
Fターム[4F203DD01]の内容
プラスチック等の加熱、冷却、硬化一般 (12,681) | 加熱、冷却目的 (189) | 均一化 (137)
Fターム[4F203DD01]の下位に属するFターム
厚さ方向の (20)
水平方向の (20)
複数部材又は異種材料間の (8)
Fターム[4F203DD01]に分類される特許
61 - 80 / 89
積層成形品の冷却装置
【課題】フィルム状積層品の表面状態を良好に保持しつつ均一で良好な冷却が実現できる冷却装置を提供する。
【解決手段】フィルム状に積層された成形品を冷却する冷却装置1であって、温調された矩形の冷却盤3と、該冷却盤3の一辺に蝶番5で連結されハニカム構造を有する押え板4とを備える。そして、前記押え板4は前記冷却盤3に近接・離隔可能になるとともに、前記冷却盤3に近接位置決めされた時の前記冷却盤3との距離が可変に設定可能となるように設けられ、前記冷却装置1は前記押え板4の旋回開放時にその位置を保持させる係止装置を備え、前記蝶番5は、前記押え板4の旋回閉鎖移動に対して抵抗力を発生するダンパー機能を有する。
(もっと読む)
タイヤ加硫方法および装置

【課題】加硫済タイヤにおけるゴム重量のばらつきを抑制しながら、バリの発生を防止する。
【解決手段】剛体コア30の外表面に窪み61を設けるとともに、窪み61より奥側の剛体コア30内に空間62を形成する一方、窪み61と空間62とを細通路63により連通したので、加硫外型閉止時あるいは加硫時に、未加硫タイヤの余分なゴムが、窪み61、細通路63、空間62内に前記順序で流入し加硫空間内から排出される。この結果、加硫空間内における過度の圧力上昇が抑制されてバリの発生が防止される。また、加硫済タイヤ内から剛体コア30を取り出す際、余分なゴムが細通路63内で切断されるため、加硫済タイヤにおけるゴム重量のばらつきが抑制される。
(もっと読む)
タイヤ加硫機
【課題】加硫工程において生タイヤの上下部間に温度差が生じることを防止することにより、タイヤの品質を安定させるようにしたタイヤ加硫機を提供すること。
【解決手段】加熱加圧媒体を噴出手段(噴出機構部90)に供給するガス供給経路91と、ブラダ20の下縁部を挟持する挟持部材14と、ガス供給経路91を覆うように、挟持部材14とガス供給経路91との間に設置される第1断熱材7と、を備えていることを特徴とする、タイヤ加硫機1。
(もっと読む)
タイヤのような不均一なゴム製品の硬化方法の改良
【課題】ゴム製品の機能をほとんど変化させないか性能を損なわずに、モールド内でのゴム製品の総硬化時間を短縮し、硬化状態を最適化する効率的かつ実用的な不均一ゴム製品の硬化方法。硬化時間を10%以上短縮でき、タイヤトレッドの硬化に特に有用。
【解決手段】個別に加熱可能な熱伝導ピン要素を用いる。タイヤトレッドの各部分の硬化状態を有限要素解析法または熱電対プローブを用いて求める。硬化を律速する部分を調べて互いに独立して加熱可能な一本または複数本の熱伝導ピン要素をタイヤトレッド用モールドの内側表面に追加し、硬化律速部分に熱を伝達して均一な硬化状態にする。 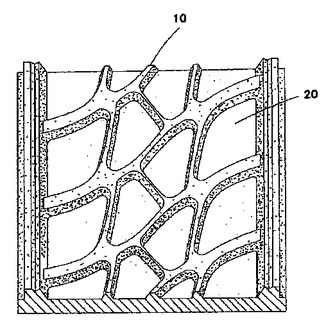 (もっと読む)
(もっと読む)
加熱成形プレスによる加硫成形方法及び装置
【課題】 未加硫材料を装填した金型を上下熱盤によって一定温度でもって一定時間、熱圧することにより加硫成形を行う方法において、金型の放置等によって金型の表面温度が低下していても、確実に加硫成形を行うことができるようにする。
【解決手段】 下側熱盤2上にセットされた未加硫材料を装填している金型6の表面温度を成形開始時において温度センサー7により検出し、その表面温度が、上記一定温度でもって一定時間、加硫成形された時に未加硫材料が完全に加硫されるに必要な予め設定された成形安定温度以下であれば、その温度降下量に応じて上記成形時間を延長し、上記一定温度でもってその延長時間分だけ上下熱盤1、2によって長く熱圧成形を行う。
