
Fターム[4F202CK32]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | アンダーカット (433)
Fターム[4F202CK32]の下位に属するFターム
成形品内面の (131)
Fターム[4F202CK32]に分類される特許
21 - 40 / 302
射出成形金型、樹脂成形品、および樹脂成形品の製造方法
【課題】成形品がアンダーカット部を有する場合であっても、成形品の多数個取りが可能であり、成形品に見合った大きさで簡易な構造の射出成形金型、および該金型を用いて製造された樹脂成形品、並びに該金型を用いた樹脂成形品の製造方法を提供する。
【解決手段】射出成形金型1は、固定型と可動型3とスライドコア4とを有し、中空部を有する樹脂成形品を多数個取りするための金型であって、固定型と可動型3とのパーティングラインが1ヶ所であり、該射出成形金型における成形キャビティが、可動型の可動方向に直列にスライドコア4により分けられて複数形成され、成形品の中空部を形成するコアピン5を有し、それぞれの成形キャビティに樹脂を充填するためのサブマリンゲート6が該コアピン5に形成されている。
(もっと読む)
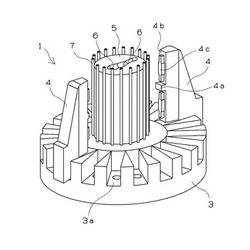
軸受保持器用金型、軸受保持器、および軸受保持器の製造方法

【課題】樹脂製の軸受保持器を多数個取り可能な射出成形金型であって、構造が複雑でなくコンパクトな軸受保持器用金型、および該金型を用いて製造された潤滑油流動性や保持器強度に優れる軸受保持器、並びに該金型を用いた軸受保持器の製造方法を提供する。
【解決手段】ラジアル軸受の軸受保持器9を樹脂組成物の射出成形で多数個取りするための軸受保持器用金型1であり、固定型2と可動型3とスライドコア4とを有し、固定型2と可動型3とのパーティングラインが1ヶ所であり、該金型における成形キャビティが、可動型3の可動方向に直列にスライドコア4により分けられて複数形成され、保持器9の内径側中空部を形成するコアピン5を有し、それぞれの成形キャビティに樹脂を充填するためのサブマリンゲートが該コアピン5に形成されており、スライドコア4の可動方向内側に、保持器9のポケット部を形成するためのポケット形成用凸部4cが設けられている。
(もっと読む)
ストラットマウント及びストラットマウント成形用金型
【課題】サスペンションのリバウンド時、弾性部材に当接するストッパプレートに、例えば、プレートの表裏面を貫通する孔が開けられていた場合、孔の弾性部材に対向する側の開口エッジ或いは開口エッジに残っているバリ等により、ストッパプレートが当接する弾性部材に傷が付き易く、更には、弾性部材に亀裂が入り易かった。
【解決手段】内筒部材12に、外側部材13の上部上方に露出するストッパゴム14に対向して位置し、搬送手段の係止部Fが入り込む係止用孔16が開けられたストッパプレート15を形成し、ストッパプレート15の裏面15aを覆うプレートゴム14aを有する。
(もっと読む)
合成樹脂製キャップ成形用の金型構造
【課題】ストリッパーが係止する位置とネジコアの有効ネジ始め部対応位置間の軸方向距離を短くしてもネジ垂れを発生させることなく、合成樹脂製キャップを成形することができる金型構造を提供する。
【解決手段】スカート壁外周部の係合突起に係合してキャップを突き出して離型するストリッパー30を有し、該ストリッパーはネジコア24の有効ネジ始め部対応位置を含む所定範囲の真下に対向する天面内周部に切欠部32を形成してなり、型抜きに際して切欠部32はスカート壁101を拘束しないので、その部分のスカート壁は外方へ拡がりやすくなり、最も抵抗が大きいアンダーカット部分の型抜き抵抗を緩和する。
(もっと読む)
金型内塗装用金型及び金型内塗装方法
【課題】意匠面端部に意匠面に連続するアンダーカット形状部を有する樹脂成形品であっても、該アンダーカット形状部が塗装される金型内塗装用金型及び金型内塗装方法を提供する。
【解決手段】共通金型と第1金型とが組み合わされて成形される1次成形体と、1次成形体が保持された共通金型と組み合わされて形成される第2キャビティに、1次成形体と溶着しない第2樹脂を射出充填させて成形される2次成形体11の1次成形体と当接する部分においてアンダーカット形状部10Cを成形させる第2金型と、1次成形体及び2次成形体11が保持された共通金型と組み合わされて、2次成形体の意匠面との間の少なくとも1部に塗料を注入させるための第1隙間が形成される第3金型と、第3金型に配置され、前記1次成形体には密着しない第1塗料を注入させる第1塗料注入機と、を備えたことを特徴とする金型内塗装用金型によって達成される。
