
Fターム[4F202CK32]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | アンダーカット (433)
Fターム[4F202CK32]の下位に属するFターム
成形品内面の (131)
Fターム[4F202CK32]に分類される特許
101 - 120 / 302
成形同時転写用金型及び成形同時転写品の製造方法

【課題】空洞を有する樹脂成形品の金型であって、転写領域に正常に転写が行われて、かつ、転写シートの破れが発生しない成形同時転写用の金型を得る。
【解決手段】転写領域、縦壁と空洞を有し、縦壁は転写領域の外周線から立下り、空洞は転写面の裏側にへこんだ空洞であり、空洞の少なくとも一部の境界面は縦壁である樹脂成形品の製造に用いる成形同時転写用金型であって、表面側金型30、裏面側金型40と置き駒60からなり、表面側金型と裏面側金型によりキャビティ51が形成され、キャビティは空洞相当空間を含んでいて、置き駒がキャビティ内に配置され、空洞相当空間を埋める。
(もっと読む)
成形品の製造方法及び液体供給ユニット

【課題】第1成形部材と第2成形部材との間に可撓性のシート部材を挟み込んだ状態でこれらを一体に成形してもシート部材の変形を抑制することが可能な成形品の製造方法及び液体供給ユニットを提供する。
【解決手段】液体供給ユニットは、可動型21にケース部材14を保持させるとともに固定型22に各針部材16を保持させる保持ステップと、ケース部材14の各周壁部の内側にフィルター15をそれぞれ配置する配置ステップと、金型20の型締めを行うことで、ケース部材14と各針部材16とで各フィルター15を挟持する型締めステップと、ケース部材14と各針部材16との接合箇所に形成される接合用キャビティ27に、溶融樹脂をケース部材14の各周壁部と各針部材16との間を通って各フィルター15側に向かって流れるように射出して、ケース部材14と各針部材16と各フィルター15とを接合する射出ステップとを行うことによって製造される。
(もっと読む)
アンダーカット処理機構
【課題】成形品の内側にセンター孔を有するボスが全体の型抜き方向と交差する方向へ突出している場合も、容易に型抜きすることができるアンダーカット処理機構を提供する。
【解決手段】可動型13に内設されたホルダー40内に、中子ピン50とこれを囲む一対の成形コア30,30を収納し、各成形コア30は、中子ピン50を囲んで互いに対接し合う成形位置と、離隔する離型位置とに摺動可能であり、ホルダー40内に、成形品Pの型抜き時に各成形コア30を成形位置から離型位置に向けて、型抜き方向および逃げ方向にそれぞれ同時に移動する傾斜方向に沿って案内する斜溝43を設けた。また、各成形コア30の移動に伴い中子ピン50はセンター孔P2からの逃げ方向に移動する。
(もっと読む)
逆流防止弁の製造方法及び逆流防止弁
【課題】 成形工程数が少なく製造コストが安価である逆流防止弁の製造方法
【解決手段】
少なくとも、キャビティとコアピンとからなる金型を用いて逆流防止弁を成形する逆流防止弁の製造方法において、
前記キャビティの中心に、上型ピンと上スリーブピンを配置すると共に、コアピンの中心に、下型ピンと下スリーブピンを配置し、前記キャビティと上スリーブピン及びコアピンと下スリーブピンで囲まれる空間部に樹脂を流入して中栓体を成形すると共に、上型ピンと上スリーブピン及び下型ピンと下スリーブピンで囲まれる空間部に樹脂を流入して、弁体を成形し、前記中栓体と弁体が分離した状態で、同時成形されることを特徴とする逆流防止弁の製造方法。
(もっと読む)
物体を形成するための装置
