲内の速度で射出する。
(もっと読む)
射出成形機の制御装置
金型10の開放から閉成に至るまでの工程における、閉成指令信号に同期して、多数の時点のモータ3に流れる電流値X(t)を記憶するメモリ29rと、メモリ29rから読み出した電流値X(t)に対応する時点毎の平均値Mx(t)、分散値Vx(t)を求める平均・分散算出手段と、(A−1)回までの任意の回数における前記平均値Mx(t)、分散値Vx(t)を用いて次式のようにして前記時点毎の電流閾値Xf(t)を求める閾値算出手段と、Xf(t)=Mx(t)+N・{Vx(t)}1/2ここで、Nは、定数で≧3時点毎における電流閾値Xf(t)と電流値X(t)とを比較することにより電流値X(t)が電流閾値Xf(t)を予め定められた回数mを、超えることにより異常と判断する異物判定部29と、を備えたものである。  (もっと読む)
(もっと読む)
光沢レベルの調整

溶融材料(1)と接触する金型表面(4)と、金型表面(4)上の少なくとも1層のコーティング(6)と、金型表面(4)のための温度制御手段とを有する金型(3)内で溶融材料、特にプラスチックを射出成形する方法において、金型表面(4)を温度制御手段により冷却しており、それにより溶融材料がコーティングとの界面で凝固し、射出成形品を型から取出すことができる。この過程の間、溶融材料を金型表面(4)上のコーティング(6)と接触させており、射出成形品について指定した60°光沢レベルおよび/または色値Lが得られるようにコーティング材料の熱浸透率と整合させて、前記コーティング(6)の厚さを選択する。 (もっと読む)
転写性に優れた樹脂組成物を用いたマイクロ部品
通常の射出成形の温度及び圧力以下でスタンパの微細加工又は、金型形状を精密に転写することができる樹脂組成物及び該組成物を用いたマイクロ部品の提供を目的とする。ポリプロピレン系樹脂と一般式X−Yで表記されるブロックコポリマーの水素添加誘導体とを含有していることを特徴とする。 ここで、ポリマーブロックXは、ポリプロピレン系樹脂に相溶しないポリマーブロックであり、ポリマーブロックYは、共役ジエンのエラストマー性ポリマーブロックである。 (もっと読む)
金型から成形プリフォームを2段階式に取出す装置及び方法
金型から成形プラスチックプリフォームを取り出す射出成形方法及び装置。第1の持上げ構造体及び/又は工程は、コアの相補的な面に対して封止するとともに整合する領域を有する内面を有し、且つ、第2の持上げ構造体の相補的な面に対して封止するとともに整合する領域を有する上面を有するように構成され、第1の持上げ構造体の上面は、第1の時間期間、持上げ方向に射出成形用金型から成形プラスチックプリフォームを持上げるように構成されており、成形プラスチックプリフォームの下部は、持上げ方向に対してほぼ垂直な平面内にある。第2の持上げ構造体及び/又は工程は、第2の時間期間、持上げ方向に射出成形用金型から成形プラスチックプリフォームの外面を持上げるように構成されている内面を有するように構成され、成形プラスチックプリフォームの外面は、持上げ方向に対してほぼ平行な平面内にある構造体を有する。成形プラスチックプリフォームはその端部が持上げられるため、その内部は凝固させられる必要がなく、よって、金型からプリフォームをより早く取出すことが可能となり、サイクル時間が短縮される。
 (もっと読む)
(もっと読む)
工具軸の操作方法
本発明は、特に、射出成形金型のセンサ(1)のセンサ素子により工具軸を操作する方法に関するものである。金型内圧を測定する少なくとも1つのセンサ(1)をキャビティ(3)に配置し、センサ素子(5)を遊び(7)を伴って鞘(4)内に挿入した後に調整し、感度を決定後、コード化可能な部品、例えば抵抗を選定し、センサ(1)に取付けて、鞘(4)と共に金型壁(2)の孔へ挿入した構成によって本発明による方法が実行される。  (もっと読む)