(もっと読む)
射出成形品の製造装置及び製造方法
【課題】射出成形品の貫通孔における開口面積の大きい側の開口部に、バリが形成されるようにすること。
【解決手段】型閉じ及び型開きが可能であり且つ型閉じ状態で溶融樹脂が射出充填される成形空間が内部に形成される第一金型12及び第二金型14のうち第一金型12に形成され、且つ先端面18aの面積が第二金型14とつながる位置における断面積よりも大きい柱状の貫通孔形成用突出部18の先端面18aを、型閉じ状態で第二金型14と面接触させた状態で、成形空間内へ溶融樹脂を射出充填し、この射出充填した溶融樹脂が硬化した後に、型開き状態で、硬化した溶融樹脂を先端面18a側から無理抜きして、硬化した溶融樹脂を貫通孔形成用突出部18から取り外して、硬化した溶融樹脂からなる射出成形品を形成する。
(もっと読む)
自動車用シートパッド成形用金型の製造方法及び自動車用シートパッドの製造方法
【課題】製造が迅速かつ容易に行え、コスト的にも優れる自動車用シートパッド成形用金型の製造方法を提供する。
【解決手段】少なくとも、上面が開放された略矩形箱型の下型と、該下型の開口を覆うように配置される上型とで構成される自動車用シートパッド成形用金型の製造方法であって、上記下型の側壁内面の少なくとも一部にアンダーカット部を有する場合に、該シートパッドの設計データに基づいて、上記下型を3次元CADで底壁と各側壁とに分割した各金型パーツのデータを作成し、該金型パーツデータに基づいて、各金型パーツを個別に作製した後、得られた各金型パーツを接合して目的金型とすることを特徴とする自動車用シートパッド成形用金型の製造方法。
(もっと読む)
リサイクル可能ポリマーで作られた自転車フレームを得るための鋳型およびプロセス
【課題】リサイクル可能ポリマーで作られる自転車フレームを得るための鋳型および射出プロセスを提供する。
【解決手段】鋳型が、固定部分2と可動部分3から構成され、固定部分2も可動部分3も、熱射出ポリマーを受けそれに続いて自転車フレームを得るために共同で構造通路を構成するようにそれぞれの支承キャビティプレート2c,3cが組み付けられる基部プレート2b、3bを備える。可動部分3のキャビティ支承プレート3cは、メイン中央引出しGPがが組み付けられる長手方向ベッド3dを備え、第2の引出しGSが組み付けられる側部ベッド3eをさらに備える。前記長手方向ベッド3dは、メイン引出しGPがそこを滑ることできるようにする周囲トラック3fを備え、メイン引出しGPが水平方向MHに移動できるようにする角度に配置される押しピン3gを備える。側部ベッド3eは、第2の引出しGSのための押しピン3g’をさらに備える。
(もっと読む)
成形金型
【課題】アンダーカット部が設けられる成形品を変形や損傷等を与えることなく成形できる、耐久性の高い成形金型を提案する。
【解決手段】成形金型は、第一側壁103及び第二側壁104の外側面を成形するキャビティ11と、第二側壁104の内側面を成形するコア21と、コア21に対して密着配置されて第一側壁103の内側面を成形する共に、金型開動作の後に第一側壁103の内側面から離間する傾斜コア22と、傾斜コア22に対して密着配置されて第一側壁103の縁部を成形する共に、金型開動作に伴って第一側壁103の縁部から離間するスライドコア24と、を備える。
(もっと読む)
発泡成形品の製造方法及びこれに用いる袋状体付き発泡型
【課題】バリの発生をなくし、型のメンテナンスを不要にし、離型剤の塗布も不要にして、アンダーカット部を有する発泡成形品を作製できる発泡成形品の製造方法及びこれに用いる袋状体付き発泡型を提供する。
【解決手段】発泡成形品6のアンダーカット部61を形成する窪み20が在る凹型2を、ヒンジ軸2dを中心に回動して型割れ,拡開する一対の分割型2a,2bで構成して、アンダーカット部61が解消され脱型できるようにする一方、上面開口の袋状であって、分割型の分割ライン27沿いに、袋主要部41から屈折してひだ状又は蛇腹状に突出する折畳み部分45を有し、さらに折畳み部分45が両分割型の分割面24に挟まれて、両分割型2a,2bの接合でできる断面凹形の型内面21を袋主要部41が覆うようにセットされるフィルム製袋状体4を設け、且つ折畳み部分45を分割面24に挟着させて袋状体4がセットされた両分割型2a,2bとの型閉じで、発泡成形品用キャビティCを形成する相手型を設けてなる。
