
Fターム[4F202CL06]の内容
プラスチック等の成形用の型 (108,678) | 型締め、型開閉 (2,962) | 多段式(3段以上の型を有するもの) (63)
Fターム[4F202CL06]の下位に属するFターム
連動式 (6)
Fターム[4F202CL06]に分類される特許
1 - 20 / 57
三枚構造の射出成形金型、射出成形装置及び射出成形方法
【課題】ラックアンドピニオン機構を用いた三枚構造の射出成形金型、射出成形装置及び射出成形方法において、高品質な単層及び積層成形品を得ることができる三枚構造の射出成形金型、射出成形装置及び射出成形方法を提供する。
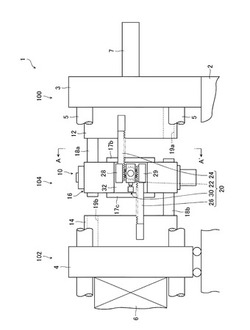
【解決手段】固定金型12と、可動金型14と、回転金型16と、ラックアンドピニオン機構20とを備える三枚構造の射出成形金型であって、ラックアンドピニオン機構20は、ピニオン22を回転金型16に対して型開閉方向に移動可能に支持すると共に、ピニオン22を固定金型12及び可動金型14の少なくとも一方側に押圧し、ピニオン22をラック24、26の歯25、27に押し付け可能なピニオン移動機構30を更に備え、ピニオン移動機構30によりピニオン22をラック24、26の歯25、27に押し付けた状態において、ラックアンドピニオン機構20により回転金型16を型開閉方向に移動可能に構成されている。
(もっと読む)
射出成形装置及び射出成形方法

【課題】第1キャビティと第2キャビティとに溶融材料を確実に供給することができると共に、中間金型を小型化及び軽量化することができ、これによって、小型化を図ることができる射出成形装置及び射出成形方法を提供する。
【解決手段】射出成形装置10Aは、第1ノズル部36と第2ノズル部38が設けられた固定金型16と、貫通孔52が形成された中間金型20と、貫通孔52を構成する壁面に摺動可能なシール部材68と、可動金型22とを備える。型閉じ動作が開始すると、貫通孔52に第2ノズル部38が挿入され、シール部材68が皿ばね88の作用によって第2ノズル部38に押し付けられる。型閉じ完了後、第2ノズル部38から溶融樹脂が導出されると、シール部材68は、その受圧部100が該溶融樹脂に押圧されることにより第2ノズル部38に押し付けられる。これにより、溶融樹脂の漏出を抑えることができる。
(もっと読む)
三枚構造の射出成形金型、射出成形装置及び射出成形方法
【課題】ラックアンドピニオン機構を用いた三枚構造の射出成形金型、射出成形装置及び射出成形方法において、高品質な成形品を得ることができる三枚構造の射出成形金型、射出成形装置及び射出成形方法を提供する。
【解決手段】ラックアンドピニオン機構20は、ピニオン22を中間金型16に対して型開閉方向に移動可能に支持すると共に、ピニオン22を固定金型12及び可動金型14の少なくとも一方側に押圧し、ピニオン22をラック24、26の歯25、27に押し付け可能なピニオン移動機構30を更に備え、ピニオン移動機構30によりピニオン22をラック24、26の歯25、27に押し付けた状態において、ラックアンドピニオン機構20により中間金型16を型開閉方向に移動可能に構成されている。
(もっと読む)
射出成形装置及び射出成形方法
【課題】第1キャビティと第2キャビティとに溶融材料を確実に供給することができると共に、中間金型を小型化及び軽量化することができ、これによって、小型化を図ることができる射出成形装置及び射出成形方法を提供する。
【解決手段】射出成形装置10Aは、第1ノズル部44と第2ノズル部46が設けられた固定金型16と、貫通孔72が形成された中間金型20と、可動金型24とを備える。型閉じ動作を開始すると、中間金型20の貫通孔72に第2ノズル部46が挿入され、貫通孔72に設けられたシール部材78が皿ばね80の作用によって該第2ノズル部46に押し付けられる。型閉じ動作が完了した後、第1ノズル部44は、固定金型16と中間金型20との間に形成される第1キャビティ204aに溶融材料を供給し、第2ノズル部46は、可動金型24と中間金型20との間に形成される第2キャビティ204bに溶融材料を供給する。
(もっと読む)
熱プレス装置およびそれを用いた回路基板の製造方法
【課題】熱プレス装置の熱盤間の相対移動量を測定し一定の相対移動量を確保することで貫通孔の変形のない高品質な回路基板を製造する。