(もっと読む)
機能性キャビティの射出成形
機能性キャビティを有する製品(25)を射出成形するのに使用される方法と型枠組立体(60)を提供する。本発明の型枠組立体(60)は、成形材料を空洞部内に射出する前に型枠組立体に配置され、成形後はそこに残る挿入中空管(48)を収納するリセス(72)を有する。圧縮ガス供給装置が、成形材料の射出プロセスの間、所定の段階で、圧縮ガスを前記挿入中空管内に供給する。これにより製品内に機能性キャビティを形成する。  (もっと読む)
(もっと読む)
簡易型金型内製品ハンドリングシステム及び成形品を取り扱う方法
金型内蓋ハンドリングシステムは、射出成形金型の成形面にわたって横方向に並進して、成形キャビティの列上で第1の動作を行うか、又は成形キャビティの列から複数の成形品を抜き取り、その後、第2の動作のために外側位置へ後退するか、又は成形品を落下シュートへ移すように動作可能である、スライドを提供する。スライドの駆動手段は、スライドの端に取り付けられる第1のトランスミッション及び第2のトランスミッションを含む。トランスミッションは、トランスミッションに収容されている少なくとも1つのベルトが複数のガイドにより画定される経路に沿って構成され、この経路はガイド間に画定される複数の部分を含み、少なくとも1つのベルトがこの経路に沿って2つの位置間で動作可能であり、スライドが種々の適宜配置された経路部分に接続されていることにより内側位置と外側位置との間でそれぞれ駆動される、という基本原理に基づいて動作する。
 (もっと読む)
(もっと読む)
PCM金型およびそれを有するバッテリー
本発明は、保護回路モジュール(PCM)インサート射出成形物およびそれを有するバッテリーを提供する。PCMインサート射出成形物は、保護回路が上に形成されているプレートおよび接続端子および所望によりリード線を包含するPCMを、保護回路プレート、接続端子およびリード線を電気的に接続した状態で、金型の内側空間中に挿入し、PCMがリード線を包含する場合には、リード線が部分的に外側に露出するように、あるいはPCMがリード線を包含しない場合には、接続端子が部分的に外側に露出するように、溶融樹脂を金型の内側空間中に射出することにより製造される。PCMは、保護回路およびバッテリーセルが接続されない、即ちバッテリーに電力が印加されない条件下でインサート射出成形することにより製造されるので、PCMは一般的な樹脂を使用して成形することができ、電気的に安定しており、短絡を防止するための被覆工程を必要とせず、電気的に損傷をほとんど受けない。 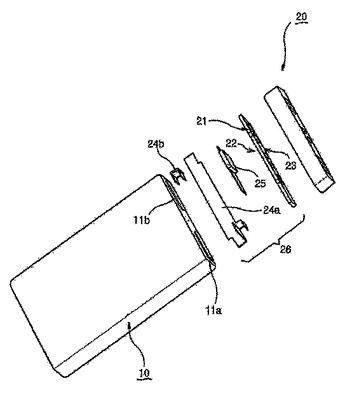 (もっと読む)
(もっと読む)
インモールド容器およびその製造装置
胴部表面に凹部または凸部を有し、意匠性に優れ、類似品を排除することができるインモールド容器を提供する。
インモールド容器10はフランジ部12を有する胴部11と、底部13とを有し、ラベル20と射出樹脂21とから形成されている。胴部11の外面に多数の凹部15および多数の凸部16が設けられている。胴部11は角θでフランジ部12側へ向って末広状に形成されている。凹部15はその底部13側に角θより小さい胴部11に対する傾斜角θ2の傾斜部15aを有し、凸部16はそのフランジ部12側に角θより小さい胴部11に対する傾斜角θ1の傾斜部16aを有している。
(もっと読む)
5,621 - 5,640 / 5,678
[ Back to top ]