プラスチックの装入体(D)からプレフォームを圧縮成形するための装置は、パンチ手段(12)と、キャビティが設けられたダイ手段(13)と、接触位置と分離位置との間で互いに移動自在の少なくとも二つのダイエレメント(22)とを備えている。パンチ手段(12)は、キャビティに挿入するのに適したパンチ(14)と、少なくとも二つのダイエレメント(22)を接触位置に維持するため、パンチ(14)の周囲に摺動自在に取り付けられた押圧スリーブ(31)とを含む。パンチ手段(12)は、更に、パンチ(14)及び押圧スリーブ(31)を受け入れるように構成されたジャケット手段(91)と、第1圧力の第1流体を収容し、押圧スリーブ(31)に作用する少なくとも第1チャンバ(42、57)とを含む。第1チャンバ(42、57)は、第1チャンバ(42、57)の加圧状態を維持しながらパンチをパンチ手段(12)から取り外すことができるように、押圧スリーブ(31)及びジャケット手段(91)によってその全体の境界が形成されている。 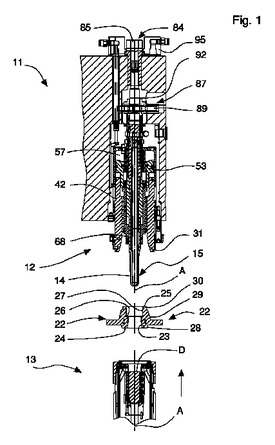 (もっと読む)
(もっと読む)
金型装置及び成形品の製造方法
【課題】ダイスライドインジェクション成形においてスライドコアによって成形品にアンダーカット部を成形しても、成形品の変形を抑制することが可能な金型装置及び成形品の製造方法を提供する。
【解決手段】ダイスライドインジェクション成形に用いる金型装置は、型開閉可能に構成された可動型17及び固定型を有し、可動型17が型開閉方向と直交する方向に沿って第1位置と第2位置との間で移動可能に構成されている。そして、可動型17にはケース部材にアンダーカット部を成形するためのスライドコア30が設けられ、該スライドコア30は可動型17とともに第1位置と第2位置との間で移動可能に構成されている。
(もっと読む)
成形用金型及び該金型を用いて成形された成形品
【課題】成形品の表面上から余分な凹部を無くし、且つ離型性を良好にする。
【解決手段】金型4は、固定型40と、該固定型40に合わさって成形空間41を形成する可動型5を具えている。可動型5上に板材1を配備し、該板材1は頭部20が成形空間41内に配備されたアンダーカットピン2にて該可動型5上に取り付けられている。該頭部20は固定型40に向かって拡がるテーパ状に形成されている。また、板材1の周面10は、固定型40に向かって拡がるテーパ状に形成されている。頭部20と板材1の周面10をテーパ状に形成することにより、アンダーカット効果を強化している。
(もっと読む)
樹脂製ギヤ及びその製造方法並びに製造装置
【課題】成形後の樹脂製ギヤを成形室から確実に取り出せるようにして、この樹脂製ギヤの製造作業を容易にすることである。
【解決手段】固定側金型32の成形室34の内周面に軸方向に平行に延びるギヤ歯成形用凹凸部35を設け、このギヤ歯成形用凹凸部35により、成形室34の内部に形成されるギヤ体24の外周面にギヤ歯24a1を成形する。また、可動側金型33に設けられる中子部41によりギヤ体24の軸方向の一端に円筒部24dを成形する。さらに、中子部41の外周面に軸方向に対して傾斜して延びる保持用凹凸部42を設け、この保持用凹凸部42により円筒部24dの内周面に軸方向に対して傾斜して延びる保持歯24eを成形する。そして、保持用凹凸部42と保持歯24eとの係合によりギヤ体24を可動側金型33に保持させる。
(もっと読む)
ネジコア、射出成形用金型ユニット及び成形品の製造方法
【課題】耐久性が向上した雄ネジ部を有するネジコア、当該ネジコアを備えた射出成形用金型ユニット及び当該射出成形用金型ユニットを用いた成形品の製造方法を提供することを課題とする。
【解決手段】可動側金型200と固定側金型300、400とにより画定されたキャビティ内に突出して成形品500に雌ネジ部510を形成するネジコア100であって、先端側に形成され、雌ネジ部510を形成するための雄ネジ部110と、先端側に形成され、固定側金型400と当接する円錐状の凸面120と、を備えている。
(もっと読む)
アンダーカット処理機構
【課題】成形品の内側にセンター孔を有するボスが全体の型抜き方向と交差する方向へ突き出している場合も、容易に型抜きすることができるアンダーカット処理機構を提供する。
