
Fターム[4F202CK32]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | アンダーカット (433)
Fターム[4F202CK32]の下位に属するFターム
成形品内面の (131)
Fターム[4F202CK32]に分類される特許
161 - 180 / 302
アンダーカット部を有する椀状物品の射出成形方法。

【課題】糸尻部にアンダーカット部を有していると共に、胴部にアンダーカット部がある樹脂製椀状物品を射出成形する。
【解決手段】型開きと同時にストリッパープレート4が押圧され、キャビティプレート14に当接させ、ストリッパープレート4とキャビティプレート14の連結を保持し、次に突出しロッド31を元の位置まで退動させると、スプリング36により突出しプレート10を下方変位させると同時にボルト38によりストリッパープレート4がキャビティプレートから引き離され、更に、導入孔27から加圧流体あるいは加圧粉体を注入し樹脂成形品をコア11に付着させ、更に続いて、型開きを復旧してコア11が退動する一方、パーティングロック機構の連結を解除し、コア11が退動すると突出しロッド31が進動し、突出しプレート10を突き出し、リターンピン9がストリッパープレート4を突出して樹脂成形品をコア11から引き離す。
(もっと読む)
成形機

【課題】簡単な構造で、スライドコアの停止位置精度を向上させ、スライドコアの移動距離を必要最小限とする。
【解決手段】先端に半球面23aを有するアンギュラピン23を固定型に設ける。可動型30の開閉方向と直交する方向にスライド移動するように可動型30の型板31にスライドコア33を設ける。スライドコア33にアンギュラピン23が摺動自在に挿通される傾斜孔35を設ける。傾斜孔35の開口縁36の少なくとも一部に、スライドコア33の移動方向に直交する平面によって形成された位置決め面37を設ける。
(もっと読む)
テレビジョン装置
【課題】ボス部の根元部分にヒケが発生するのを抑制しながら、ボス部の機械的強度の低下を抑制するとともに、ボス部の部品点数の増加を抑制することが可能なテレビジョン装置を提供する。
【解決手段】この液晶テレビジョン装置(テレビジョン装置)1は、フロントキャビネット2と、一体的に形成され、ボス部10を構成するとともに空洞部11aを有する箱状部11と、箱状部11の表面から突出するように箱状部11と一体的に設けられ、箱状部11とともにボス部10を構成する中空の筒状部12と、箱状部11の表面から筒状部12の側面に沿って一体的に形成される補強リブ20とを備える。
(もっと読む)
射出成形用金型
【課題】L字形に折曲したソケット部3cのように第二主金型6、7の離接方向の移動では型抜きできない面3d、3eがある成型品を成形するためのスライド金型8を第一主金型6に設けるにあたり、該スライド金型8を、セット位置に至る直前まで第二主金型7に当接しないようにする。
【解決手段】第一主金型6に、スライド金型8がセット位置に移動するほどダイに主金型側に偏倚移動する傾斜案内面6aを設け、該傾斜案内面6aに沿う状態でスライド金型をセット位置まで移動させるようにしてスライド金型8と第二主金型とのあいだに必要だった円滑摺動を確保するための隙間をなくしてバリ発生がないようにした。
(もっと読む)
射出成形金型
【課題】アンダーカット形状を形成するためにコア入れ子ピン同士を嵌め込ませるタイプであっても外部動力の不要な射出成形金型を提供する。
【解決手段】射出成形金型30の開閉に伴って2つの移動ユニット80、180が移動し、この移動によって、コア入れ子ピン20とコア入れ子ピン120が互いに干渉せずに成形空間34から出し入れされる。射出成形金型30が完全に開いた状態、即ち、図1と図4に示すように固定側入れ子42と可動側入れ子62が完全に離れて固定側移動ユニット50と可動側移動ユニット70が全く接触していないと共に、固定側移動ユニット150と可動側移動ユニット170も全く接触していない状態では、図7(a)に示すように、2本のコア入れ子ピン20,120は成形空間34から完全に離れている(出ている)。
(もっと読む)
物体をタイヤ壁に取り付けるための装備付きのタイヤ及びその製造方法
