
Fターム[4F202CK41]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 分割型、入れ子 (3,777)
Fターム[4F202CK41]の下位に属するFターム
Fターム[4F202CK41]に分類される特許
21 - 40 / 111
入れ子ピン及び金型

【課題】成形時に入れ子ピンに焼き付きや折損が生じるのを防止する。
【解決手段】入れ子ピン1は、外管2に内管3を嵌め合わせて互いを接合,溶接,又は接着等することで一体化されている。外管2は、円筒状を呈した管部21の天端開口部を天板部22で塞いだ有底筒状を呈している。内管3は、円柱状を呈した本体31の外周面に螺旋溝32を、中央部には給水路33を備えている。螺旋溝32は、半円形,V溝形,又はU溝形の断面形状を有し、本体31の天端から底端部にかけて本体31の軸心を中心とする螺旋状に延びている。内管3の天端面31aと天板部22の内面との間には間隙Kが設けられている。外管2の管部21と内管3の本体31とが内面と外面とを密着させることで、本体31の螺旋溝32と管部21の内面とで冷却水の通水路Tが形成されている。本体31の外周面を天端側の縁部まで延びた通水路Tは、間隙Kを介して給水路33と連通している。
(もっと読む)
円筒ゴム用成形型

【課題】先窄まり状の円筒ゴムをブラダ成形方法で作成する場合において、製品の品質や寿命に悪影響を及ぼすことなく軸心方向端部における空気の抜けが良好に行われるように、さらなる工夫によって改善された円筒ゴム用成形型を提供する。
【解決手段】内側から加圧膨張される円筒ゴムDを外囲して受止めるべく、軸心P方向の端部が軸心P方向で端に寄るほど径が小さくなるように縮径される縮径面sを有して先窄まり筒形の成形面Mを持つ円筒ゴム用成形型において、縮径面sを形成する型端部ktが、径方向寸法に比べて軸心方向寸法の小さい扁平なリング型rが軸心方向に複数積層配備されることで構成されている。
(もっと読む)
発泡樹脂製品及びこれを製造するための発泡樹脂製造金型
第1成形面を有する第1金型と、第2成形面を有する第2金型と、第3金型と、を含む発泡樹脂製造金型が開示される。前記第1成形面と前記第2成形面との間にキャビティが形成され、前記第3金型は、前記第1成形面に対して移動可能に装着されてキャビティ内に突出し、前記キャビティは樹脂粒子で充填されることが可能である。
 (もっと読む)
(もっと読む)
ダクト及びその製造方法
【課題】熱可塑性樹脂又は熱硬化性樹脂を含む不織布から加熱圧縮成形により形成されたダクトにおいて、フランジ部が他部品等と擦れ合った場合に異音を生じ難いダクトの提供を目的とする。
【解決手段】熱可塑性樹脂又は熱硬化性樹脂を含む不織布を加熱圧縮成形して賦形したダクト半体11同士を重ね合わせ、ダクト半体11の両側に形成されているフランジ部15で接合したダクト10であって、フランジ部15の基部16を不織布が圧縮された状態とし、フランジ部15の先端部17を不織布の非圧縮状態として、フランジ部15の先端を柔らかく、かつ不織布本来のクッション性を有するものとした。
(もっと読む)
ダイキャスト成形型
【課題】置き中子と固定型内部の位置決め部との接触面に鉄系の固い鋳バリが発生しても、置き中子を傷つけずに円滑に抜くことができるダイキャスト成形型を提供する。
【解決手段】鉄系部品をダイキャスト成形するためのダイキャスト成形型2では、置き中子5が固定型12の第1凹部の内部に配置されている。置き中子5は、ダイキャスト成形後に固定型12から可動型11が離れる際に成型品に挟まった状態で可動型11とともに固定型12から離れる。複数の位置決め部14は、固定型12内部における置き中子5の位置決めを行うために置き中子5と接触する。位置決め部14と置き中子5とが接触する接触面5a、14a、5b、14bは、固定型12に対する置き中子5の抜き方向に対して置き中子5の外形寸法を拡大する方向へ傾斜している。
