
Fターム[4F203DB01]の内容
プラスチック等の加熱、冷却、硬化一般 (12,681) | 適用成形技術 (1,229) | 一定長 (1,044)
Fターム[4F203DB01]に分類される特許
41 - 60 / 1,044
タイヤ製造装置およびタイヤ製造方法ならびにそれに用いるタイヤ加硫成形用ブラダー
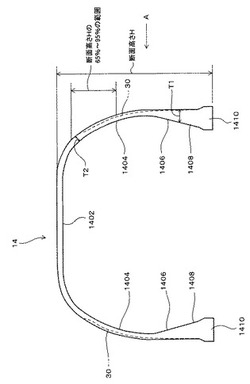
【課題】グリーンタイヤの内面とブラダーとの間に残存したエアを効果的に排出できるタイヤ製造装置、タイヤ製造方法、タイヤ加硫成形用ブラダーを提供すること。
【解決手段】ブラダー14は、トレッド部成形領域1402、サイドウォール部成形領域1404、ビード部成形領域1406、取り付け部領域1408を有している。ビード部成形領域1406を構成するブラダー14の厚さは、トレッド部成形領域1402、サイドウォール部成形領域1404を構成するブラダー14の厚さに比べて大きい。ビード部成形領域1406を構成するブラダー14の厚さは、取り付け部領域1408側に近づくにつれて次第に大きくなる。取り付け部領域1408側のビード部成形領域1406の端部を構成するブラダー14の厚さは、ブラダー14の断面高さHの65〜95%の範囲に位置するブラダー14の厚さに比べて1.4〜2.0倍の寸法で形成されている。
(もっと読む)
空気入りタイヤの製造方法

【課題】空気入りタイヤの転がり抵抗を低減する構造を提供すること。
【解決手段】円筒形状の環状構造体10と、環状構造体10の外側に、環状構造体10の周方向に沿って設けられてトレッド部となる未加硫のゴム層11Gと、ゴムで被覆された繊維を有し、環状構造体10と未加硫のゴム層11Gとを含む円筒形状の構造体2の幅方向両側に少なくとも設けられるカーカス部12と、を含む空気入りタイヤのグリーンタイヤ1Gを、加硫金型20の内部に配置する。加硫金型20は、環状構造体の幅方向内側の位置でサイドプレート20Sa、20Sbとセクター20Cとが分割されている。次に、サイドプレート20Sa、20Sbを閉じた後、セクター20Cを閉じる前に、グリーンタイヤ1Gの内部のブラダー21を昇圧させる。そして、セクター20Cを閉じて加硫を開始する。
(もっと読む)
空気入りタイヤの製造方法
【課題】サイプを成形するためのブレードにベント孔を設ける場合において、そのベント孔に基づいてゴム流れ不良による外観不良を効果的に防止すると共に、ベント孔内に形成されるゴム柱に起因するトレッド部の欠損を効果的に防止することを可能にした空気入りタイヤの製造方法を提供する。
【解決手段】金型10内に未加硫タイヤTを装填し、未加硫タイヤTを金型10の内面に向かって加圧しながら加熱して、トレッド部にサイプを備えた空気入りタイヤTを成形する方法において、金型10の内面にサイプを成形するためのブレード13を植え込み、該ブレード13にその厚さ方向に貫通する少なくとも1つのベント孔14を形成すると共に、ベント孔14をブレード13の一方の面13aに開口する凹部14aとブレード13の他方の面13bに開口する凹部14bと凹部14a,14bよりも狭く凹部14a,14bを互いに連通させる貫通部14xとから構成する。
(もっと読む)
空気入りタイヤの製造方法
【課題】インナーライナーとブラダーとの粘着を防止して、インナーライナーとカーカスとの間にエアーイン現象を生じさせない空気入りタイヤの製造方法を提供する。
【解決手段】スチレン−イソブチレン−スチレントリブロック共重合体からなる厚さが0.05mm〜0.6mmの第1層と、エポキシ化スチレン−ブタジエン−スチレントリブロック共重合体からなる厚さが0.01mm〜0.3mmの第2層とからなるポリマー積層体を準備する工程と、前記ポリマー積層体をタイヤ内側にインナーライナーとして貼設した生タイヤを成形する工程と、前記生タイヤを金型に配置し、ブラダーで加圧しつつタイヤを加硫する工程と、加硫されたタイヤを50〜120℃で10〜300秒間冷却する工程とを含む空気入りタイヤの製造方法。
(もっと読む)