【解決手段】隣合う2つの熱盤に熱盤間の相対移動量の測定手段が取り付けられていることを特徴とする熱プレス装置を提供し、その熱プレス装置を用いることにより、全方向に変形可能な柔軟性の高い材料を熱盤間に配置し、常温状態で加圧しながら熱盤間の相対移動量を測定することで相対移動量の調整が容易となり一定の相対移動量を確保することで貫通孔の変形のない高品質な回路基板を製造し提供する。
(もっと読む)
樹脂製部品の製造方法
【課題】表面の曇り、色むら、表面の亀裂、ボイド、表面の白化等の、ガスに起因する外観欠陥が、成形品に発生しにくい樹脂製部品の製造方法を提供する。
【解決手段】金型のキャビティ内に樹脂組成物を配し加熱しながら加圧して、樹脂組成物をキャビティの形状に略一致する形状に成形する。次に、型開きを行いキャビティ内の樹脂組成物を加圧状態から常圧状態とすることにより、予備成形工程で熱硬化性樹脂から発生したガスを金型内から外部へ放出するガス抜き動作を、複数回行う。ガス抜き工程が終了したら、樹脂組成物を再度加圧して圧縮成形する。この本成形工程での加圧力の高さは、予備成形工程及びガス抜き工程におけるいずれの加圧力よりも高圧とする。このような状態で所定時間加熱して熱硬化性樹脂が硬化したら、型開きを行い、成形品を金型から取り出す。
(もっと読む)
半導体パッケージの成形装置
【課題】半導体パッケージの成形装置を提供すること。
【解決手段】半導体パッケージの成形装置は、少なくとも1つの第1半導体チップが安定して支持される下金型、前記下金型の上部に位置して少なくとも1つの第2半導体チップが安定して支持され、前記下金型と対向する面に前記第1半導体チップの成形空間のための第1キャビティを有する中金型、前記中金型の上部に位置して前記中金型と対向する面に前記第2半導体チップの成形空間のための第2キャビティを有する上金型、前記下金型を貫通して前記第1キャビティと連結される第1供給ポート、前記下金型と前記中金型とを貫通して前記第2キャビティと連結される第2供給ポート、及び前記下金型の下部に位置して前記第1及び第2供給ポートに各々備わり、前記第1及び第2供給ポート内の成形樹脂を加圧して前記第1及び第2キャビティに供給する第1及び第2トランスファー・ラムを有する加圧ユニットを含む。
(もっと読む)
多層成形装置及び多層成形方法
【課題】表皮材の加熱・軟化効率を向上させる予備賦形工程により、ドローダウン現象による表皮材の位置ズレを防止すると共に、成形サイクルタイムを短縮させることができる多層成形装置及び多層成形方法を提供する。
【解決手段】固定盤に取り付けられる共通型と、前記共通型と組み合わされて金型キャビティが形成される少なくとも1組の平行な金型分割面を有する回転金型部と、可動盤に取り付けられ、前記回転金型部の前記金型分割面と対向する面に加熱手段が配置されたダミープレートと、前記固定盤と前記可動盤との間に配置され、前記回転金型部を型開閉方向に直交する回転軸周りに回転可能に支持し、型開閉方向に移動させる回転金型支持手段と、前記回転金型部の金型キャビティにおいて真空成形が可能な真空成形手段と、を備えたことを特徴とする多層成形装置によって達成される。
(もっと読む)
電子部品の樹脂封止成形装置
【課題】電子部品の樹脂封止成形装置の全体形状が大型化されるのを抑えると共に、電子部品の樹脂封止成形品(樹脂成形済基板14)の品質向上と生産性とを向上する。
【解決手段】少なくとも二組の樹脂成形型6・7を上下方向又は左右方向へ直列配置すると共に、各樹脂成形型6・7における樹脂材料供給用ポット6f・7fの夫々に樹脂加圧用プランジャ17の先端加圧部17aを摺動可能な状態で且つ同じ方向から夫々嵌入して構成することにより、樹脂成形装置の全体形状が各樹脂成形型6・7の直列配置方向へ大型化されるのを抑える。また、各樹脂成形型6・7を直列配置することにより、各樹脂成形型6・7の型開閉機構等を兼用することが可能となり、従って、各樹脂成形型6・7における型締圧力や樹脂材料に対する樹脂加圧力等の樹脂成形条件の均等化を図り得て、均等で且つ高品質を備えた電子部品の樹脂封止成形品14を高能率生産することができる。
(もっと読む)
射出圧縮成形機の型締制御方法および型締装置
【課題】クローズドループ制御により流量制御して供給可能なバルブが各型締シリンダに設けられた型締装置により圧力制御すると、高圧になる型締シリンダと低圧になる型締シリンダにバラつきが発生するという問題があった。
