
Fターム[4F202CK32]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | アンダーカット (433)
Fターム[4F202CK32]の下位に属するFターム
成形品内面の (131)
Fターム[4F202CK32]に分類される特許
81 - 100 / 302
植物繊維製プレス成形コップ蓋の勘合溝製造方法
【課題】植物繊維製プレス成形コップ蓋の勘合溝製造方法の提供。
【解決手段】本発明の植物繊維製プレス成形コップ蓋の勘合溝製造方法は、熱プレス成形後の植物繊維製プレス成形コップ蓋の外部に、プレス成形コップ蓋の側面輪郭に係合する外モールドを被嵌し、該プレス成形コップ蓋に形成予定の勘合溝に対応する外モールド箇所に横方向環状のスライド溝を設置し、成形用のスライド体を挿入し、該スライド体の内側エッジには外側に突出する棒状成形体を備え、該プレス成形コップ蓋の内部には内モールドを配置し、その中間にはさらに原料支持体を配置し、内モールドと原料支持体はプレス成形コップ蓋の輪郭に係合させ、プレス成形コップ蓋に形成予定の勘合溝に対応する内モールド箇所には、内側に窪んだ環状の受け溝を備え、その位置と輪郭は相対する棒状成形体に係合し、製造時には、まず、外モールド、内モールド、原料支持体を閉じた後に、スライド体を内側方向に前進させると、棒状成形体がプレス成形コップ蓋の表面を押圧し、また、スライド体をさらに前進させると、プレス成形コップ蓋の表面は棒状成形体の輪郭に従い変形し、内モールドの受け溝内に入り込み、これにより、環状の勘合溝が形成される。
(もっと読む)
成形用金型及び成形方法

【課題】CVJブーツなど内周面に大きなアンダーカットとなる凹凸部をもつ成形品を射出成形で成形できるようにする。
【解決手段】成形品の内周表面を成形する複数対の分割型を中芯を中心とする放射状に配置し、各対の分割型を軸方向に順に移動させながら、軸方向に移動した分割型どうしの間に形成される空間にその分割型を径方向に移動させて離型する。
径方向の移動距離を大きくとることができ、凹凸部を容易に離型することができる。
(もっと読む)
ネジ部付二層構造蓋の製造装置及び製造方法
【課題】係止構造を具備しなくても内層及び外層が互いに回転することがなく、かつ抜け落ちることもないネジ部付二層構造蓋の製造装置及び製造方法の開発。
【解決手段】公転軸3aを軸中心とする回転盤3と該回転盤3に対面して設置された固定盤6を備えた射出成形機2と、前記回転盤の前面上であって、回転盤3を軸回転させることにより互いの位置が入れ替わり可能に設置された複数のネジ金型7と、前記固定盤の後面上であって、該ネジ金型7と嵌合可能に設置された内金型8及び外金型9と、モーター21の回転運動を伝達する回転伝達部22を備えるネジ抜取り機構20とから構成され、前記ネジ金型7は側面にネジ構造が形成された凸部7aを有し、ネジ抜取り機構20が回転盤3に接続され、前記モーター21が駆動することによりネジ金型7の凸部7aの中心を自転軸として軸回転可能とすることによってネジ部付二層構造蓋を実現した。
(もっと読む)
樹脂製中空体の製造方法
【課題】 ブロー成形法を用いた中空構造体の形成には、樹脂の厚みを全体にわたって均一に制御すること、および複雑な構造体を形成することが困難だった。
【解決手段】 射出成形したポリグリコール酸樹脂からなる芯体の外周面に、密着して被覆するようにアルカリ耐性樹脂を射出成形することによって複合構造体を形成し、該複合構造体をアルカリ性溶液に浸漬し、前記芯体を溶出させることによって樹脂製中空体を形成する。
(もっと読む)
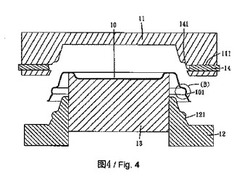
RTM成形法によるFRP成形品の製造方法とそのための金型
【課題】意匠面にヒケの発生が殆どない成形品を、効率良く製造するためのRTM成形方法、及びそれに用いる金型を提供する。