タイヤ成形用金型およびタイヤの製造方法
【課題】エアー溜りによる外観不良を抑制する上で有利となり、しかも、タイヤの分割面の箇所に拘束されずにウェアインジケータを設けることができ商品価値を高める上で有利なタイヤ成形用金型とそれを用いたタイヤの製造方法を提供すること。
【解決手段】セクショナルタイプのタイヤ成形用金型10は、トレッド部を成形するための複数のセクター12を備えている。各セクター12は、トレッド面成形用金型面22と、溝成形骨24と、ウェアインジケータ成形用凹部26とを備えている。ウェアインジケータ成形用凹部26は、溝成形骨24の突出方向の先部に形成されている。ウェアインジケータ成形用凹部26は、底面2602と、両側の側面2604とを備えている。底面2602の延在方向の両側の箇所に、底面2602の幅方向の全長にわたって延在する凹部用エアー排出溝28がそれぞれ形成されている。
(もっと読む)
加硫ブラダの内圧検知方法および装置
【課題】圧力センサの取付け位置に工夫を凝らすことで、供給熱媒の種類のいかんにかかわらず、加硫ブラダの内圧を直接的に、常に正確に検知することができる加硫ブラダの内圧検知方法を提供する。
【解決手段】ゴムを主体とする筒状可撓膜体8のそれぞれの開口端部分を、対をなすそれぞれのリング部材9,10で気密に閉止してなる加硫ブラダ7のいずれか一方の対のリング部材10側で、リング部材10に設けた貫通孔20を介して、圧力センサ21でブラダ内圧を直接的に検知する。
(もっと読む)
加硫用成形部材
【課題】有機過酸化物を含むゴム組成物で形成された未加硫成形体の加硫に供しても、耐引裂性、離型性が大きく改善された成形部材(加硫用成形部材)を提供する。
【解決手段】成形部材としてのジャケット10を、ブチルゴムとエチレン−α−オレフィンエラストマーと架橋剤(硫黄及び樹脂架橋剤)とを含み、ブチルゴムとエチレン−α−オレフィンエラストマーとの割合が前者/後者=10/90〜60/40(質量比)であるゴム組成物の架橋体で形成し、引裂性を改善し、加硫成形体としてのベルトスリーブ7に対する離型性を改善し、使用回数(寿命)を大きく向上させる。樹脂架橋剤は、アルキルフェノール・ホルムアルデヒド樹脂と架橋助剤とを含んでいてもよい。
(もっと読む)
タイヤ加硫装置及びタイヤ製造方法
【課題】未加硫タイヤを加硫するときに、加硫モールドと加硫リングの間に隙間が生じるのを防止する。
【解決手段】加硫リング21は、未加硫タイヤ90のビード部91に装着される。加硫モールド10は、未加硫タイヤ90と加硫リング21を収容する。嵌合部15は、加硫モールド10の内周に設けられて加硫リング21が嵌合する。嵌合部15は、加硫モールド10内に向かって次第に拡がる環状の傾斜面15Aを有する。加硫リング21は、嵌合部15よりも温度が低いときに、傾斜面15Aに隙間なく嵌合する傾斜した外周面21Aを有する。加硫リング21は、温度の上昇に伴う熱膨張により傾斜面15Aに沿って変位する。
(もっと読む)
加硫済タイヤの搬送装置及び搬送方法
【課題】加硫直後のタイヤを変形させずに搬送して円滑にポストキュアインフレータに装着することができる加硫済タイヤの搬送装置及び搬送方法を提供する。
【解決手段】加硫済タイヤ3の上側のビード部7を下方から保持する複数の保持爪5aと、下側のビード部8を上方から押圧する複数の押圧爪6aとを備え、それら保持爪5a及び押圧爪6aの少なくとも一方を上下に移動可能にする。
(もっと読む)
空気入りタイヤの加硫装置
【課題】ブラダー内部に設置した部材によりブラダーに損傷を生じさせることなく、ブラダーの上下方向の温度差を低減した空気入りタイヤの加硫装置を提供する。
【解決手段】中心機構3である下側クランプ部材8内の外周面にゴム製の遮蔽体13を設け、加硫時にブラダー4が膨張している状態において遮蔽体13の外端部15が、内端部16よりも上方でかつブラダー4の上端部を把持する上側クランプリング6よりも外側に位置するとともに、ブラダー4内にスチームS及び窒素ガスNを噴射する吹出口9に遮蔽体13の上面14を対向させる。
(もっと読む)