【解決手段】ホルダー40内に収納されたアンダーカット成形コア30は、型抜き方向へ移動する第1コア31と、該第1コア31に隣接して配された第2コア32とから成り、これら第1,2コア31,32は、それぞれ隣接する傾斜した側面33,34を有し、各側面33,34同士は互いに傾斜した方向へ相対的に摺動する状態で押し引き可能に連結されている。ホルダー40内に、第1コア31を型抜き方向へ案内する第1縦溝43と、第1コア31の型抜き方向への移動に伴い押し引きされて連動する第2コア32をアンダーカット部P1から離脱可能な方向へ案内する第2横溝44を設けた。
(もっと読む)
射出成形装置用金型。
【課題】 内側にアンダーカット部を有する射出成形型のアンダーカットピンの短縮化。
【解決手段】 アンダーカットピン140に細径の本体部141と太径の下端部143の間に中径の中径部142を設け、更に、アンダーカットピン140の下端部143と、可動側キャビティ120に設けたアンダーカットピン140の格納部屋120SBの上面との間には圧縮スプリング151敷設し、圧縮スプリング151により、アンダーカットピン140を、固定側キャビティ130と反対方向に常時付勢し、射出成形装置のエジェクターピン145によりアンダーカットピン140が射出成形品110と一緒に移動する時、本体部141が可動側キャビティ120に設けた摺動穴120UPHと摺動し、中径部142の肩によりアンダーカットピン140の固定側キャビティ130方向への移動量を規制した。
(もっと読む)
ウエアリング及びウエアリングの製造方法
【課題】耐荷重性に優れ、かつアンダーカットを可及的に小さくすることのできるウエアリング及びウエアリングの製造方法を提供する。
【解決手段】射出成形により成形されるウエアリング100であって、周方向の1箇所にカット部110を有し、このカット部110は射出成形によって形成されるウエアリング100において、このカット部110は、外周面側及び内周面側から見て、ウエアリング100の中心軸の軸方向Cに対して傾斜する中央の第1カット部110aと、第1カット部110aの両側にそれぞれ設けられ、ウエアリング100の側面まで延びる第2カット部110b及び第3カット部110cとから構成されており、第2カット部110b及び第3カット部110cは、軸方向Cに対して傾いていないように構成されていることを特徴とする。
(もっと読む)
繊維複合部品を製造するための成形体
本発明は、繊維複合部品を製造するための成形体に関する。
本発明によれば、成形体は、少なくとも一部において、紙及び/又は厚紙材料を利用して形成される。紙及び/又は厚紙材料は、適切な機能レイヤを利用することにより、気密性や非粘着特性のようなさらなる特性が提供され得る。さらには、材料は、高い再現性のある空間次元を有する繊維複合部品が製造され得るような方法で、高い寸法安定性の成形体又は支持コアを製造することを可能にする。加えて、硬化の後、成形体は、真空状態を利用することにより、単純な方法で潰され得て、その後、残留物無しに、繊維複合部品から除去され得る。さらには、成形体は、コスト効率よく、かつ包装業界から公知の製造方法を利用して、事実上無制限の範囲の幾何学的形状に製造され得る。本発明はさらに、成形体を利用する繊維複合部品を製造するための方法に関する。
(もっと読む)
ダイカスト鋳造型
【課題】構造の簡素化が可能なダイカスト鋳造型を提供する。
【解決手段】スプルコア1に設けられる第1ピン11および第2ピン12と、可動型2に埋設されて第1ピン11が嵌合される第1ブッシュ13と、固定型3に埋設されて第2ピン12が嵌合される第2ブッシュ14と、からなる保持機構を具備する。これにより、スプルコア1を可動型2と固定型3との間で付け替えするためのスプルコア駆動機構をダイカスト鋳造型または鋳造設備に設ける必要がないので、型の構造が簡素化されると共に型の汎用性および設計の自由度を確保することができる。
(もっと読む)
射出成形金型にとってのネガティブ部を備えた被成形部品の成型および取り出しのためのスライド機構
本発明はスライド機構に関し、該スライド機構は、
可動式エジェクタプレート(3)に取り付けられた第1端部(2c)と、カム(6)に結合された突出部(2b)で終結する円錐状の第2端部(2a)と、を備え、前記突出部(2b)は、カム(6)が揺動可能な回転シャフトとしての役割を果たすものであるエジェクタシャフト(2)と、
