
Fターム[4F202CA11]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (12,812) | 射出成形 (6,077)
Fターム[4F202CA11]の下位に属するFターム
Fターム[4F202CA11]に分類される特許
5,641 - 5,660 / 5,678
インサート部材を有するモールド部材及びその製法
冷熱時の樹脂内部の収縮応力及び歪みを吸収して緩和することが出来る、インサート部材付きのモールド部材を提供するために、樹脂で形成されるモールド部材本体と、前記モールド部材本体に金属,セラミックス,樹脂、あるいはこ
れらの材料を組み合わせた複合材料からなる部品がインサートされている樹脂モールド部材において、インサート部材の外周、少なくとも角部,突起部,段差部の近傍に空隙を設けると同時に、インサート部材の外周部に空隙無くモールド樹脂とインサート部材を連続モールドした個所も合わせて形成されている構成とした。容易な製造方法で、冷熱耐久におけるインサート部材と樹脂の線膨張係数の差から発生する樹脂のクラックを回避しうる、高信頼インサート部材付きモールド部材を実現できる。
(もっと読む)
バルブゲートアセンブリ

モールド内への溶融材料の流れを調整するためのバルブゲートアセンブリ。該バルブゲートアセンブリは全閉位置と全開位置との間で移動することができる可動バルブを含む。該バルブゲートアセンブリは更に、バルブと協働して該バルブを前記全閉位置と前記全開位置との間で無制限に位置決めするアクチュエーティングシステムを含む。 (もっと読む)
歯ブラシの製造方法

横方向に隣接した区画(12、13、14)を含んでなる歯ブラシヘッドの製造方法であって、該方法は、第1に、射出成形法で横方向に相互に比較的離れた区画(12、13、14)を有するヘッドを製造する段階、続いて第2に、そのように形成したヘッドの区画(12、13、14)を横方向(W−W)に相互に比較的近くに動かす段階を含んでなる。前記方法を実施するための装置も開示される。 (もっと読む)
プラスチック部材を抜き取る装置及びプロセス
ホルダからプラスチック予備成形品(5)を抜き取る装置及びプロセス。前記装置はプレート(23)を有し、これは相互に平行に位置決めされた直線のスリット(26)を特徴としており、支持テーブル(20、21)に取り付けられる。各スリット(26)は、広い方の区間及び予備成形品のリング(9)の直径より小さい幅(L2)を有する狭窄部(29、30)を有し、従ってリング(9)は、広い方の区間を通してスリット(26)に取り付けることが出来る。狭窄部がリングの下に位置決めされるまで、プレート(23)が特定の長さだけ方向「D」に移動し、従って予備成形品は、ホルダからプレートを離すことによって取り外される。  (もっと読む)
(もっと読む)
プラスチック製物体用射出成形装置及び方法
【課題】 プラスチック製プレフォーム(5)型成形装置及び方法を提供する。
【解決手段】 本装置は、複数の射出成形キャビティが設けられた射出成形金型、プレフォーム(5)を金型から取り出すための、ギロチン状把持エレメントが設けられた、プレフォームを把持するため、開放位置の金型半部間に存在する空間と外部位置との間を移動するアーム(3)、及びプレフォーム(5)の調整を行うための一群のカップ(7)が面に設けられた冷却タレット(6)を含み、このタレットは、水平軸線を中心とした回転移動及び抜き出しアームの下のプレフォームを受け取るための比較的高い位置とプレフォーム(5)の抜き出しテーブルと対応する下位置との間での垂直方向並進移動を行い、抜き出しテーブルには、プレフォームのリング(9)の下を把持し、カップ(7)から抜き出すための歯形状制限部が設けられた長さ方向スロットが設けられている。
(もっと読む)
深い“C”形部品とその成形方法
実質的に“C”形断面形状の長い部品と、それを製造する方法とを提供する。当該部品は、射出成形することができ、表側の部品部分を塗膜で覆うことができる。この方法は、傾斜底壁を備える底端キャビティ部分(182)を有する金型キャビティを備え、雌型要素(106)を、定置雄型要素(104)から離れるように、幅方向すなわちY方向に対して約1〜20゜の角度をなすように動かすこと(358)を含む。この部品は、プラスチック基板と随意の塗膜とを有し、当該塗膜は、前記部品の表側主要面(406)の後方で底端壁(400)に沿って終わる一つのへり(204)を有する。 (もっと読む)
射出成形機及び射出成形方法
スタンパの情報面の転写精度及び光学特性を低下させることなく成形サイクルを短くすることができる射出成形機及び射出成形方法を提供することを目的とする。型閉じを行う型閉処理手段と、可動プラテン(23)が、型開限位置と型閉限位置との間に設定された射出開始位置(Sb)に到達したかどうかを判断する可動プラテン位置判定処理手段と、前記可動プラテン(23)が前記射出開始位置(Sb)に到達したときに、射出工程を開始する射出処理手段とを有する。この場合、可動プラテン(23)が型閉限位置に到達する前に射出工程が開始されるので、射出工程の開始が早くなった分だけ成形サイクルを短くすることができる。 (もっと読む)