加水分解耐性を有するガスバリアフィルムの製造方法及び加水分解耐性を有するガスバリアフィルム
【課題】 基材表面に位置する官能基がアミド化や窒化することを防ぎつつ、また酸素結合に頼ることなく層間密着力を向上させることを可能としたガスバリアフィルムの製造方法及び係る製造方法によるガスバリアフィルムを提供する。
【解決手段】 基材となるプラスチックフィルムの表面に対し、不活性ガス導入下において、気圧気圧0.1Pa〜10Paという環境下にて予めプラズマ処理を施すプラズマ処理工程と、前記プラズマ処理工程を実施した後に、その表面にシラノール基を有する鱗片状シリカを主剤に対して添加した第1高分子樹脂層、ガスバリア層、シラノール基を有する鱗片状シリカを主剤に対して添加した第2高分子樹脂層、をこの順に積層してなる備えてなる製造方法、及び該方法により得られるガスバリアフィルムとした。
(もっと読む)
複合部品の電磁誘導圧密化のための装置と方法
【課題】熱可塑性複合部品を電磁誘導により圧密化するための装置と方法を提供する。
【解決手段】熱可塑性複合部品24を電磁誘導により圧密化する装置は、ベースマンドレル9と、該ベースマンドレルによって担持された、特定のキュリー温度を有する強磁性ベースマンドレル表面板21を含んでいる。該ベースマンドレル表面板は、該熱可塑性複合部品を支持し、周囲圧力により該ベースマンドレル表面板に対して該熱可塑性複合部品を圧密化する。少なくとも一の磁気誘導コイル14が該ベースマンドレルに設けられる。
(もっと読む)
タイヤ加硫用モールドの製造方法およびタイヤ加硫用モールド
【課題】モールドに埋設される筒状体を用いて排気機構となる微小すき間を備えたモールドをする際に、石膏鋳型に対する筒状体のセッティング作業を容易にして生産性を向上できるタイヤ加硫用モールドの製造方法およびタイヤ加流用モールドを提供する。
【解決手段】石膏鋳型11の表面に突設した板状の固定金具9の嵌合部9aに、板状体の両端部7bの内周面どうしを対向させて形成した筒状体7を、対向させた両端部7bを嵌合部9aに挿入して嵌合させて、対向させた両端部7bのすき間を狭くして、両端部7bの先端を石膏鋳型11の表面に接するように配置した後、石膏鋳型11の表面に溶融金属を流し込んで筒状体7をモールドに埋設するとともに、対向させた両端部7bの先端をモールドのタイヤ成形面に露出させ、モールドから固定金具9を除去して、対向させた両端部7bの間に微小すき間を設けたモールドを製造する。
(もっと読む)
タイヤモールド、空気入りタイヤの製造方法、及び、空気入りタイヤ
【課題】ベントホールの閉塞時期を遅らせてライトネスの発生を抑制することができるタイヤモールドと、そのタイヤモールドを用いた空気入りタイヤの製造方法と、そのタイヤモールドを用いて加硫成型された空気入りタイヤとを提供する。
【解決手段】未加硫タイヤの外表面に押し当てられるタイヤ成型面にベントホール7を設けてあるタイヤモールドにおいて、ベントホール7の開口部を包囲する外縁領域Xの表面を、その外縁領域Xの周辺領域Yの表面よりも平滑な平滑面8により形成した。これにより、未加硫ゴムによるベントホール7の閉塞時期を遅らせて、ライトネスの発生を抑制することができる。
(もっと読む)
タイヤ加硫用モールドの製造方法
【課題】モールドに埋設される筒状体を用いて、排気機構として機能する微小すき間を別工程で形成することなく、モールドの鋳造とともに形成できるタイヤ加硫用モールドの製造方法およびタイヤ加流用モールドを提供する。
【解決手段】板状体の両端部を突き合わせて形成した筒状体7を、その突き合わせた両端部7bが石膏鋳型16の表面16aに接するように配置した後、この石膏鋳型16の表面16aに溶融金属Mを流し込んで筒状体7を埋設したモールドを鋳造し、この鋳造の際の熱によって、突き合わせた両端部7bを開口させて微小すき間を形成して、この微小すき間をモールドのタイヤ成形面に露出させる。
(もっと読む)
成形品の製造方法および成形品