成形部(5d)と、得ようとする部品(10)に接触する押圧面(5b)とベース部(5c)との間の傾斜部(5a)と、スライド部材(5)を通って延び前記カム(6)の少なくとも一部がネガティブ部(11a)に平行にスライドするスライド通路(14)とを備えたくさび形のスライド部材(5)と、
エジェクタシャフト(2)が軸方向にスライドしながら通る軸方向の通路(4a)と、スライド部材(5)の傾斜部(5a)が移動し該傾斜部と相補的な傾斜を有する傾斜部(4c)とを備えた固定型スライド支持部材(4)と、を有する。  (もっと読む)
(もっと読む)
容器
【課題】より滑らかな穴断面を有する容器及びその製造方法を提供すること。
【解決手段】コア21と、キャビティ22と、スライドコア23と、を間隙を設けて配置し、間隙に樹脂を充填することによって、穴のあいた容器本体部と、容器本体部の穴を覆うことが可能な蓋部と、を有する容器を製造する方法であって、コア21とキャビティ22の間隙に樹脂を充填することにより容器本体部の一部を形成すると共に、コア21の一部とキャビティ22の一部とを接触させて容器本体部の一部に穴を形成し、キャビティ22とスライドコア23の間隙に樹脂を充填することにより蓋部を形成し、スライドコア23とコア21との間隙に樹脂を充填することにより前記容器本体部の残りの一部を形成する容器の製造方法とする。
(もっと読む)
加飾成形体の製造方法及び加飾成形体
【課題】加飾成形体の外表面の見映えを良くする技術の提供。また、脱型が容易な金型を利用することが可能で製造が容易な技術の提供。
【解決手段】樹脂フィルム13を樹脂成形体12における外表面12aの面縁に合わせて容易に屈曲でき、樹脂成形体12の外表面12aにおける面縁の形状を金型のキャビティーに合わせて正確に形成できる。よって外観上は樹脂フィルム13の縁を視認し難くでき、見映えを良い加飾成形体11を製造できる。また、樹脂フィルム13を圧空成形法で立体成形すれば、雄型9のみの利用で立体形成でき、脱型を容易にし、金型コストを小さくできる。
(もっと読む)
射出成形用金型
【課題】型開き時に成形品が固定側金型に残るのを防止する。
【解決手段】射出成形用金型10は、一端を可動側型板26に固定され他端が自由端で型開き方向に対し傾斜状に延びるアンギュラピン34と、アンギュラピン34を挿入する傾斜孔37を有し、キャビティ36の一部を形成するスライドコア35と、スライドコア35を型開き方向に直交する方向に移動可能に支持するスライドコアプレート25と、スライドコアプレート25を型開き方向に移動させるスライドコアプレート移動機構29とを有する。
(もっと読む)
タイヤトレッド中にボイドを維持する特徴部
本発明の特定の実施形態は、長さ、幅及び厚さを備えたトレッド本体を有するタイヤトレッドを含み、その厚みは、外面及び下面によって画定される。このようなトレッドは、トレッド本体の厚み中に設けられたボイドを更に有するのが良い。このようなトレッドは、ボイドとトレッド下面との間に延びる1つ又は2つ以上の部材を更に有するのが良い。本発明の他の実施形態は、このようなトレッドを有するタイヤ並びにこのようなトレッドを成形するためのモールドを含む。 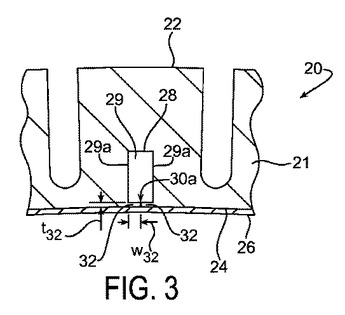 (もっと読む)
(もっと読む)
ゲート切り部材及びこれを備えた射出成型用金型
【課題】ダイレクトゲート型の成型金型における比較的太い径のダイレクトゲートであっても良好に切断してゲート仕上げを行うことができるゲート切り部材を提供する。
【解決手段】ダイレクトゲート30を切断する偏芯ロータ25であって、この偏芯ロータ25は、固定側型板4に回動自在に支持され、スプール10からキャビティ9に至る溶融樹脂の流路を形成すると共に、スプール10の中心軸11aに対して平行で、且つ所定間隔だけ偏芯した回転軸25aを有し、この回転軸25aを中心に回転することにより、ダイレクトゲート30を切断する。
(もっと読む)
101 - 120 / 302
[ Back to top ]