
Fターム[4F202CK32]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | アンダーカット (433)
Fターム[4F202CK32]の下位に属するFターム
成形品内面の (131)
Fターム[4F202CK32]に分類される特許
41 - 60 / 302
発泡成形部材、その取付用クリップ、発泡成形部材の製造方法並びに発泡成形部材の取付構造
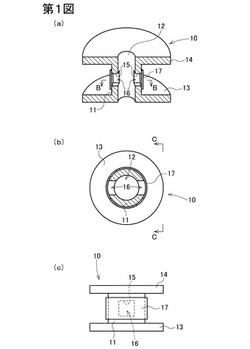
【課題】比較的簡易な構造の金型を用いて製造することが可能であり、且つクリップ本体の端面に挿入穴を塞ぐ封体を設けることを不要とすることが可能なクリップと、このクリップを備えた発泡成形部材と、この発泡成形部材の製造方法と、この発泡成形部材を被取付部材に取り付けた取付構造とを提供する。
【解決手段】クリップ10は、被取付部材20に設けられたクリップ係止用突起21が挿入される挿入穴12を有した筒状のクリップ本体11と、該挿入穴12の内周面に設けられた、該クリップ係止用突起21が係合する係合部15とを備えている。係合部15は、クリップ本体11を外周側から挿入穴12まで貫通した貫通孔16よりなる。
(もっと読む)
型内被覆用金型

【課題】 インモールドコート法を実施するための被覆材を流す空間を必要な箇所に確保することができる型内被覆用金型を提供する。
【解決手段】 縁部2およびその周辺の裏面4にも被覆材5をコーティングする樹脂製品1を成形する型内被覆用金型において、樹脂製品1の縁部2近傍の裏面4にアンダーカットリブ9を成形するためのアンダーカット形状の溝部11をコア7に設けた。
(もっと読む)
成形品の取り出し方法
【課題】 アンダーカット部分をまくりあげることなく成形品を金型から離型させて取り出すことができる成形品の取り出し方法を提供する。
【解決手段】 下型5に対して上型4を離脱させる上型離脱工程と、左右の外スライドコア6a,6bを成形品1より離脱させる外スライドコア離脱工程と、左右のアンダーカット部分3a,3bを成形する夫々2分割された左右の傾斜コア7a,7b,7c,7dを、その左右両端の幅W1,W2が対向する成形品1の端部間距離D1,D2よりも短くなるまで互いに接近させると共に押し上げる傾斜コア接近押上工程と、テール部2のアンダーカット部分2aを成形する直押しコア8を押し上げ、傾斜コア7a,7b,7c,7dを成形品1より離脱させる傾斜コア離脱工程と、成形品1を吸着手段15で吸着して移動させ、直押しコア8を成形品1より離脱させる直押しコア離脱工程を備えた。
(もっと読む)
スクリュー式搬送用シャフトの製造方法
【課題】製品の歩留まりを向上させるとともに、割れ、反りおよび凹みなどが生じにくいスクリュー式搬送用シャフトを製造することができるスクリュー式搬送用シャフトの製造方法を提供する。
【解決手段】シャフト本体2および螺旋部3を有するスクリュー式搬送用シャフト1と相補的な形状を有する金型5を準備し、外周面の全体にわたってねじ部9aが形成された細長い軸状の金属製の中子9を準備する。次に、中子9を金型5内にセットし、金型5内に、溶融した合成樹脂を射出することによって射出成形を行う。射出成形された合成樹脂が硬化した後、中子9を所定の方向に回転させることにより、スクリュー式搬送用シャフト1を、螺旋部3の巻き方向と逆の方向に回転させながらスクリュー式搬送用シャフト1の長さ方向に移動させることによって、金型5から分離する。
(もっと読む)
射出成形金型
【課題】新たな機構によるコアを用いてアンダーカット部を成形する射出成形金型である。
【解決手段】回動可能な回動コア15と中コア12と外コア18が配置してあり、アンギュラー20の外形状によって中コア12が往復動し、アンギュラーの外形状に対応して形成の誘導垂直部30aと誘導傾斜部30bからなる誘導溝30によって外コア18が往復動し、アンダーカット部に対応する可動コア15をリンク体19を介して回動可能であり、アンギュラー20の上昇により、外コア18は中コア12より遅く移動可能に垂直部20aと誘導垂直部30aが形成してある。