本発明のタイヤは、キャビティ(25)を構成すると共に2部品構成型ファスナ(10)、特に自己連結型ファスナを用いて機能物体(27)、例えば電子回路を受け入れるよう構成されたエンベロープを有し、2部品構成型ファスナは、エンベロープ(22)の壁に連結された第1の部分と、エンベロープに取り付けられている物体を使用位置に位置した状態に維持するために第1の部分に接触すると第1の部分に結合できる第2の部分とを有する。ファスナ(10)の第1の部分は、タイヤ壁に一体的に形成された結合部材(13)を有する。好ましくは、結合部材は、物体に向かうタイヤの壁に悪影響を及ぼす応力の伝達を制限する相互離脱能力をこれら部分に与える。一実施形態では、結合部材は、タイヤの製造中、タイヤの壁内に組み込まれるコイル状フィルムのターンの端部により形成された柔軟性ワイヤのループから成る。 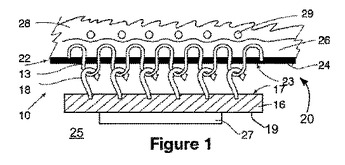 (もっと読む)
(もっと読む)
筒状部材成型用金型装置
【課題】高性能、高耐久性を有し、内面にアンダーカット部を備えた筒状部材を効率よく生産できる筒状部材成型用金型装置を提供する。
【解決手段】天面金型と、本体金型と、ベース金型とを有し、特に、前記天面金型に前記本体金型の前記筒状部材を成型するための孔部に向けて挿通されるセンターポストを設ける。前記本体金型には、第1又は第2の駒を順次内側に抜きつつ第2又は第1の駒を続けて内側へ寄せてその外形を小さく絞り込む形のスライドコアを設け、前記ベース金型には、前記本体金型に対するベース金型の移動に伴って、前記第1及び第2のスライドコアをそれぞれ異なる速度で内方向に駆動する第1及び第2のスライドコア駆動片を設けた。
(もっと読む)
流体機器の継手の製造方法
【課題】 単一の材料を用いる1回の成形工程で継手の全体を成形し、ホース挿着部の膨出部を含む先端側部分の外面にパーティングラインのバリを生じさせず、オイルのにじみを防止すること。
【解決手段】 流体機器10の接続口11に取着される取着部21と、ホース12の一端が挿着されるホース挿着部22とを備え、ホース挿着部22はホース12が挿着される範囲の中間部に外径の膨出部22Aを設けてなる流体機器10の継手20の製造方法において、ホース挿着部22の膨出部22Aを含む先端側部分の外面を環状の外型32により形成するもの。
(もっと読む)
計量ローラの製造方法
【課題】表面に高精度の凹状パターンを有する計量ローラの製造方法を提供することを目的とする。
【解決手段】円孔状の貫通孔を有する継ぎ目のない非分割形状の金型本体6の内周面に電気鋳造による凸状パターンXを全面均等に形成してキャビティ2を形成する。次に、芯材12をキャビティ2内に挿通する。その後、キャビティ2内に溶融樹脂3を注入し、表面に凹状パターンYを有しかつ中心に芯材12を有する計量ローラ27を成形すると共に、溶融樹脂3の冷却収縮に伴う外径寸法の減少により計量ローラ27をキャビティ2の内面10から遊離させる。そして、計量ローラ27をキャビティ2内から引き抜く方法である。
(もっと読む)
アンダーカット処理機構
【課題】コンパクトに構成することが可能となり、省スペース化の要請に応じることができ、金型への加工および組み込みが容易で、構成が簡単であり組立てに手間と時間がかからず、コストダウンを実現することができ、しかも耐久性にも優れたアンダーカット処理機構を提供する。
【解決手段】ホルダー40の上端側の壁面に、連結部材70が傾斜した状態で摺動可能に貫通し、エジェクタピン21の突き出し動作に伴って、該連結部材70が型抜き方向および逃げ方向に同時に移動する傾斜した方向に沿って案内されるガイド孔47を設ける。ホルダー40を、ガイド孔47がある上端側をホルダー本体41とは予め分割した上端部46とし、該上端部46をホルダー本体41に対して着脱可能に構成する。
(もっと読む)
発泡樹脂製品の製造方法
【課題】スライドコアに頼ることなく段差部のアンダーカット処理を可能にし、もって外観品質に優れた発泡樹脂製品を安定してかつコスト安に得ることができる発泡樹脂製品の製造方法を提供する。
【解決手段】射出発泡成形時にアンダーカット部となる段差部9を有する発泡樹脂製品1を製造するに際し、はじめに、段差部の段差面20aを強制的に脱型可能な高さに設定して射出発泡成形を行い、段差部の隅に余肉部22を残す。次に、前記余肉部22にシリンダ33の駆動により超音波溶着用のホーン30を押付け、振動エネルギーによって加熱しながら余肉部22を押し潰して、所定の段差部形状に仕上げる。
