
Fターム[4F202CK32]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | アンダーカット (433)
Fターム[4F202CK32]の下位に属するFターム
成形品内面の (131)
Fターム[4F202CK32]に分類される特許
61 - 80 / 302
発泡樹脂製容器用のドレン弁及びドレン弁付容器
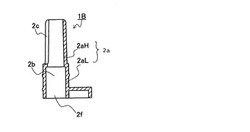
【課題】簡単な構造で容易に開閉することができ、蓋体の紛失等が生じず、外見から開閉の判別が容易にできるので、排水を失念したり、排水を不用意に撒き散らす等のトラブルを防止できる、ドレン弁及び該ドレン弁を用いたドレン弁付容器を提供する。
【解決手段】内部に排水路2bを有する円筒状の縦管2aの下端付近から取っ手部が横設されたL字状部材2からなり、前記縦管2aの管壁に排水入口2cが穿設又は切設されていることを特徴とする発泡樹脂製容器用のドレン弁1B及びこのドレン弁を用いたドレン弁付容器である。
(もっと読む)
樹脂射出成形品

【課題】剛性の大きい樹脂を用いた場合であっても、無理抜き時に環状突部が破損するのを防止することができる樹脂射出成形品を提供すること。
【解決手段】円筒部13を有し、円筒部13の先端部が、円筒部13の他の部位よりも外径形状が大きいアンダーカット形状の環状突部14を有する樹脂射出成形品11において、環状突部14の円周方向の所定の部位に切欠き16を形成し、円筒部13の無理抜き時に、切欠き16を中心に環状突部14を変形させることにより、切欠き16によって応力を緩和する。
(もっと読む)
射出成形用金型装置及び射出成形方法
【目的】 射出成形品の難離型部の離型の際に、難離型部の周辺部分に外観不良が生じ難い射出成形用金型装置及び成形方法を提供する。
【構成】 金型装置は、貫通孔113b及びその周縁部に設けられた筒状部11の外壁部の外側部分に対応した外側凹部115bを有する可動側型板110bと、可動側型板110bに組み合わせされ、該可動側型板110bとの間に貫通孔113bが連通するキャビティCを区画する固定側型板110aと、貫通孔113bに移動自在に挿入され且つ先端部に筒状部11の外壁部の内側部分に対応した内側凹部131bを有する可動入れ子130bと、外側凹部115b及び内側凹部131bの組み合わせ状態で可動入れ子を位置決め固定する型締め装置400と、前記位置決め固定が解除されると、可動入れ子130bを前記内側部分から離すコイルスプリング140bとを備えている。
(もっと読む)
保持器付きころおよび樹脂製保持器の成形方法
【課題】 ころ数を増やして負荷容量を高めることができ、簡素な構造の金型を用いて樹脂製の保持器を成形することができる保持器付きころを提供する
【解決手段】 複数のころ1と、これら複数のころ1を保持する樹脂製の保持器2とを備える。保持器2は、軸方向に並ぶ互いに平行な一対の円環部3が、円周方向に並ぶ複数の柱部4で連結され、隣合う一対の柱部4間に形成された各ポケット5に各ころ1をそれぞれ収容する。柱部4を、互いに径方向に離れた外径側部分6と内径側部分7とに分割する。
(もっと読む)
円筒ゴム用成形型及び円筒ゴム成形方法
【課題】分割型による高い加工精度や高コストで設置スペースが嵩み、不良品発生のおそれや外観が悪化し易い等の従来の不都合を解消し、構造の簡素化や廉価化、並びに不良率低減や外観向上が可能となる改善された円筒ゴム用成形型を提供する。
【解決手段】内側から加圧膨張される円筒ゴムDを外囲して受止めるべく、下端部13が縮径され、かつ、下端が径外側に折り返されるアンダーカット面3bを有して下端窄まり筒形の成形面Mを持つ円筒ゴム用成形型にて、下端部13を形成するための下型4と、アンダーカット面3bより若干下から上端を外囲する上型1及び中型2と、アンダーカット面3bを備えるリング状のアンダーカット型3とを有して成り、アンダーカット型3の最小径部分の内径が、中型2の最大径部分の円筒ゴムDが弾性縮小変形可能な最小の外径以上の寸法に設定されている。