(もっと読む)
成形装置
【課題】基材の外周不要部分を人手によらないで払い出すことが可能な成形装置を提供する。
【解決手段】基材70をプレス成形可能なコア型28とキャビ型6とからなる一対の成形型7と、基材70の側部にアンダーカット部を成形可能なスライド型とを型閉じすることによって形成される成形空間からはみ出た外周不要部分72を切断することで成形品が成形される成形装置であって、下部不要部分72cを切断する下部切断刃9と、下部不要部分72cと連なった側部不要部分を切断するスライド型側切断刃と、コア型28に突設され、切断された下部不要部分72cを保持可能な保持ピン30と、コア型28と保持された下部不要部分72cとの間に移動可能に配された分離部48が移動することで下部不要部分72cを保持ピン30から分離させ、下部不要部分72c及び側部不要部分を一括して一対の成形型7から離脱させて下方に払い出す払い出し装置40とを備える。
(もっと読む)
シール部材を備えた筐体の製造方法
【課題】シール部材を備えた筐体の製造工程を削減でき、生産性を向上させることのでき、かつ、金型費の増大を抑えることができるシール部材を備えた筐体の製造方法を提供する。
【解決手段】可動側金型と、第一固定側金型10とを重ね合わせて成形された空間に、第一材料を射出して、筐体100を成形し、可動側金型に筐体100を保持した状態で、第一固定側金型10を可動側金型から離間させる。次に、筐体100を保持した可動側金型を第二固定側金型と対向する位置へ移動させ、可動側金型と、第二固定側金型とを重ね合わせて成形された空間に、第二材料を射出して、可動側金型に保持された筐体にシール部材を成形する。
(もっと読む)
下部に折返しのある縁部を有する射出成形されたプラスチック製の容器又は密封装置及びそれらの射出成形方法
【課題】唇や手に触れたとき人が滑らかさを感じることの可能な縁部を有するプラスチック製容器を得る。
【解決手段】射出成形されたプラスチック製の容器又は密封装置は底部壁から縁部壁(16)に伸張する側壁(12)を有し、前記縁部壁の一部分の上方部(18)は外向きと内向きの両方の方向成分を有し伸張している。前記縁部壁の所定部分の下方部(20)は下向きと内向きの両方の方向成分を有し伸張している。前記下方部のある所定レベル(22)にて前記所定部分は内側面(24)と外側面(26)を有しており、その各々は下向きと内向きの方向成分を有し伸張している。前記所定レベルにて、前記下方部の内側面と外側面は、一つの金型部分の異なる金型構成部品によりそれぞれ形成されている。金型部分から前記容器又は密封装置を離脱する際、前記所定部分の所定レベルにて前記下方部の内側面と外側面は、離間された一方の金型部分から同時的に離脱される。
(もっと読む)
合成樹脂成形品及び射出成形金型
【課題】逆テーパ状の側周壁を有する射出成形品において、ゲート跡に起因する外観の毀損を効果的に防ぐ。
【解決手段】合成樹脂製成形品にあっては、頂壁を有しこの頂壁の周縁から側周壁を垂下設し、側周壁の外周面が斜め下方内側に傾斜する逆テーパ状とした成形品1において、射出成形によるゲート痕7を側周壁の下端面側に位置させ、この成形品の射出成形には、側周壁の外周面を形成する第2キャビティ金型53に横溝部54を形成し、横溝部にスライド状に後退可能にスライドコアを嵌入する構成とし、この横溝部とスライドコアを利用して第2キャビティ金型53の、成形品の側周面の上端に相当する第1キャビティ金型52との合せ面から成形品の側周面の下端面の下方に位置するアンダーゲートタイプのゲートに連通するランナーを形成した金型51を使用する。
(もっと読む)
表皮材の貼り付け装置および貼り付け方法
【課題】基材の表面に表皮材を貼り付けるに際し、表皮材に過度の引張歪を生じさせることなく、もって、品質に優れ、耐久性の高い基材および表皮材からなる部材を製造することのできる表皮材の貼り付け装置および貼り付け方法を提供する。