(もっと読む)
インサート部品を含む継合わせ部分を使用してグレージング要素にオーバモールドする方法およびデバイス、ならびに上記方法のためのグレージングパネルおよびインサート部品
本発明は、少なくとも1つの継合わせ部分(J)をガラス要素(V)の周囲部上にオーバモールドする方法において、上記継合わせ部は、底板(2)を備えるオーバモールド部分と、軸線(A)に沿って配向されて、ガラス要素(V)を継合わせされるべき湾部内に予備位置決め、位置決め、かつ固定する突出部分(4)とを有する少なくとも1つのインサート部品(1)を含む、方法に関する。方法は、注入中、インサート部品は、位置決め手段(5)と協働するピン(11)を使用して成形用空洞内に位置決めされ、位置決め手段(5)と協働するピン(11)とは両方ともオーバモールド部上に位置付けられて、ガラス要素の方に向けられた底板(2)の面が、ガラス要素の方向に延びてそれと接触する少なくとも1つの支持脚部(6)を含み、底板の反対側の面が、上述の突出部(4)を支持する、継合わせ部を形成するプラスチック要素で覆われていない自由面を有する台(3)を含むようにしていることを特徴とする。本発明はまた、剥離中、インサート部品(1)の突出部(4)がハウジング(10)の壁と接触せずに、成形型が開けられ、オーバモールドされたガラスパネルが取り外されることも特徴とする。  (もっと読む)
(もっと読む)
収納ケースおよび金型装置
【課題】複数のアンダーカット形状が、内部の素電池収納空間に連通する貫通孔を設けずに形成された電池パックの収納ケースおよびそのような収納ケースを容易に製造できる金型装置を提供する。
【解決手段】電池パック10の収納ケース1には、係合部材2が填る溝4が形成されている。係合部材2は溝4に填って溝4内を摺動し、出口部6から外側に突き出す。溝4の出口部6近辺の上方には、係合部材2が溝4から外れることを防止するアンダーカット形状の外れ防止部材42が形成されている。溝4の出口部6から離れた奥側の側面43には、係合部材2の摺動を案内するアンダーカット形状の突起41が形成されている。溝側面43及び底面44には貫通孔が無く、収納ケース1の内部と外部とを隔離している。
(もっと読む)
抜栓式中栓
【課題】 抜栓式中栓を成形する際に、金型によりプルリングが引張られても、底壁の除去部が引上げられ、切断溝が破断されることを防止するとともに、生産速度が遅くならないようにした抜栓式中栓を提供すること。
【解決手段】 底壁に、切断溝を刻設し、切断溝を切断することで底壁に注出口を形成する除去部が形成され、除去部の上面に、支柱を介してプルリングが形成された中栓において、切断溝の支柱側の除去部側面に、凸部が形成され、成形金型は、中栓の底壁下面を成形する下部コアを具え、下部コアの上面に、中栓の底壁の切断溝を成形する成形凸型が配設され、成形凸型には、成形時に中栓の切断溝に凸部を形成する成形凹型が配設されていることを特徴とする。
(もっと読む)
中空成形体およびその解体方法
【課題】一次射出で半割り成形されたレンズ部2とハウジング5との突合せ部に樹脂材6を二次射出してランプ1を形成するにあたり、ハウジング5を樹脂材6から簡単に解体できるようにする。
【解決手段】樹脂材6とハウジング5とは互いに接着しない材質が選択され、樹脂材6とハウジング5とは抜け出るのを規制するアンダーカットによる接触面7で接触していると共に、ハウジング5には、端子を取付ける貫通孔5bに隙間Sを有したものとして、使用済みとなったランプ1を、該隙間Sから圧縮空気を供給してハウジング5を樹脂材6から無理抜きして解体するようにする。
(もっと読む)
射出成形金型およびこの射出成形金型を用いた発泡成形品の製造方法
【課題】ガスの排気を迅速かつ確実に行え、表面状態が良好である成形品とすることができる射出成形金型およびこの射出成形金型を用いた発泡成形品の製造方法を提供する。