【解決手段】上下分割型の金型10,20を用いてRTM成形法によりFRP成形品30を製造するに際し、下型20の内側面の少なくとも一部に、周方向(水平方向)の溝40が設けられた金型を用い、かつ、下型20に離型力が相対的に強い離型剤20aを塗布し、上型に離型力が相対的に弱い離型剤10aを塗布してRTM成形を行う。
(もっと読む)
射出成形用金型
【課題】固定金型と可動金型間の全ストローク量が小さな小形成形機を用いても先抜きストローク量を確保でき、先抜き機構が簡単で、経験の浅い金型設計者でも容易に先抜きを必要とする金型を設計できる射出成形用金型を提供する。
【解決手段】可動側金型30がパーティング面31で矢印e方向に型開き動作を開始すると棒状ラック43は可動側金型30に対し相対的に矢印f方向に移動し、ピニオン45と筒状ギア46がそれぞれ矢印g及び矢印h方向に回転し、板縁ラック51を有するカム板機構47が矢印i方向に駆動されて移動する。二本の先抜き部材ガイド54により金型の開閉方向の移動のみが許容される先抜き部材保持部材42に係合するカム53がカム溝52に沿って相対的に矢印j方向に摺動して矢印kの距離を左方に移動し、先抜き部材保持部材42に保持される先抜き部材41が矢印k=Kの距離を左方に移動してスライド入子37に対する先抜きが行われる。
(もっと読む)
ハウジングの成形型構造及びハウジングの成形方法並びにハウジング
【課題】係止ランスを成形するコアの強度が低下することがなく、端子保持力を十分に確保できる係止ランスを成形することが可能なハウジングの成形型構造を提供する。
【解決手段】端子11が係止される端子係止突起17と、この端子係止突起17より自由端側に設けられたランス変位突起18とを有する可撓性の係止ランス15を有したハウジング5を成形する一方の成形型2と他方の成形型3とからなる。一方の成形型2には第1コア部材23が設けられ、他方の成形型3には、第1コア部材23との間にハウジング5を成形可能な空間を形成する第2コア部材35と、第1コア部材23との間に端子係止突起17及びランス変位突起18を成形可能な第3コア部材37とが設けられ、第2コア部材35には係止ランス15が変位可能なランス撓み空間41が設けられ、第1コア部材23にはランス撓み空間41に挿入可能なランス撓み空間挿入部43が設けられる。
(もっと読む)
金型装置
【課題】 成形品の内面の1部を形成する傾斜駒を備えており、その傾斜駒を移動させる機構を構成要件としており、また、その傾斜駒を、後述する突き上げ機構とは直行した方向に移動させている。そして、その傾斜駒を移動させた後に突き上げ機構を作動させて成形品を金型から離脱させている。その結果、突き上げ機構と直行する方向に傾斜駒を移動させるための機構を特別に設けなければならず、金型の構造が複雑になってしまうばかりでなく、他の部品との干渉などを考慮しながらその金型の設計をしなければならなかった。
【解決手段】 成形品が成形されるキャビティーを有する金型装置であって、前記成形品を回転させることによってキャビティーから離脱させる金型装置において、前記キャビティーの近傍に前記成形品の回転範囲を規制する規制壁を設けると共に、その規制壁の作動方向と成形品を金型から離型する方向とを同じくした金型装置。
(もっと読む)
自動車用エアーダクトの耐油性と脱型性を改善する方法
【課題】オレフィン系熱可塑性エラストマー(TPO)で構成された自動車用エアーホースの耐油性及び射出成形における脱型性を改善する方法並びに脱型性及び耐油性に優れた自動車用エアーホースを提供する。
【解決手段】オレフィン系熱可塑性エラストマー(A)に対して、プロピレン系重合体で構成された幹セグメント及び窒素含有ビニル系重合体で構成された枝セグメントで形成されたグラフト共重合体(B1)と、脂肪酸アミド(B2)とを含むグラフト共重合体組成物(B)を配合して射出成形することにより、自動車用エアーホースの耐油性と脱型性を改善する。
(もっと読む)
型内被覆用金型
【課題】 インモールドコートを実施するための被覆材を流す空間を確保することができる型内被覆用金型を提供する。