ホットランナーノズル及びマニホルドシール
射出成形装置は、射出成形ノズルのノズルヘッドと、モールド板との間に配置された組合せシール部材を含んでいる。シール部材は、マニホルドの流出表面に向かってノズルヘッドを押圧し、広い温度範囲において、そこにお密着力を加えるよう配置されている。  (もっと読む)
(もっと読む)
射出成形ノズル
【課題】
射出成形技術で使用するノズル10が、ノズル本体20内に加工すべき射出成形体用の少なくとも1つの流路30を有する。この流路30は、その下端部でノズル40及びインサート50を通じて少なくとも1つの寄せ型12,13によって形成された射出成形機の鋳型に流れ連結されている。好ましくは粉末金属状の耐磨耗性の材料から製造されたインサート50が、流路30の下端部で限定的に長手方向に摺動するようにノズル40内に配置されている。さらにインサート50は、ダイカスト開口部18を形成する。射出成形ノズル10の場合、開位置と閉位置との間で移動するニードル弁60が、溶融樹脂路30及びインサート50を通過する。このインサート50は、心出し本体を形成する。流入テーパ54は、ニードル60の実際の弁部65を中心合わせする。高い熱伝導性の材料から成るノズル40が、下からノズル本体20内にねじ込まれ得る。ノズル40は、インサート50の上部53を包囲する。又はノズル40及びインサート50を一体的に形成し、これらを一緒に長手方向に摺動するようにノズル本体20内に挿入する。ノズル40及び/又はインサート50がしっかり保持されるように、インサート又は心出し本体50が、支持フランジ52を有する。  (もっと読む)
(もっと読む)
非粘着性ゲル付き外科用器具及び製造方法
非粘着性ゲルの製造方法が開示され、この方法は、プラスチック材料から成るモールドキャビティを備えたモールドを用意するステップと、高い成形温度をもつ溶融ゲルをモールドキャビティ内に注ぎ込み又は射出するステップと、モールドキャビティの薄いプラスチック層が溶融してゲルを覆っているときに非粘着性ゲルを形成するステップとを有する。形成ステップは、ゲルを冷却して溶融状態から凝固状態にするステップを更に有する。プラスチック材料の溶融温度は、ゲルの成形温度よりも低く、温度差が大きければ大きいほど、それだけ一層プラスチック材料の溶融量が多くなると共にゲルの表面に被着するプラスチック材料の層が厚くなる。モールドを低密度ポリエチレン(LDPE)で形成するのがよい。本発明の方法では、成形温度における溶融ゲルの熱をLDPEモールドに伝達してLDPEの薄い層を溶融する。モールドは、複数個のモールドキャビティを形成する複数個のモールド穴を備えたモールドベースを有し、モールド穴は各々、軸方向穴をゲルの中心に成形する軸方向ピンを有し、モールドベースは、モールドに所定の内径をもたらすLDPE筒体と、軸方向ピンに取り付けられた状態でモールドベースの各モールドキャビティの底部のところに配置されたLDPE円板とを更に有する。この方法は、低摩擦性粉末、例えばポリテトラフルオロエチレン(PTFE)及び潤滑剤中でゲルを小叩きする(軽く叩く)ステップを更に有するのがよい。モールドは、モールドベースの軸方向に設けられていて、複数個のキャビティを形成する複数個の穴を備えたモールドトップを更に有するのがよく、モールドトップの穴の各々は、各々がLDPE筒体を受け入れるようになっており、モールドトップは、モールドトップの各モールドキャビティの頂部に設けられた別のLDPE円板を更に有するのがよい。  (もっと読む)
(もっと読む)
少なくとも1つのレンズセントレーションマークを有するレンズおよび同レンズの製造方法および使用方法
レンズの主面(12)上に形成される少なくとも1つのレンズセントレーションマーク(30)を有するレンズ(10)が開示される。レンズセントレーションマークは、第1の軸(50)および主面の交差点(52)に位置決めされることができ、第1の軸が主面の回転軸であるように、主面は第1の軸を中心にして対称である。そのようなレンズセントレーションマークを有するレンズの製造方法のほか、レンズセントレーションマークを利用するレンズ面のセントレーションの測定方法もまた開示される。  (もっと読む)
(もっと読む)
成形品の表面マーク方法
【課題】抗模造デバイスとして好適な成形品の表面マーク方法を提供する。
【解決手段】ある条件下で見ることができ、他の条件では見ることができないマークを成形品に付与する。
(もっと読む)
加熱システム及び方法