(もっと読む)
レンズアレイ用成形型、及びレンズアレイの製造方法、並びにレンズアレイ
【課題】一対の型で成形材料を挟んで形成されるレンズアレイをいずれか所定の型に残して他方の型から離型する。
【解決手段】第1の型及び第2の型を備え、互いに対向する前記第1の型の転写面と前記第2の型の転写面との間で成形材料を挟んで複数のレンズ部が配列されたレンズアレイを形成するレンズアレイ用成形型であって、前記第1の型における前記成形材料との接触面積が、前記第2の型における前記成形材料との接触面積よりも大きい。
(もっと読む)
射出成型装置
【課題】射出成型装置において、安定した製品を長時間連続して得ることは困難であり、一定時間で作業を停止して金型の清掃を行うことは常識であった。そのため生産性を向上させることが困難であり、また製品の仕上がりを一定に保つことも極めて難しい状態であった。加えて、異種材料を合わせて成型することや一定の限度を超えた大型の製品を成型することも困難であった。
【解決手段】対面してキャビティー部を形成する従来の固定側入子と可動側入子に加熱手段を設置し、固定側入子に分離可能に当接する固定側冷却用入子と可動側入子に分離可能に当接する可動側冷却用入子に冷却手段を設置し、各入子と各冷却用入子の当接と分離によって最も望ましいキャビティー部周囲の温度を確保して、射出成型製品の仕上がり品質の向上と装置のメンテナンス時間の短縮を達成する。
(もっと読む)
絶縁チューブユニット成形用の型および絶縁チューブユニット
【課題】油圧による型締め部が不要であり、装置の小型化が図れる絶縁チューブユニット成形用の成形型および絶縁チューブユニットを提供する。
【解決手段】電力ケーブルの接続部を絶縁処理するための絶縁チューブユニット10を成形するキャビティを有する絶縁チューブユニット成形用の成形型40は、3つ以上のブロック41〜44から構成されており、3つ以上のブロック41〜44は、絶縁チューブユニット10の径方向C1、C2に径方向に沿った分割面で分割されている。
(もっと読む)
射出成形又は射出圧縮成形を用いて低減されたひけを有する厚肉のプラスチック成形部品を製造するための装置及び方法
本発明は、射出成形又は射出圧縮成形を用いて厚肉のプラスチック成形部品を製造するための装置及び方法に関する。本発明に係る装置は、キャビティを備える射出成形又は射出圧縮成形のための工具を備え、工具が、キャビティに隣接する壁領域と、キャビティ近位の壁領域に隣接するキャビティ遠位のボディとを備え、工具のボディが、温度T1に温度調整可能に、壁領域が、温度T1とは異なる温度T2に温度調整可能に形成されていることを特徴とする。本発明に係る方法では、工具のキャビティ近位の壁領域の温度T2を射出プロセス前及び/又は中に、プラスチック成形材料のビカット温度TVより高い値にもたらして維持し、このとき、温度T2が工具のボディの温度T1を上回るようにし、キャビティ近位の壁領域の温度T2をプラスチック成形材料の硬化中かつ離型前にプラスチック成形材料のビカット温度TVを下回る温度にもたらす。結果として、軽減されたひけを有する、光学レンズ等の厚肉のプラスチック成形体が生じる。 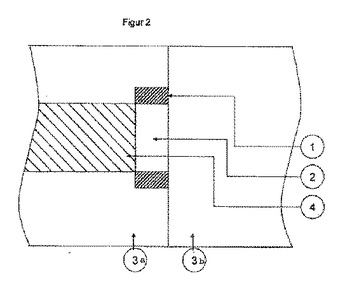 (もっと読む)
(もっと読む)
通気管の製造方法
【課題】
解決しようとする課題は、自動車のエンジン吸気音を熱可塑性樹脂のブロー成形によって形成される自動車用吸気管に付属するレゾネータの共鳴箱内で共鳴させることによって音響エネルギーを減衰させるためには、該自動車用吸気管に付属する該レゾネータを欠かすことができないという点である。
【解決手段】
分割金型内に該分割金型とは独立して作動するようにセットされたスライドコアにあらかじめ嵌合、係止され、与圧によって形状を保持されている袋状ゴム体に吸音材を被せ、次いで該吸音材付き袋状ゴム体、及び該スライドコアを内包するようにパリソンを垂下させて該分割金型を型締めし、次いで該パリソン内及び該袋状ゴム体内に同時に圧縮空気を吹き込んで賦形したのち、該パリソン内及び該袋状ゴム体内の内圧を解放し、該パリソン及び該吸音材から該袋状ゴム体と該スライドコアを抜去して該分割金型を開き、該パリソンを離型する。