【解決手段】 型内被覆用金型において、製品の端部またはコーナ部に対応する部位に、型開き方向に設けた壁部15aとこの壁部15aに対向すると共に所定角度α2を持って設けた傾斜壁部15bで形成されるアンダーカット形状の凹部15を設けた。
(もっと読む)
ネジ部を有する射出成形品用金型、製造方法及び射出成形品
【課題】ネジ部を有する射出成形品を効率よく、低コストで成形することができる射出成形用金型、製造方法及び射出成形品を提供する。
【解決手段】キャビティを有する第一金型M1とキャビティの一端を形成する部位を有する第二金型M2とによりネジ部を有する射出成形品1を成形する射出成形品用金型Mであって、第一金型M1とM2第二金型を合わせた状態で、射出成形品1を回転させてキャビティから第二金型M2に形成した内部空間に向けて移動させて離型する成形品取出機構Uを備える。
(もっと読む)
アンダーカット部を有する射出成形品、流体噴射装置
【課題】製造工程の単純化と製品の低コスト化を実現するアンダーカット部を有する射出成形品、流体噴射装置を提供する。
【解決手段】キャビティを有する雌型とコア6を有する雄型とにより成形されるアンダーカット部を有する射出成形品1であって、コア6は、クサビ部材10とスライドコア12,13とからなり、金型を閉じると共にクサビ部材10をキャビティに対して前進してスライドコア12,13をキャビティの外周側に平行移動させ、キャビティとコア6により形成される内部空間に成形品材料を充填し、クサビ部材10をキャビティに対して後退してスライドコア12,13をキャビティCAの中心側に平行移動させ、雌型から雄型を離間して製造した。
(もっと読む)
看板ユニット成形装置及び看板ユニット生産方法
【課題】
複数の看板ユニットにわたる模様の見栄えを向上させる看板ユニットをプレス加工により一体成形する看板ユニット成形装置を提供する。
【解決手段】
看板ユニット成形装置は、平板状材料の所定周囲部分を除く所定加工範囲を押圧し、所定周囲部分に形成されるフランジ部に対して高さを有する前面を形成するオス型と、所定加工範囲を押圧する第一の方向へのオス型の移動に伴って、平板状材料に接触して、前面の一部を周囲部分側に広げるように第一の回動方向に回動する回動部材とを備え、回動部材の第一の回動方向への回動により、前面の一部の投影面がフランジ部に重なるように側面が形成され、回動部材は、オス型の離型のための第一の方向と反対の第二の方向への移動に伴って、第一の回動方向と反対の第二の回動方向に回動して離型される。
(もっと読む)
アンダーカット処理機構
【課題】成形品の下方へ突出したアンダーカット部の下端側が斜め上方へ屈曲する場合も、容易に型抜きすることができるアンダーカット処理機構を提供する。
【解決手段】ホルダー40内に収納されたアンダーカット成形コア30は、型抜き方向と交差する方向へ移動する第1成形コア31と、該第1成形コア31に隣接して配された第2成形コア35とから成り、これらの各成形コア31,35は互いに押し引き可能に連結されている。ホルダー40内に、第1成形コア31を案内する第1斜溝43と、第1成形コア31の移動に伴い押し引きされて連動する第2成形コア35をアンダーカット部P1から離脱可能な方向へ案内する第2斜溝44を設けた。
(もっと読む)
中空成形品、中空成形品用金型、中空成形品の製造方法
【課題】簡単な設備と工程により効率的に製造することができる中空成形品、中空成形品用金型、中空成形品の製造方法を提供する。
【解決手段】中空成形品1は、上面11tに開口する溝12が形成された溝成形体11及び溝12を閉塞する蓋体14を有する第一次成形部位10と、蓋体14で溝12を閉塞した状態で溝成形体11の上面11tに配置された第二次成形部位15と、を備える。
(もっと読む)
アンダーカット部を有する射出成形品用金型及びそれを用いた製造方法
【課題】金型構成の簡素化・低コスト化と製造工程の単純化を図ることができる、アンダーカット部を有する射出成形品用金型及びそれを用いた製造方法を提供する。