(もっと読む)
サイドホールプレス
【課題】 プレスの上下に駆動するテ−ブルの動きを利用して、横方向にパンチを動かし、成形品の側面に抜き落とし穴や、切り込み加工をおこなうことを可能とする、抜き型の開発。
【解決手段】 傾斜面をもたせた二つの部品の内、一方を水平に配置した状態で、もう一方を垂直方向より、互いの傾斜面を接触させて押し進めることで、水平に配置した部品を水平方向へ移動させる原理とした構造部品を、パンチを水平に動かす手段として利用し解決する。
(もっと読む)
射出成形金型装置
【課題】可動側型及び固定側型の開動作に連動してサイドゲートをカットする機構において、成形品に生じるバリを小さくしてサイドゲートをカットすることができる射出成形金型装置を提供することを課題とする。
【解決手段】射出成形金型装置1は、第1ランナ部11R、第1ランナ部11Rと連通したサイドゲート部11G、サイドゲート部11Gと連通したキャビティ部C、を有すると共に、サイドゲート部11Gからキャビティ部Cへの方向とは交差する方向に開閉する可動側型20及び固定側型10と、第1ランナ部11Rと連通した第2ランナ部52Rを有すると共に、キャビティ部Cからサイドゲート部11Gへの方向に移動することによりキャビティ部C内の成形品Dから第1ランナ部11R及び第2ランナ部52R内の成形部材R1、R2を分離するゲートカット部50と、を備えている。
(もっと読む)
射出成形金型
【課題】 製作が容易で、アンダーカットを有する成形品の比較的少量生産用の金型として好適な射出成形金型を提供する。
【解決手段】 アンダーカット形成手段4は、可動側型板26の開閉方向と直交する方向に移動可能なスライドコア41,42と、スライドコア41,42に取り付けられて可動側型板26の開閉方向と直交する方向の外方にのびる操作部材43と、可動側型板26に設けられて操作部材43を案内する案内部材44とを備えている。操作部材43を手動で移動させることでスライドコア41,42の移動が可能とされている。
(もっと読む)
射出成形金型構造
【課題】 構造が簡易で、且つ傾斜ロッドに大きな回転モーメントが作用しない射出成形金型構造を提供する。
【解決手段】 アンダーカット部10aを有する成形品10の射出成形金型の構造であって、一端部3aをエジェクタ板1に固定し、このエジェクタ板1の移動方向に対して傾斜して金型本体7の挿通孔8を貫通すると共に、他端部3bでスライドコア2を支持する傾斜ロッド3と、一端部6aをエジェクタ板1に固定し、エジェクタ板1の移動方向と同じ方向で金型本体7の挿通孔9を貫通すると共に、エジェクタ板1の押出し動作開始直後のみ他端部6bでスライドコア2を支持する直押ロッド6を備える。
(もっと読む)
アンダーカット処理機構
【課題】成形品の外面ないし内面の凹凸形状の逃げ方向とアンダーカット部の逃げ方向とが互いに異なるような場合も、容易に型抜きすることができるアンダーカット処理機構を提供する。
【解決手段】アンダーカット成形コア30を支持するスライダー40と、スライダー40を移動可能に連結するベース部材50と、スライダー40を包囲した状態で成形品Pの型抜き方向へ移動可能に駆動されるホルダー60を、可動型13に設け、ホルダー60内に、アンダーカット部P1からの逃げ方向へスライダー40を案内する第1ガイド手段を設け、ベース部材50に、ホルダー60の型抜き方向への駆動に伴いスライダー40が第1ガイド手段を介して引かれる際、該スライダー40が型抜き方向および逃げ方向へ同時に移動する傾斜方向へ案内する第2ガイド手段を設けた。
(もっと読む)
シート成形品のアンダーカット部成形方法およびこれに用いる金型
【課題】O−PETシート等の延伸合成樹脂シートから容器を成形する場合に、アンダーカット部を精度よく形成することができる成形法を提供する。