誘導加熱又は、抵抗加熱と誘導加熱の組み合わせによる加熱システム及び方法。加熱コイルが物に誘導的に結合され、該加熱コイルに電流信号が供給される。加熱コイルは該物を誘導加熱するために印加された電流信号に基づき磁束を発生させる。該加熱要素すなわちコイルによってもたらされる誘導加熱の率、強度及び/又は動力を増強するため、又は、誘導加熱システムの寿命を増強するか或いはそのコストを削減するため、特定のプロファイルの電流パルスが用いられる。 (もっと読む)
発泡樹脂成形品の製造方法
【課題】樹脂の発泡を利用してひけなどの不良を防ぎ、金型の転写が良好でウエルドマークなどの不良も防止でき、しかも表面における破泡を防いで、表面状態が良好な発泡樹脂成形品を製造する。
【解決手段】流路に蒸気を流してキャビティ内壁面を成形用樹脂の熱変形温度以上に加熱した状態で、射出成形機からキャビティに、超臨界液体が混入された樹脂を射出する。所定量の樹脂の射出が完了したら、直ちに、流路への蒸気の供給を停止し、流路への冷却水の供給を開始する。これによって、キャビティ内壁面の近傍は、加熱状態から冷却状態に急激に切り替えられ、樹脂が冷却固化される。これによって、表面に破泡跡のない良好な外観の成形品が得られる。
(もっと読む)
多色射出成形方法及びその成形装置
ドアパネル等の自動車用多色プラスチック部品(12)を製造するための工作機(10)が、各ショットの合間に金型を開くことのない複数の成形ショットを使用することによって製造される。すり傷、そり、又は収縮のないドアパネルが完成される。パネルを製造する方法は、スペーサ(32)を工作機内部で第1の位置に選択的に配置し、次いで第1の材料を射出することを含む。次いで、スペーサ(32)が第2の位置に進められて内部挿入体を所望の第2のショットの壁厚位置に設定する間、分割線は閉じたままで保持される。次いで、第2のショット材料が、第1のショット部品内の開口を通って射出装置の後部に導入される。この工程は、色及び材料を追加して多色さらに多材料の最終組立体を製作するために、繰り返されることができる。部品(12)は硬化されると取り出され、全工程が完了する。 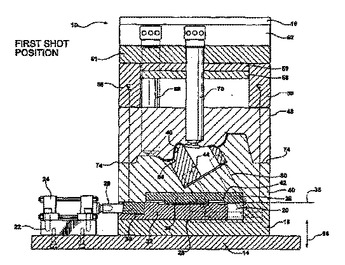 (もっと読む)
(もっと読む)
コントロールされた多孔性を有する金属製ツールの製造方法
【課題】コントロールされた多孔性を有するツールを製造する方法を提供する。
【解決手段】本方法は、ガス噴霧法によって金属粉末を調製する工程を含んでいる。その金属粉末を金属コンテナに充填する。金属粉末が充填された金属コンテナを金属容器内に置いて、ガラスフリットで取り囲む。次に、その金属容器をガラスフリットが溶解するのに十分な温度まで加熱する。次に、所望量の多孔度を保持させるように粉末金属を部分的に圧密させるのに十分な圧力下で金属容器を圧縮させる。
(もっと読む)
眼内レンズ用金型
本発明は、金型およびこの金型を用いて多段眼内レンズを製造するための方法である。金型は、金型コアのレンズ部および/または触覚部と流体連通したゲートを備えている。また、金型コアの周囲にはガスケットが設けられている。成形用材料がゲートを通じて金型に導入されると、ガスケットによって周囲に真空が付与され、金型コア内に閉じ込められた空気が排出され、材料が金型コア内に吸引されやすくなる。
 (もっと読む)
(もっと読む)
加工フルオロポリマー物品の金属汚染についての試験
本発明は、金属製の溶融加工装置に起因する金属汚染で半導体または液体を汚染することなく、半導体の製造および液体の輸送に有用な物品に、フルオロポリマーを溶融加工することに関する。この結果を達成するため、物品は、金属汚染物を保持しないように0.20μm以下のRMS粗度によって特徴付けられる平滑な表面を有する。 (もっと読む)
成形金型及びテープカートリッジの製造方法
【課題】成形金型内にインサート部品を位置ずれが生じないように確実にセットできる成形金型、及びその成形金型を用いたテープカートリッジの製造方法を提供する。
【解決手段】この成形金型は、キャビティを構成する第1の面94を有する固定側金型91と、キャビティを第1の面とともに構成する第2の面を有する可動側金型と、キャビティ内で磁性材料からなるインサート部品34を保持できるように固定側金型及び可動側金型の少なくとも一方に埋め込まれた磁石からなる保持部材95と、を備える。インサート部品を磁石からなる保持部材により確実に保持することができ、インサート部品の位置ずれを防止できる。
(もっと読む)
導光板製造用金型および導光板の製造方法
【課題】液晶バックライト等に用いられる導光板を、大型の射出成形機を必要とすることなく経済的に製造する。
【解決手段】導光板製造用金型は固定側型板1、中間型板2および可動側型板3を備え、固定側型板1と中間型板2とで第1キャビティー4が形成され、中間型板2と可動側型板3とで第2キャビティー5が形成されるスタック金型構造を有し、ランナーにはノズル部にバルブゲート9を備え各キャビティー4,5への溶融樹脂の充填量を自在に調整することができるホットランナー6を設ける。
(もっと読む)
5,641 - 5,660 / 5,678
[ Back to top ]