【解決手段】キャビティを有する雌型とコア6を有する雄型とによりアンダーカット部を有する射出成形品1を製造する金型であって、コア6は、先端側が先細りとなるように傾斜する第一傾斜面が形成されると共にキャビティに対して進退移動するクサビ部材10と、アンダーカット成形部位G1,G2と第一傾斜面に対して摺動可能に連接する第二傾斜面が形成されると共にクサビ部材10の進退移動に伴って進退移動の方向に直交する方向に平行移動するスライドコア12,13と、からなる。
(もっと読む)
成形方法および成形型
【課題】脱型に用いる駆動源のみで、アンダーカット部を有する成形品を容易に脱型可能な成形方法および成形型を提供する。
【解決手段】アンダーカット部8を備えた成型品2を成形するための成形型10であり、アンダーカット成形面16を備えたスライド部材15を有している。このスライド部材15が、アンダーカット部8からアンダーカット成形面16が離れる離脱方向である一方向へ移動可能となっている。キャビティ型11またはコア型に連結されてアンダーカット部8に係合するアンダーカット成形面16を備えたスライド部材15を、前記成形品2のアンダーカット部8から前記成形品2のキャビティ型11またはコア型からの脱型方向に力を受けながら、脱型方向であって、かつアンダーカット部8からアンダーカット成形面16が離れる離脱方向である一方向へ移動させる。
(もっと読む)
円環状外周部を有する樹脂成形品
【課題】 樹脂歯車や樹脂プーリーなどを射出成形により製造する際に、金型を型開きする工程で、所望する側の金型に成形品を確実に残留させられるようにして、これら樹脂成形品の生産を円滑に行えるようにする。
【解決手段】 樹脂の射出成形により、円環状の外周部が回転軸となる軸部とウェブ14によって一体に成形された樹脂成形品であって、外周部たるリム11は、ウェブ14よりも回転軸方向の厚みが厚く形成されると共に、成形品のゲート痕16が存在する側とは反対側において、リム11の内周面に離型時にアンダーカットとなるようなリング状の突条15が設けられている。リング状の突条は軸部の外周面や、リブの側面に設けても良く、螺旋状の突条としても良い。
(もっと読む)
ポリエステルエラストマー製ドライブシャフトブーツの製造方法
【課題】 1対の分割面を有するポリエステルエラストマー製ドライブシャフトブーツの製造方法の提供
【解決手段】 ポリエステルエラストマー製ドライブシャフト用のブーツの生成方法は、成形工程S1、環状成形物形成工程S3、管状構造固定工程S5、加熱工程S7、及び冷却工程S9を有している。成形工程S1では、ポリエステルエラストマーを材料に、射出成形により、1対の分割面を有するブーツの形を有する成形物5を成形する。環状成形物形成工程S3では、成形物5の分割面を合わせて成形物5を環状構造とした環状成形物7を生成する。環状構造固定工程S5では、環状成形物7において、合わせた分割面が解放しないように環状成形物7の環状構造を固定する。加熱工程S7では、固定した環状成形物7を所定の温度で加熱する。冷却工程S9では、加熱した環状成形物7を冷却する。これらの工程により、ポリエステルエラストマー製のブーツ3を生成する。
(もっと読む)
スライドコア用スライド部品および金型
【課題】製造容易で、金型およびスライドコアを交換することなく単独で部品交換することができ、スライド面の精度が良好で、スライドコアのスライド距離の異なっても共通部品を利用することができるスライドコア用スライド部品および金型を提供する。
【解決手段】金型は、溝3、4を設けたスライドコア1と、溝8、9を設けた主型2と、軌条部14を有して溝8、9内に固定されたレール12、13と、軌条部14にスライド自在に係合する被軌条部19を有して溝3、4内に固定されたガイドレール16、17とを備え、軌条部14は蟻形状をなし、被軌条部19は蟻溝形状をなして軌条部14とスライド自在に係合している。レール12およびガイドレール16は軌条部14および被軌条部19の横側においてスライドコア1と主型2の対向方向にねじ27により固定される被固定部15、20を有する。
(もっと読む)
81 - 100 / 302
[ Back to top ]