【解決手段】固定盤14または可動盤19のいずれか一方に複数配設された型締シリンダ16と、型締シリンダ16毎に対してクローズドループ制御により作動油を供給可能なバルブ28と、型締シリンダ16毎に設けられ作動油の圧力を検出する圧力センサ34,35と、可動盤19または可動金型18の位置を検出する位置センサ23とが設けられ、圧力センサ34,35より作動油の圧力を検出してバルブ28をクローズドループ制御し、型締シリンダ16毎に圧力制御を行うとともに、位置センサ23により可動盤19または可動金型18の位置を検出し、可動盤19または可動金型18のそれぞれの位置の偏差が設定値を超えたら異常と判断する。
(もっと読む)
加硫装置
【課題】
ゴム材料の射出が完了した複数の金型を積み重ねて加硫を行なう加硫装置において、加硫後のゴム材料の品質ばらつきを低減することである。
【解決手段】
それぞれ内部に電気ヒータを有する金型30a〜30cを積み重ねた積層金型26と、金型30a〜30cの表面に設けられたヒータ側電気接点に給電側電気接点を押圧して接続する接続ユニット40a〜40cとを有する。
(もっと読む)
金型エジェクタ装置及びそれを用いる射出成形装置
【課題】生産効率及び成形品精度を向上できる金型のエジェクタ装置及びそれを用いる射出成形装置の提供。
【解決手段】対向する第一表面及び第二表面を有する本体251と、前記第一表面の第一収容凹部2521と、前記第一収容凹部を密封して第一密封キャビティ2522を形成する第一シール部材と、前記第一密封キャビティ内にスライド可能に設置された第一ピストンと、前記第一ピストンに接続し且つ前記第一シール部材を貫く第一突出しピンと、前記本体に設置され且つ前記第一密封キャビティに連通される第一通路2526、2527とを備える第一エジェクタ機構252と、前記第二表面の第二収容凹部と、第二シール部材と、第二ピストンと、第二突出しピンと、前記本体に設置された第二通路2536、2537とを備える第二エジェクタ機構253と、を備える。
(もっと読む)
多層成形用金型及び多層成形用金型の交換方法
【課題】単層成形用射出成形機を多層成形用射出成形機に転用する場合に、射出成形機への追加改造を最小にすることができ、更には、1組の金型として型締装置から容易に着脱可能な多層成形用金型及び多層成形用金型の交換方法を提供する。
【解決手段】第1金型と第2金型と中間金型とを備えた多層成形用金型において、前記中間金型が、複数のガイド手段により、前記第1金型と前記第2金型とに対向して移動可能に支持された回転金型支持部と、前記回転金型支持部に回転可能に支持され、少なくとも2つの金型分割面を有する回転金型部と、前記回転金型部を前記回転軸周りに回転させる回転手段とから構成され、前記中間金型を前記第1金型と前記第2金型とに対向して移動させる中間金型移動手段が、前記第1金型、前記第2金型及び前記中間金型の少なくとも1つに配置されることを特徴とする多層成形用金型によって達成される。
(もっと読む)
多重プレス成形装置
【課題】一対の金型を有する成形型を、その型締め・型開き方向に沿って複数連ね、この複数連ねた成形型を案内軸に対してスムーズに動作させることができる場合であっても、このスムーズに動作させた複数の成形型に傾きやガタツキが生じることがない多重プレス成形装置を提供すること。
【解決手段】成形型30、32、34の各案内孔40a、42a、44aにおける両開口の周縁のうち、少なくとも一方側の開口の周縁には、案内軸14を差し込んだブッシュ70が固着されており、ブッシュ70の内径は、案内孔40a、42a、44aの径より小さく設定されている。
(もっと読む)
射出成形機の中間型盤
【課題】小型軽量化を図ると共に、駆動応答性を高める。
【解決手段】可動側金型を取付けた可動型盤と固定側金型を取付けた固定型盤の間に、両背面に可動側金型又は固定側金型にそれぞれ嵌め合されてキャビティを形成する金型が取付けてある中間型盤と、2つのキャビティにそれぞれ樹脂材を充填する1組の射出充填ユニットとを有する射出成形機である。中間型盤は、複数の突出しロッド28と、複数の突出しロッドが出入り可能な複数の貫通孔を有する2枚の金型取付板21,22と、2枚の金型取付板を所定の間隔で平行に保持する複数の間隔部材23,26と、2枚の金型取付板の間の空間に突き出し方向に移動可能に設置され複数の突出しロッドが固定された突出板25と、2枚の金型取付板に両端を固定され突出板をガイドする複数のガイドロッド27と、突出板の外周端部に一端を連結した突出板作動用油圧シリンダ35とを有する。