【解決手段】軟化させた合成樹脂シートを雌型の上に配置し、該雌型に雄型を圧入するシート成形品の成形方法において、前記雌型は成形面の開口周縁に断面凹状のアンダーカット成形部が設けられる一方、前記雄型は前記アンダーカット成形部に対応して進退可能なスライド部が設けられ、当該雄型を前記雌型に圧入した状態で前記スライド部を前記アンダーカット成形部内に進出させて前記シート成形品の開口周縁にアンダーカット部を成形する。合成樹脂シートは延伸合成樹脂シート、特に1軸または2軸延伸性を有するPETシートであることが好ましい。
(もっと読む)
樹脂製遠心羽根車の成形方法
【課題】再利用できる中子を用いるとともに、中子の除去時間を短縮することで、多種少量生産には適した樹脂製遠心羽根車の成形方法を提供すること。
【解決手段】遠心羽根車の外径に対応した金型1を有する射出成形機の金型1内に平行に形成されている主板成形部と副板成形部との間に、加水分解型で、かつ、疎水性の第1の樹脂材製の複数の中子9aを周方向に沿って所定の間隔で設けて、中子9aで囲まれる主板成形部5と副板成形部6との間の部分に、軸心から外周方向に向かって渦巻き状に延びる羽根成形部を形成し、金型1内において非加水分解型の第2の樹脂材により射出成形し、この射出成形された成形物の中子9aに水を接触させて、成形物の内部から中子9aを加水分解させて除去させる。
(もっと読む)
金型の製造方法
【課題】成形面を放電加工によって形成しつつ、金型の耐久性を確実に向上させることが可能な金型の製造方法を提供する。
【解決手段】本発明の金型の製造方法は、金型を得るための素材1に対し、放電加工により成形面10a、10bを形成する放電加工工程と、放電加工工程後、成形面10a、10bに窒化処理を行う窒化工程と、窒化工程後、成形面10a、10bに硬質被膜形成処理を行う硬質被膜形成工程とを備えている。
(もっと読む)
成形金型装置
【課題】直上げ駒片を連結シャフト摺動孔との間で円形嵌合となるように構成したとしても、直上げ駒片が固定側金型に対して回転しないように構成した。
【解決手段】エジェクタプレート6の突き上げ動作を直上げ駒片7に伝達するために、一端側が直上げ駒片7に連結すると共に他端側をエジェクタプレート6側に連結した連結シャフト8を固定側金型1に形成した連結シャフト摺動孔10に摺動可能に嵌合すると共に、直上げ駒片7に、連結シャフト8に対して平行するように、一対のガイドロッド9,9を突設し、ガイドロッド9,9が直上げ駒片7の突き上げ動作に従って摺動するガイドロッド摺動孔11を固定側金型1に形成して、直上げ駒片7に回転力が付与されても、両ガイドロッド9,9がガイドロッド摺動孔11,11の孔壁に当接して突っ張ることにより吸収して、直上げ駒片7の固定側金型1に対する回転を防止する。
(もっと読む)
樹脂成形金型装置
【課題】突出しピンの金型設計上の面倒な調整作業を軽減し、しかも、樹脂成形品を固定側金型から離型する際に、突出しピンの先端部に形成した突出し部の内壁に擦れ合うことによって、樹脂成形品に一体に形成した突起部が部分的に捲り上がらないようにして、歩留まりのよい樹脂成形品を成形することができるようにした。
【解決手段】移動側金型2と共に樹脂成形金型3を構成する固定側金型1において、樹脂成形品5の成形後の移動側金型2の移動した後に、固定側金型1に留まっている樹脂成形品5を離型するために、固定側金型1側に突出しピン7−1を設置した場合、突出しピン7−1の先端外周部を削成し、区画起立壁9にて複数個に分割された縮形段状凹部10を形成することによって、樹脂成形品5に一体の複数個の突起部11を形成して、突起部11が縮形段状凹部10に係合保持させて、樹脂成形品5の横ずれを抑制するようにした。
(もっと読む)
射出成形型