(もっと読む)
レンズ及びその製造方法
レンズを製造するための方法において、第1の表面(102)に凹所(106)を備えている基板(100)が用意される。第1の所望のレンズ表面と第2の所望のレンズ表面とを有するレンズ構造(108)が前記基板の凹所(106)に形成される。 (もっと読む)
転写金型用入れ子の製造方法及び転写金型用入れ子並びにそれらに用いられる転写金型用入れ子部材
【課題】製品が高精度、小型化、微細化しても形状の誤差及びばらつきを防止した複数個取り転写金型を低価格かつ短納期で製造できる転写金型用入れ子の製造方法及び転写金型用入れ子並びにそれらに用いられる転写金型用入れ子部材を提供する。
【解決手段】転写金型用入れ子10の製造に用いる柱状の入れ子部材11は、1200℃以下の温度で軟化性を示す金型素材で構成され、マスター型12の形状が転写される転写面から所定の距離を隔てた内部に、反転形状の転写時に排除される金型素材の収容が可能な空間部13が形成されている。これを、高温(>1200℃)で高い強度、硬度及び耐変形性を有する素材を用いて製作されたマスター型12と対向させ、金型素材が軟化性を示す温度域まで金型素材を加熱・押圧し、マスター型12の反転形状を転写後冷却してマスター型12から離型することにより、転写金型用入れ子10を製造する。
(もっと読む)
鏡面駒挿入用ガイド装置及び鏡面駒の挿入方法
【課題】経験の浅い者であっても、転写面に傷をつけることなく鏡面駒を型枠に挿入することができるようにする。
【解決手段】鏡面駒挿入用ガイド装置60は、型枠12に固定されたガイドプレート30と、2個一対で鏡面駒40に取り付けられる治具本体61と、治具本体61を鏡面駒40に取り付けるネジ62とによって構成される。ガイドプレート30は、型枠12に固定されたときに装着孔13と連通する挿通孔32を備え、挿通孔32には位置決め凹部31が形成される。治具本体61は位置決め凹部31と嵌合する嵌合部63とストッパ44に設けられたネジ穴46と螺合するネジ62が挿通される止め孔64とを備え、鏡面駒40に保持される。鏡面駒40は、嵌合部63を位置決め凹部31に嵌合させ、鏡面駒40の先端が装着孔13内に挿入された後に治具本体61が取り外され、転写面41が所定位置となるまで装着孔13に挿入される。
(もっと読む)
金型の製造方法、金型分割体、金型
【課題】製品品質を向上するとともに、金型の耐久性を向上することのできる金型の製造方法、金型分割体、金型を提供することを目的とする。
【解決手段】可動側金型の凸部を、その突出方向に複数の金型分割体81A、81B、81C、…を積層してその接合面85を接合することで一体化し、それぞれの接合面85においては、その外周縁部と、溝82の縁部に沿って突条87、88を形成するようにした。これにより、金型分割体81A、81B、81C、…を接合したときに、その接合面85において、キャビティ面を形成する接合面85の外周縁部と、熱媒体通路を形成する溝82の縁部とを確実に接合する。
(もっと読む)
樹脂レンズおよび樹脂レンズの成形方法
【課題】光学的機能面とその周囲の取付用の基準面とを一つの入子で製造することで、これらの間に誤差が生じるのを防止することができる樹脂レンズを提供する。
【解決手段】樹脂レンズ1は光学的機能を有する光学的機能部2と、その周囲に鍔状に形成されるフランジ部3を備える。フランジ部3の一方の面に位置決め固定の際の基準となる基準面33が設けられている。成形に際して、基準面33が形成される側の面が、主に光学的機能部2を形成する入子72と、主にフランジ部3を形成するホルダとにより成形される。フランジ部3の基準面33と、光学的機能部2の基準面33側の面である光学的機能面22とが一つの入子72で成形され、フランジ部3の基準面33より外周側の面がホルダで成形されている。