(もっと読む)
羽根車の成形型および羽根車の成形方法
【課題】導入路を囲む羽根が湾曲し、かつ導入路が外周側(高さH01)、中心側(H02>H01)で傾斜して形成される羽根車を、支障なく樹脂で一体成形する。
【解決手段】導入路を成形する多数の単位金型30は放射求心に移動し、成形の第1位置、後退の第2位置をとる。単位金型30は第1単位金型31と第2単位金型41とからなり、先端32a、43aを重ねてA状態として(先端高さH=H02 )は羽根車を成形する(a)。成形が完了したならば、第2単位金型41のみをG方向に回転して、第2単位金型41が収容部35に後退したB状態をとり(先端高さH<H01)、第1単位金型31に取り付けた操作具75の第1係止突起79を第2単位金型の係止溝71に係止してB状態を維持する(b)。この状態で、成形した羽根車から単位金型30を放射状に抜いて、第2位置をとることができる。
(もっと読む)
成形装置及び成形方法
【課題】一端が閉塞された成形品、あるいは複数の枝管部が分岐した成形品であっても、成形後に成形品内からコアを容易に型抜きできるようにする。
【解決手段】幹管部P1と、その幹管部P1から分岐する複数の枝管部P2とを設けたインマニMを成形する。コア22を幹側コア23と、枝側コア24とにより構成する。幹側コア23には幹管部P1と枝管部P2との間の内側湾曲部Cを賦形する曲面部23bを形成する。幹側コア23を、曲面部23bを有する第1コア片23Aと、進退移動される第2コア片23Bとより構成する。両コア片23A,23B間には、第2コア片23Bの進退移動時に第1コア片23Aを枝側コア24に接近離間させる運動変換機構25を設ける。第1コア片23Aと枝側コア24との間には、第1コア片23Aが枝側コア24から離間されるとき、第1コア片23Aの第2コア片23Bと同方向への退出移動を拘束する拘束機構26を設ける。
(もっと読む)
羽根車の成形方法及び成形装置
【課題】羽根車の製造コストを抑制し易い成形方法、少数の駆動源で駆動可能な成形装置、設置スペースを羽根車の径方向に小さくできる成形装置を提供する。
【解決手段】回転方向の一方側に外周側と内周側とで異なる傾斜角度で傾斜した複数のブレード52が本体の一方側の面における周方向に並設された羽根車50の製造方法として、ブレード52の片側を成形する第1型3Aと、第1型3Aに対向し、型締めする第2型4と、ブレード52に対して第1型3A側に設けられた中子5とを備え、中子5を介して第1型3Aと第2型を型締めする型締工程と、得られたキャビティに樹脂を注入する射出工程と、硬化後に少なくとも第1型3Aを開放し、中子5を羽根車50の外周側から内周側に向かって延出する中子回動軸心X3の周りに回動させて中子5を脱型する工程とを設けた。
(もっと読む)
ゴムロールの製造装置及び製造方法
【課題】ゴムロールを金型から取り出すときの取出性を向上させる。
【解決手段】芯金20を同軸状に包囲するとともに、円筒状の被膜部材13を円筒状の内壁12Aに装着する第1金型12と、第1金型12の軸方向両端部に設けられ、芯金20及び被膜部材13を挟持する一対の第2金型14と、を備えたゴムロールの製造装置10であって、一対の第2金型14の少なくとも一方に、芯金20と被膜部材13との間に未加硫ゴムを注入するための注入口18を形成し、第1金型12の軸方向両端部の内壁12Aに、周方向に凹溝26を形成する。
(もっと読む)
成形金型
【課題】成形体の片縁部に、凹凸の方向が互いに異なる複数のアンダーカット部を有するような成形体であっても、簡単に脱型することのできる、優れた成形金型を提供する。
【解決手段】キャビティ型40とコア型41とベース台42、43とを備え、上記コア型41が、進退型45と、ガイド孔46a等と、傾斜型50a等とで構成され、型締め時には、上記キャビティ型40と進退型45と傾斜型50a等が互いに閉じ合わせられて成形体賦形空間が形成され、型開き時には、上記進退型45がキャビティ型40から後退するかベース台42、43が上昇して、上記傾斜型50a等が、各ガイド孔46a等の傾斜した内周面に沿ってスライドすることにより、一方の傾斜型50a、50bが外側に開くとともに他方の傾斜型51が内側に開き、賦形された成形体の第1、第2のアンダーカット部が同時に型抜き可能になるよう設定されている。