【課題】 自動二輪車のリヤカウルのような内面に複雑なアンダーカット部が存在するような成形品を成形する金型において、設備の簡素化を図ると同時に、アンダーカット処理の動作が複雑にならないようにする。
【解決手段】 成形品を射出成形する際、成形品Wの左右一方側の内面を拘束し且つ型締め方向に移動可能な第1の直押しコア5と、左右他方側の内面を拘束し且つ型締め方向に対して斜め方向に移動可能な第1の傾斜コア6と、成形品Wのテール部Wt内面を拘束し且つ型締め方向に移動可能な第2の直押しコア7を儲け、第2の直押しコア7に、成形品Wとともに横方向に移動可能なスライドコア7sを設ける。
(もっと読む)
遠心送風機用羽根車の金型、遠心送風機用羽根車の製造方法、及び遠心送風機用羽根車
【課題】一体成形を可能としつつ、羽根形状の自由度を向上することができる遠心送風機用羽根車の金型、遠心送風機用羽根車の製造方法、及び遠心送風機用羽根車を提供すること。
【解決手段】送風路を成型するスライド型23を、略水平方向へ円弧状の軌跡Bを描いて移動可能とし、曲率の大きい羽根形状を有する羽根車であっても、成型された送風路からスライド型23を引き抜くことを可能とすることにより、一体成形を可能としつつ、羽根形状の自由度を向上させる。
(もっと読む)
射出成形金型及び射出成形方法
【課題】内向き溝状のアンダーカットを環状に備える成形品のアンダーカット処理。
【解決手段】センターコアと、その外側を囲むためにその外側に沿って交互に配置される複数の第1のスライドコアと第2のスライドコアを有し、型開きの前半段階でセンターコアを開放スプリングの作用によって後退させ、型開きの後半段階で第1のスライドコアを内側スライドコア方式により内側に移動させ、型開き後に突き出しロッドの作用によって第2のスライドコアを傾斜スライド方式により移動させる。
(もっと読む)
金型の入子合わせ治具
【課題】 例えば、金型のポケット部に入子を嵌め合わせて、入子周囲の表面の最終的な仕上げ加工を行うようなときに、傾斜ロッドの傾斜角度が任意であっても簡単かつ正確に嵌め合わせることができ、また組付け時の傾斜ロッドの長さの調整が正確に行えるようにする。
【解決手段】 入子4に連結される傾斜ロッド5を挿通させることのできる挿通孔11hと球面凹部11dを備えたカラー部材11と、このカラー部材11の球面凹部11dに球面嵌合し、傾斜ロッド5を挿通させることのできる挿通孔12hを備えた球面部材12と、この球面部材12の挿通孔12hを通して外部に露出する傾斜ロッド5のネジ部5nに螺合するナット部材13を設け、ナット部材13に締め付けによって入子4をポケット部3pに引き寄せるようにする。
(もっと読む)
植物繊維製プレス成形コップ蓋の勘合溝製造方法
【課題】植物繊維製プレス成形コップ蓋の勘合溝製造方法の提供。
【解決手段】本発明の植物繊維製プレス成形コップ蓋の勘合溝製造方法は、熱プレス成形後の植物繊維製プレス成形コップ蓋の外部に、プレス成形コップ蓋の側面輪郭に係合する外モールドを被嵌し、該プレス成形コップ蓋に形成予定の勘合溝に対応する外モールド箇所に横方向環状のスライド溝を設置し、成形用のスライド体を挿入し、該スライド体の内側エッジには外側に突出する棒状成形体を備え、該プレス成形コップ蓋の内部には内モールドを配置し、その中間にはさらに原料支持体を配置し、内モールドと原料支持体はプレス成形コップ蓋の輪郭に係合させ、プレス成形コップ蓋に形成予定の勘合溝に対応する内モールド箇所には、内側に窪んだ環状の受け溝を備え、その位置と輪郭は相対する棒状成形体に係合し、製造時には、まず、外モールド、内モールド、原料支持体を閉じた後に、スライド体を内側方向に前進させると、棒状成形体がプレス成形コップ蓋の表面を押圧し、また、スライド体をさらに前進させると、プレス成形コップ蓋の表面は棒状成形体の輪郭に従い変形し、内モールドの受け溝内に入り込み、これにより、環状の勘合溝が形成される。
(もっと読む)
61 - 80 / 302
[ Back to top ]