【課題】加熱中に熱膨張を生ずる成形材料のスタンピング成形において、成形サイクルを短縮させ、かつ、厚みが不均一な材料についても均一に加熱できる成形材料の製造方法を提供する。
【解決手段】不連続強化繊維基材に熱可塑性樹脂を含浸してなる成形材料を、次の(A)〜(C)の工程を経て加熱して後、プレス成形する成形品の製造方法で(A)がオフラインにて実施されることを特徴とする。(A)その表面温度および中心温度のそれぞれが成形温度域となるまで昇温する第一の加熱工程3a。(B)成形品前駆体を第二の加熱工程(C)に搬送する工程であって、かかる工程中における成形品前駆体の表面温度および中心温度のそれぞれが、特定の関係を満たす搬送工程2。(C)成形品前駆体を加熱して、その表面温度および中心温度のそれぞれを、成形温度域まで昇温する第二の加熱工程3b。
(もっと読む)
樹脂成形用電磁誘導加熱式金型装置
【課題】キャビティ面に均一に加熱することができる電磁誘導加熱式金型を提供する。
【解決手段】樹脂成形用金型を有する装置であり、この金型を構成する2つの型は、互いに向かい合う面に、それぞれ、キャビティ面12a、12bが形成され、2つの型は、それぞれ、キャビティ面を有する部位に磁性金属部14aが配され、その磁性金属部の外面に、誘導コイル保持部15及び非磁性金属部14bが順に配され、絶縁樹脂製の誘導コイル保持部及び非磁性金属部が順に配され、誘導コイル保持部には、複数の誘導コイル15aが、当該型のキャビティ面からの距離の最大と最小の差が5mm以内に配されると共に、キャビティの対角中心を基準としたとき、最も外側に配される誘導コイルが、キャビティ外周縁から30mmの範囲内に配された樹脂成形用電磁誘導加熱式金型装置を用いる。
(もっと読む)
熱転写フィルムの製造方法
【課題】熱転写フィルムの層間密着性及び耐候性を向上し得る熱転写フィルムの製造方法を提供すること。
【解決手段】基材シートにハードコート層を積層する工程と、該ハードコート層を予備硬化する工程と、該ハードコート層に接着性付与層を積層する工程と、該接着性付与層表面上から該ハードコート層に電子線照射する工程とを含み、該予備硬化する工程が、該ハードコート層表面をJIS K 5600−1−1:1999に記載された指触乾燥状態とし、かつJIS K 5600−6−1:1999に規定された点滴法に従った耐液体性試験により該ハードコート層表面に酢酸エチル滴下後30分後に該ハードコート層表面にクラックが目視で観察されるように電子線照射する工程であることを特徴とする熱転写フィルムの製造方法である。
(もっと読む)
金型表面処理方法、および金型表面処理装置
【課題】金型の成形面に付着する汚れ、その中でも酸化膜を還元処理し、本来の金型素材面を露出させることによって成形品の不良発生を低減できる金型の処理方法と処理装置を提供する。
【解決手段】第1モールドベースと第2モールドベースを対向配置させ、パーティングライン面を介して内部にキャビティーを形成し、前記キャビティー内に成形材料を注入し、固化させて成形体を得る金型であって、前記第1モールドベースは前記キャビティーの一方の成形面となる第1成形面を備え、前記第2モールドベースは前記キャビティーの他の一方の成形面となる第2成形面を備え、前記成形体の成形工程前に、少なくとも前記第1成形面と前記第2成形面とを低酸素分圧雰囲気として、前記第1成形面と前記第2成形面とを加熱する金型表面処理方法。
(もっと読む)
光照射装置および光照射方法
【課題】露出した接着シートの接着剤に不活性ガスを効率よく供給することで、不活性ガスの供給量を減らしても接着剤の硬化不良を確実に抑制することができる光照射装置および光照射方法を提供すること。
【解決手段】石英ガラス22の表面に形成した接近面22Bおよび凹部22Aによって、空間SPに供給した不活性ガスを接着シートSの貼付端縁部SEに誘導することで、この貼付端縁部SE近傍を確実に不活性ガス雰囲気とした状態で発光手段4から所定波長の光を照射することができ、接着シートSの接着剤層ADの硬化不良を防止することができる。
(もっと読む)
41 - 60 / 1,044
[ Back to top ]