(もっと読む)
射出成形機の金型取付部材および金型取付方法
【課題】金型の正確な位置決めができ、構造が簡単でコスト安く、寿命が長い金型取付部材を提供する。
【解決手段】金型を取り付けて相対的に開閉動作可能な互いに対向した複数の型盤と、前記互いに対向した複数の型盤にそれぞれ取り付けられ、前記互いに対向した複数の型盤の閉動作により互いに当接して、内部にキャビティを形成する金型4と、金型4の下端面4bに設けたテーパ状凹形状部4aと、金型4を取り付けて相対的に開閉動作可能な型盤の一方又は両方の下部に設けられ、吊り下ろされる金型4の重量を受けると同時に上下方向の位置決めを行うための水平面15bを有し、前記金型のテーパ状凹形状部4aのテーパー面に嵌合し、左右方向の位置決めを行うための一つのテーパー状凸形状部15aと、前記一つのテーパ状凸形状部15aと一体に形成された一つの弾性部とを備えた位置決め部材15からなることを特徴とする。
(もっと読む)
成形装置
【課題】交換用の金型を稼動中の金型に対して交換可能状態で隣接させることにより金型の交換を容易にする。
【解決手段】一組の金型を型締め、型開きする型開閉方向に、それぞれの型開閉方向を一致させた複数組の金型を連ね、この複数組の金型を同一の駆動源21により型締め、型開き動作させる成形装置において、各金型の少なくも一部には、それに隣接して型開閉方向と直交する方向に交換用金型を備え、該交換用金型を、駆動源21により動作される稼動中金型の位置へ移動可能にすると共に、稼動中金型を型開閉方向と直交する方向であり、且つ交換用金型の位置とは異なる位置へ移動可能に支持するスライドテーブル61を備える。スライドテーブル61に支持された交換用金型を稼動中の金型に代えて、駆動源により動作される位置へ容易に移動でき、離れた位置から交換用金型を運んで交換する必要がなく、金型の交換を容易にすることできる。
(もっと読む)
射出発泡成形装置及び射出発泡成形方法
【課題】 汎用的な射出成形機と3枚構造の金型を用いることにより、1回の成形動作で複数の発泡成形品を同時に成形できるので、生産効率が向上する。
【解決手段】 金型を開閉動作し型締力を負荷しさらに微小な型開き量を制御可能な型締装置と、型締装置の固定盤に取り付けられた固定型と可動盤に取り付けられた可動型と固定型と可動型の間に備え付けられた中間型とからなる3枚構造の金型と、固定型と中間型の間に形成されるキャビティ空間部Aおよび可動型と中間型の間に形成されるキャビティ空間部Bに連通するそれぞれの樹脂流路に設けられた樹脂流路遮断機構と、発泡性ガス成分を含む発泡性溶融樹脂を可塑化計量し金型のキャビティ空間部A内およびキャビティ空間部B内に射出充填することが可能な射出装置と、を備えた射出発泡成形装置。
(もっと読む)
電子デバイスの中空樹脂パッケージの形成方法および形成装置
【課題】製造工程数を減らすことができ、さまざまな金型を組合せて使用できる、電子デバイスの中空樹脂パッケージの形成方法および形成装置を提供する。
【解決手段】チップ6が搭載された基板7を、第3の金型3の、第1の金型1の凹部13が形成された面と対向可能な面に配置し、第1の金型1と第2の金型2を接合させて形成するキャップのカバー部5a形成用のキャビティ内に樹脂材料を充填して固化させ、カバー部5aを成形する。その成形されたカバー部5aを第1の金型1の内側に保持した状態で、第1の金型1と第4の金型4と第3の金型3とを順番に積層して、カバー部5aを、第3の金型3に配置された基板7上に配置する。そして、カバー部5aが基板7上に配置された状態で、カバー部5aと第4の金型4との間に樹脂材料を充填して固化させ、カバー部5aの外周に位置する接合部を成形する。
(もっと読む)
金型の分解装置
【課題】 密接状態の金型の分解を有効に行うことができ、構成の簡素化を図り経済的な金型の分解装置を提供する。
【解決手段】 水平昇降板20の両端部に金型の略幅間隔をあけてピストンロッド22,22部を下方に向けてアクチュエータ23、23が支持され、該それぞれのアクチュエータ23、23のロッドカバー24、24の内側対向部には重ね合わされた金型の両端部間に形成された空間25、25に挿入位置する水平ブラケット26、26が突出させられてなり、好ましくは、前記アクチュエータ23、23の間隔を前記水平昇降板20上において調整自在に構成してなる金型の分解装置。
(もっと読む)
1 - 20 / 57
[ Back to top ]