【解決手段】上下のチャンバー1,2と、下チャンバー2内で基材Wを載置しながら上チャンバー1側へ上昇自在な載置台6と、上チャンバー空間K1を加圧する加圧手段、下チャンバー空間K2を真空引きする吸引手段、表皮材Sを加熱軟化させる加熱手段を備え、載置台6は基材Wをスライドさせるスライド手段を備え、載置台6を上昇させて基材Wの突部Tを表皮材Sに当接させて支持部Rを形成し、スライド手段にて基材Wをスライドさせて支持部Rから一方側の表皮材領域S1を引っ張り、他方側の表皮材領域S2を弛ませた後に、表皮材Sの軟化と加圧および真空引きにて表皮材Sを貼り付ける貼り付け装置10である。
(もっと読む)
アンダーカット処理機構
【課題】成形品の下面内側に突出したアンダーカット部が型抜き方向に対して交差する左右両側に凹凸するような形状である場合も、容易に型抜きすることができるアンダーカット処理機構を提供する。
【解決手段】可動型13に内設されたホルダー30内で、エジェクタピン20に支持された保持駒40とホルダー30外に配された各成形コア60とは、一対の連結部材51,52により連結支持され、各連結部材51,52は、互いに同一平面上で交じり合うように一方のガイド溝53に他方が貫通した状態で、ホルダー30内にあるガイド手段である斜溝34,35に沿って型抜き方向に案内される。
(もっと読む)
割型による合成樹脂製品の成形方法及びその装置
【課題】金型の開閉速度を高速にしても金型の開閉が安定してでき、成形速度の高速化と成形品の均質化を図ることができる樹脂成形品の成形方法とその装置を提供する。
【解決手段】固定側金型本体にキャビティプレートを有し、可動側金型本体に、割型を取り付けたスライドプレートと、該スライドプレートを開閉する型閉めカム及び型開きカムを設け、エジェクターの突き出しと前記スライドプレートの開閉動作をリンクさせ、型開きに際してキャビティプレート分離工程と割型を固定したスライドプレートの開き工程を分離して行なう。
(もっと読む)
プリントメディア用スプールの製造方法およびプリントメディア用スプール
【課題】その胴部の直径が細く、樹脂の肉厚が小さくなった場合であっても、金型から外す際に伸びたり切れたりすることがない、プリントメディア用スプールの製造方法を提供すること。
【解決手段】リボンをその外周に巻き付けるための筒状の胴部と、この胴部の両側に位置するフランジとを有するプリントメディア用スプールの製造方法において、プリントメディア用スプールの外形を形作るとともに、当該スプールの両フランジの少なくとも何れか一方の内側に位置する位置に、当該スプールの胴部に食い込むように突出する凸部が形成された第1の金型と、その胴部を筒状とするために胴部内に挿入される第2の金型と、を用い、これらの金型で形成される間隙中に樹脂を射出し、これを硬化させ、第1の金型に設けられた凸部により完成したスプールを押さえつつ、第2の金型を引き抜き、その後、第1の金型からスプールを取り出すようにする。
(もっと読む)
成形用金型
【課題】簡易な構成で組み付け時間を短縮することのできる、アンダーカット成形品成形可能な成形用金型を提供する。
【解決手段】可動型210が型締め方向Aに移動するときに、スライドガイド溝121がスライド板223をガイドしてキャビティ板221,222を成形品300成形用キャビティの方向(型締め時スライド方向B)へスライドさせる。可動型210が型開き方向A’に移動するときに、スライドガイド溝121がスライド板223をガイドしてキャビティ板221,222を成形品300成形用キャビティから離間させる方向(型開き時スライド方向B’へスライドさせる。
(もっと読む)
電鋳型とその製造方法
【課題】フォトリソグラフィー法により、微細性、アスペクト比に優れ、且つ、外形形状となるフォトレジスト部に傾斜部が形成された電鋳型とその製造方法を提供する。
【解決手段】電鋳型1は、紫外線を透過するガラス基板2とその一表面上に形成された透明導電膜3、貫通孔6の底部に形成された金属膜4と傾斜部を有する硬化した厚膜フォトレジスト5から構成されており、電鋳時に透明導電膜3により導通がとれるようになっている
(もっと読む)
ウエザストリップ及びその製造方法