(もっと読む)
タイヤを加硫する金型、生のタイヤブランクを加硫する方法及びこの方法により得られたタイヤ
【課題】加硫前にタイヤブランクのサイドウォールに望ましくない窪みが生じないようにする。
【解決手段】金型(10)が、タイヤのサイドウォール(22)を成形する少なくとも1つの表面(20)を備えた少なくとも1つの軸方向部材(14)と、各々がタイヤトレッド(26)を成形する少なくとも1つの表面(24)を備えた半径方向セグメント(16)と、軸方向部材(14)と半径方向セグメント(16)を互いに連結する手段(36,38,40,42)とを有する。変位可能であって軸方向部材(14)によって支持された半径方向及び軸方向における係止のための第1の表面(36,38)が、半径方向及び軸方向における係止のための第2の表面(40,42)と協働する。サイドウォールを成形する各表面(20)は、軸方向部材(14)の固定部分(14F)と一体である。第1の係止面(36,38)が、軸方向部材(14)内に設けられた少なくとも1つの係止部材(14M)と一体であり、固定部分(14F)に対して動くことができる。
(もっと読む)
空気入りタイヤの製造方法
【課題】 ユニフォミティに優れた空気入りタイヤを製造する。
【解決手段】 一対のビードコア4と、該ビードコア4間をトロイド状にのびるとともに両端部6bがビードコア4の内周面を通って半径方向外側に巻上げられたカーカスコードを有するカーカスプライ6と、その内側に添設されたインナーライナーゴム2とを含む未加硫のカーカス基体1Aを成形するカーカス基体成形工程と、カーカス基体1Aのカーカスコードを仕上げプロファイルに保持する金型を用いて該カーカス基体1Aを加硫成形する第1の加硫工程と、加硫されたカーカス基体に、ベルト層、トレッドゴム及び残余の未加硫ゴム部材を貼り付けることにより最終カバーを成形する最終カバー成形工程と、該最終カバーを加硫成形する第2の加硫工程とを含むことを特徴とする。
(もっと読む)
空気入りタイヤの製造方法
【課題】左右のビード部におけるゴムの加硫度差を改善し、ユニフォミティを向上することが可能な空気入りタイヤの製造方法を提供する。
【解決手段】左右のビード部を上下にした状態で加硫機の金型内で加硫した加硫直後の空気入りタイヤTを、上下にしたビード部T1,T2を上下のビードリング2,3で保持した後内圧を付与してインフレートした状態で、所定の温度まで冷却する後加硫工程において、下側のビード部T2に当接する下側のビードリング3の温度を、上側のビード部T1に当接する上側のビードリング2の温度より高くする。
(もっと読む)
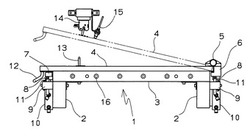
タイヤ成形用剛体コアの加熱方法および装置
【課題】剛体コア10、グリーンタイヤGをほぼ均一に加熱する。
【解決手段】気体供給手段43から剛体コア10の加熱室16に加熱手段48により加熱された気体を供給通路45を通じて供給する際、該供給通路45の途中に旋回手段55を設け、該旋回手段55により加熱気体を渦巻き状に旋回させている。この結果、旋回手段55から加熱室16に至る途中の供給通路45において加熱気体が充分に攪拌され、加熱気体の温度分布、速度分布がほぼ均一となり、剛体コア10、グリーンタイヤGはほぼ均一に加熱される。
(もっと読む)
空気入りタイヤの製造方法
【課題】 マーチングモジュラス加硫を呈するキャップトレッドコンパウンドを用いた空気入りタイヤを製造するに際し、タイヤケーシングの過加硫を抑制しながらキャップトレッドコンパウンドの加硫度を最適化し、それによってタイヤの耐久性を保持しつつ操縦安定性の向上を可能にした空気入りタイヤの製造方法を提供する。