【解決手段】開閉弁が、ガス給排気路とキャビティとを連通状態にするガス通過孔を有し、このガス通過孔が前記ガス給排気路と連通する給排気位置と、ガス給排気路と非連通状態となる閉鎖位置とを金型閉合状態で移動可能で、かつ、ガス通過孔の軸に沿って2分割された2つの分割体からなり、樹脂充填開始時には、前記開閉弁が前記閉鎖位置に配置され、樹脂充填開始後樹脂充填完了直前までに前記開閉弁が前記給排気位置に配置されてキャビティ内のガスの排気が開始され、樹脂充填完了後、排気が完了されたのち、開閉弁が閉鎖位置に移動し、コアバック後に型が開放され、型開放時に前記開閉弁が2つ割り状態になる構成とした。
(もっと読む)
ブロー成形用金型及びそれを用いたブロー成形方法
【課題】成形機側で新たな対応を必要とする事無く、簡便な方法で確実にアンダーカットを有する形状のブロー成形容器を成形するためのブロー成形用金型及びその成形方法を提供する。
【解決手段】ダイスから、成形材料を上方向から下方向に流動させてパリソンとし、型締め/型開きして成形品を成形する少なくとも2つの金型からなるブロー成形用金型であって、前記金型の外側から内側に向かって形成された複数の貫通穴と、前記貫通穴の中に前記金型の内側に向かって配置され、型締め時に前記金型と前記パリソンとを固定する複数の固定ピン部材と、前記複数の固定ピン部材に連結された複数のバネ部材と、前記複数のバネ部材に連結され、前記金型外側部近傍に固定される複数の詮部材と、で構成される固定ユニットを有し、前記複数の固定ピン部材は型締め/型開き時に前記貫通穴内をそれぞれ後退/突出自在であり、且つ、前記摺動手段が、前記成形材料が流動してくる上方向に向かって傾斜角度を持って形成されている。
(もっと読む)
成形型
【課題】金型保持体及び金型の耐久性を向上することができる成形型を提供する。
【解決手段】上型ユニット12を構成する金型案内ブロック22の案内斜面22aに凹部22bを形成し、この凹部22bに対し低硬度板33をボルト34によって固定する。一方、前記金型案内ブロック22に取り付けられた位置規制板25の傾斜案内溝25a、平行案内溝25bに沿って案内移動されるローラ27によって金型26を昇降可能に装着する。下型ユニット11の上昇によって、前記両金型26が上方向に移動され、前記金型26に形成された被案内斜面26bが、金型案内ブロック22の案内斜面22aに摺動接触される際に前記低硬度板33のみが被案内斜面26bよりも先に摩耗するようにする。前記低硬度板33の摩耗量が所定値以上になったとき、前記ボルト34を外して低硬度板33を新しい低硬度板33と交換する。
(もっと読む)
モーターケースおよびその射出成形金型
【課題】モーターケース、フランジ、ホース接続口の半部に対向する補強リブとを一体成形可能にするとともに、フランジの、ホース接続口に対向する部分の薄肉化、ホース接続口の周囲の環状の抜け止めの形成とを可能にする。
【解決手段】カップ状のケース本体1aと、前記ケース本体を囲繞してそのケース本体の半径方向に延在する円盤状のフランジ1bと、前記ケース本体から前記フランジと平行にかつそのフランジとの間に隙間をあけて突出する筒状のホース接続口1cと、を一体に具え、前記フランジは放射方向に延在する補強リブ1dおよび周方向に延在する補強リブ1eを有し、前記ホース接続口は周方向突条1fを有している、射出成形合成樹脂製のモーターケース1において、前記フランジ1bの、前記ホース接続口1cに対向する部分が、そのホース接続口の突出方向と直角な方向に直線的に延在する補強リブ1gを有することを特徴とする。
(もっと読む)
成形品組立体のクリップ装着構造及び成形品並びに成形品の製造方法
【課題】サイドモールに対して装着クリップを間違った装着方向で装着することを防止でき、常に装着クリップを正しい装着方向で装着できるようにする。
【解決手段】サイドモール11の裏面側に設けた突出部14の係合孔19を塞がないように係合阻止部26を設け、この係合阻止部26によって係合孔19の上側の開口部に装着クリップ15の係合凸部24が嵌まり込んで係合するのを阻止し、係合孔19の下側の開口部には装着クリップ15の係合凸部24が嵌まり込んで係合できるようにする。これにより、サイドモール11に対して装着クリップ15を間違った装着方向(係合孔19の上側の開口部側に係合凸部24が位置する装着方向)で装着することを防止することができ、常にサイドモール11に対して装着クリップ15を正しい装着方向(係合孔19の下側の開口部側に係合凸部24が位置する装着方向)でのみ装着することができる。
(もっと読む)
161 - 180 / 302
[ Back to top ]