【課題】シール性や外観品質を向上させるように押出成形部を型成形部で接続したウエザストリップ及びその製造に際して型成形部の形成範囲内でコア金型を抜き取ることができる製造方法を提供する。
【解決手段】ウエザストリップ5は、押出成形された押出成形部6と、これの両端部を直線状に接続する型成形部7とからなり、ドア開口部の周縁に沿って取付けられるトリム部11と、トリム部11から突出する中空シール部15とを備える。型成形部7は、その接続幅W1が2.0mmに設定され、その中空シール部15において、その内周面を成形するコア金型を成形後に抜き取るためのコア抜き孔44が形成されている。コア抜き孔44は、中空シール部15の内周面の周方向に沿った長さが、当該内周面の周長の40%となるように形成されている。
(もっと読む)
射出成形体
【課題】無理抜き成形における離型時の応力を緩和して、アンダーカット形状部の損傷を防止できるとともに、金型の寿命を延ばすこと。
【解決手段】射出成形体(例えば、ロータ)10は、筒状の胴部12と、胴部12の一端部近傍の外周面に設けられた気密シール面20と、気密シール面20よりも更に端部側の外周面に設けられ、気密シール面20に装着されるシール部材の脱落を防止するための複数のアンダーカット形状部22とを備え、胴部12の内孔32を画定する周壁35とアンダーカット形状部22との間には、アンダーカット形状部22の径方向の変形を許容するクリアランス28が設けられることを特徴とする。
(もっと読む)
成形装置
【課題】外周不要部分を成形装置から払い出すことが可能な成形装置を提供する
【解決手段】水平方向に相対移動可能とされ、基材70をプレス成形可能な一対の型2と、基材70の側部にアンダーカット部72Aを成形可能なスライド型5と、を備え、基材70のうち、一対の型2及びスライド型5を型閉じすることによって形成される成形空間Sから外部にはみ出た外周不要部分71を切断することで成形品60が成形される成形装置1であって、外周不要部分71のうち成形空間Sから下方にはみ出た下部不要部分73を切断する下部切断刃16と、外周不要部分71のうち下部不要部分73と連なって成形空間Sから側方にはみ出た側部不要部分72を切断する切断刃15と、下部不要部分73を一対の型2から離脱させることで、下部不要部分73及び側部不要部分72の双方を一括して下方に払い出す払い出し装置30と、を備えていることを特徴とする。
(もっと読む)
成形用金型及びその製造方法
【課題】成形用金型を用いて成形品に梨地を形成するに際し、成形品の抜き勾配を大きくすることなく、成形品の表面に梨地面となる多数の微細な凸部を形成することができるようにする。
【解決手段】成形用金型31に形成されたキャビティ31aの型抜き方向に沿う壁面に、このキャビティ31aによって成形品32の表面に梨地面33を形成するためにの多数の微小な粗部3を形成し、この粗部3に型抜きする際のガイド面となる緩斜面3dを形成する。この緩斜面3dが成形品32を成形用金型31から型抜きする際のガイド面となるため、離型力が低減され、成形品をキャビティから無理なく離型させることができる。
(もっと読む)
成形体又は積層体への別部材の取付け方法、及びその別部材が取り付けられた別部材付き成形体又は別部材付き積層体
【課題】 成形体又は積層体に別部材を取り付ける方法、及びその別部材が取り付けられた別部材付き成形体又は別部材付き積層体を提供することである。
【解決手段】 樹脂材よりなり、対向配置される第1及び第2のシート材3、4の間に多数の凸部8がエンボス状に形成されたパネル材1の一方のシート材3、4に開口9、10を設ける。支持台14に設置したパネル材1における開口9を覆うように、底面部にキャビティ17が開放された成形型16を押圧する。成形型16のキャビティ17に射出した溶融樹脂を、開口9、10からパネル材1の第2空間部6に注入させて固化し、第2空間部6に抜止め状態で保持されるアンカー部15と一体にストライカ2を形成する。
(もっと読む)
41 - 60 / 302
[ Back to top ]