(もっと読む)
タイヤ加硫モールドのためのスキンを含む内張り組立体
本発明は、内張り組立体(14)に関し、内張り組立体は、互いに反対側の第1の表面(20)及び第2の表面(22)を備えたスキン(18)を有し、第1の表面(20)は、タイヤモールドの支持ブロック(12)に接触するようになっており、内張り組立体(14)は、スキン(18)の第2の表面(22)から突き出た複数個の内張り要素(24)を更に有し、内張り要素は、トレッドパターンをタイヤの半径方向外面の一部分上に形成するようになっている。 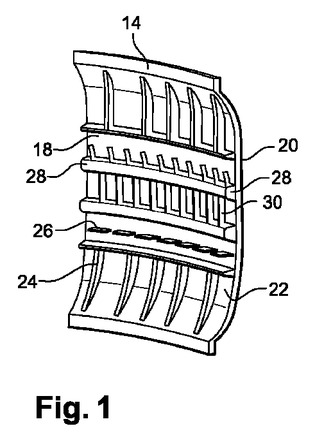 (もっと読む)
(もっと読む)
ブロー成形品とその製造方法および分割金型
【課題】
解決しようとする課題は、溶着用のボスを有する熱可塑性樹脂のブロー成形品の製造に際し該溶着用のボスが成形時のブローアップによって引き伸ばされ、溶着面が非常に薄肉となってその面精度が顕著に低くなるという点である。
【解決手段】
分割金型の該溶着用のボスに該当する位置内に突出させたスライドコアを、パリソンが該スライドコアに接触して後、該分割金型内に引っ込めることにより該ボスを厚肉な平面状の部分と、該平面状の部分よりも薄肉な非平面状の部分とになさしめるため、該溶着面の肉厚を厚肉に保って、面精度の低下を引き起こすことなく、熱板溶着に対しても必要十分な面精度を保持させることにより前記課題を解決した。
(もっと読む)
プラスチックレンズ、その製造方法並びにプラスチックレンズの来歴管理方法及び光ピックアップ装置
【課題】マーキングが最適な態様にて施されたプラスチックレンズを製造するのに適した製造方法、金型および来歴管理方法を提供すること、来歴管理の容易なプラスチックレンズを提供すること。
【解決手段】本発明にかかるレンズ1は、レンズ面の外周にフランジ部2を備えている。このフランジ部2のフランジ面21は、当該レンズ面よりも高く形成されている。さらに、当該フランジ面21には、例えば、製造治具を識別するマーキング3を形成している。光学機能部を形成するための入れ子51、52と、マーキングを形成するための金型53、54を用いて製造する。
(もっと読む)
光学素子成形型の製造方法、光学素子成形型および光学素子
【課題】少ない回数の型修正により最適な成形型が得られる光学素子成形型の製造方法を提供する。
【解決手段】所定形状の光学素子を成形するための光学素子成形型の製造方法であって、所定形状に対応するベース成形面を有するベース型を用いて成形した成形品の光学面の形状を測定する工程と、ベース成形面の形状を入力側形状とし、ベース型により成形された成形品の光学面の形状を出力側形状とした場合において、入力側形状および出力側形状の形状差に基づく伝達関数を算出する工程と、伝達関数と所定の形状とに基づいて本型用成形面の形状を決定する工程とを備えて構成される。
(もっと読む)
中抜きフレーム構造体の射出圧縮成形金型
【課題】 金型部材間の間隙によってバリが発生しにくい中抜きフレーム構造体を射出圧縮成形する射出圧縮成形金型を提供する。
【解決手段】 中抜きフレーム構造体の射出圧縮成形金型11は、一方の金型12に、金型本体部15に対して移動可能に配設され前記中抜きフレーム構造体Pの外側面P4を形成する外壁ブロック33,36と、金型本体部15に対して型開閉方向に固定的に配設され前記中抜きフレーム構造体Pの第1の面P5を形成するコアブロック22,23,24と、金型本体部15に対して移動可能に配設され前記中抜きフレーム構造体Pの内側面P8を形成する内壁ブロック43,44とが配設され、型閉された際に前記外壁ブロック33,36と内壁ブロック43,44が他方の金型13と当接されて前記中抜きフレーム構造体Pを成形するキャビティ14が形成されるよう構成される。
(もっと読む)
21 - 40 / 111
[ Back to top ]