(もっと読む)
成形金型
【課題】凹凸の方向が異なる複数のアンダーカット部を有するような成形体であっても、簡単に脱型することのできる、優れた成形金型を提供する。
【解決手段】キャビティ型30とコア型31とベース台32、33とを備え、上記コア型31が、進退型35と、ガイド孔36等と、傾斜型40等とで構成され、型締め時には、上記キャビティ型30と進退型35と傾斜型40等が互いに閉じ合わせられて成形体賦形空間が形成され、型開き時には、上記進退型35がキャビティ型30から後退するかベース台32、33が上昇して、上記傾斜型40等が、各ガイド孔の傾斜した内周面に沿ってスライドすることにより、一方の傾斜型40が手前に開くとともに他方の傾斜型41a、41bが左右方向に開いて成形体賦形面から離脱し、上記成形体の第1、第2のアンダーカット部が同時に型抜き可能になるよう設定されている。
(もっと読む)
射出成形金型
【課題】 金型全体を小型化することができるとともに、構造を簡素化することができる射出成形金型を提供する。
【解決手段】 可動側金型12の第1プレート44には、第1スライドコア24の径方向内方への移動を許容するためのカム部材54が設けられている。また、射出成形機に設けられた駆動機構により駆動される駆動プレート108と、駆動プレート108に支持されたフィンガピン120とが設けられている。第2スライドコア26には、フィンガピン120の一部が移動自在に挿入されるガイド孔36が設けられている。駆動機構により駆動プレート108が第3プレート48に対して型締め方向に移動すると、第2スライドコア26が径方向内方に移動される。
(もっと読む)
バンパー
【課題】成形品の外観上目立たない位置にパーティングラインを形成することで見栄えのよい成形品が成形可能なバンパーを提供する。
【解決手段】相手部品(シールゴム17やラジエータサポート18)に係合して組付けられるバンパー10であって、前記バンパー10表面の所定位置に段差15が形成されるともに、当該段差15のエッジ部分に沿ってパーティングライン16を有し、前記パーティングライン16は、前記相手部品を係合した際に、前記相手部品によって隠れる位置に設定される。
(もっと読む)
粉体用スクリュー,その製造方法及び成形用金型,トナーカセット,画像形成装置
【課題】軸部の周囲に螺旋状に設ける羽根部を樹脂製とした場合であっても、粉体の搬送量の低下を招くことがない粉体用スクリューと、その製造方法及び成形用金型を提供する。
【解決手段】軸部12の周囲に螺旋状に巻き付けられる羽根20を樹脂で射出成形するにあたり、軸部12の軸方向に沿って分割配置される複数の分割型32〜38のキャビティ形成部32A〜38Aを互い違いに交差させて前記軸部12と羽根20に相当する形状のキャビティ部40,42を形成して溶融樹脂を充填する。このような金型構造により、羽根20を均一な厚みに成形しても型から取り外すことができる。また、羽根20の厚みを均一にすることで、羽根間のピッチを広げて粉体の搬送量を増やすことができる。更に、トナー用スクリュー10の一部を樹脂製とすることで、コンパクト化(軽量化)とともに、コスト低減も可能となる。
(もっと読む)
固定側成形型、成形型作動部材、傾斜溝角度調整部材及びこれらを有する成形金型のユニット部品並びにこれを用いた外観螺旋模様を有する成形品の成形方法
【課題】外観螺旋模様を有する成形品を成形することができる成形金型のユニット部品を提供する
【解決手段】 可動側型板4の固定側型板3との当接部に配置された可動側成形型8と協働して成形型9を形成し、成形型9の中心軸を中心に回動自在に設けられた固定側成形型7、固定側成形型7の傾斜溝75内を転動する鋼球107cを支持する鋼球支持部材10とを備えるユニット部品、又は、これらに加えて、固定側成形型の外周面に設けられたピニオン状の歯型と係合するラック部と、該ラック部が設けられた一面とは反対側の面に設けられ、成形型9の中心軸とは所定の角度で傾斜する傾斜溝33と、該傾斜溝33の成形型9の中心軸に対する角度を変更する角度調整手段とを有する傾斜溝角度調整部材30を備えるユニット部品。
(もっと読む)
21 - 40 / 302
[ Back to top ]