【解決手段】 振動式加硫試験機により測定される95%加硫時間T95と30%加硫時間T30とがT95/T30≧3.5の関係を満たすキャップトレッドコンパウンドを用いた空気入りタイヤを製造する方法において、加硫機によるタイヤの加硫が終了し、該タイヤを金型から取り出した後、該タイヤをトレッド表面側からのみ加熱する。
(もっと読む)
渦流発生器及びその発生器を用いた加熱流体通流加熱装置
【課題】 配管内を流れる流体に渦巻きを発生させ配管内の内壁近くを流れる流体と中央部を流れる流体との間に発生する境界層を確実になくすことができるようにすること。
【解決手段】 周方向に複数の凹部11aを形成した波状の凹凸を有する筒体からなり、凹部11aの端縁に略三角形状の切り越し片11bを形成し、この円筒を配管18に、切り越し片11bが配管18内を流れる流体の上流側に向けて嵌合配置し、配管18内の中央部を流れる流体を切り越し片11bによって凹部11aにねじ込み、内壁近くを流れる流体と中央部を流れる流体とを巻き込んだ渦流を発生させる。これにより配管内の境界層が薄くなり、配管内を流れる流体の均温化が図れる。
(もっと読む)
高周波誘電加熱装置
【課題】円筒形の被加熱材を高周波誘電を用いて均一に加熱する。
【解決手段】加硫成型装置10は、内型20と外型40を備える。内型20の外周面27には、筒状に形成された被加熱材30を装着する。外型40は、略円筒形の収納室67を有し、その内周面にゴムジャケット43を設ける。収納室67の内周面に沿うように円筒形の電極部65を設ける。電極部65の内周側に、加硫ゴム筒から成り、被加熱材30を保温するための副資材90を設ける。副資材90の内周側に、被加熱材30を装着した内型20を配置する。ゴムジャケット43は内周側に膨らみ、電極材60を介して、内型20と共に、副資材90及び被加熱材30を挟圧する。電極材65と内型20の間に高周波電圧を印加し、被加熱材30を加熱する。
(もっと読む)
タイヤの加硫方法およびそれに用いられるタイヤ加硫用剛性コア
【課題】中空環状の剛性コア1上に配設した未加硫タイヤTUを、剛性コア1内に画成された熱媒通路4に熱媒Hを流動させて加硫するに際し、加硫サイクルタイムを短縮することができ、また、過加硫となる部分が生じることのない、タイヤの加硫方法、およびそれに用いられるタイヤ加硫用コア1を提供する。
【解決手段】 熱媒通路4の、未加硫タイヤへの壁面8において、表面に沿う方向の熱媒Hの流速を、壁面8の位置に応じて変化させ、タイヤ部位ごとの必要加硫時間の差を小さくする。
(もっと読む)
加硫タイヤの冷却方法およびそれに用いられるタイヤ冷却装置
【課題】タイヤのどの部位をとっても、加硫度が適正範囲に収まるよう加硫度を高度に管理してタイヤの性能を向上させることのできる加硫タイヤの冷却方法およびそれに用いられる冷却装置を提供する。
【解決手段】加硫金型より取り出されたタイヤに内圧を充填し、タイヤの一部もしくは全部を、所定温度に制御された冷却水中に浸けて、タイヤを冷却する。
(もっと読む)
高周波誘電加熱装置
【課題】 筒状に形成された被加熱材を効率良く、かつ温度むらなく均一に加熱する。
【解決手段】 加硫成型装置10は、内型20と外型40を備える。外型40は、周方向に分割された外型片41、42、43を有する。内型20を外型片41、42、43の径方向内側に配置させる。内型20の外周面に円筒形を呈する被加熱材30を装着する。外型片41、42、43の外側に、シリンダ51、52、53を設ける。シリンダ51、52、53は、外型片41、42、43を径方向に変位させる。外型片41、42、43が径方向内側に変位すると、それら内周面41B、42B、43Bが被加熱材30の外周面32に密着する。この密着状態で、内周面41B、42B、43Bと外周面32の間に、高周波電圧を印加する。
(もっと読む)
高周波誘電加熱に用いられる電極材
【課題】硫黄や硫黄化合物によって腐食を受けず、かつ熱伝導率、展延性に優れた高周波誘電加熱用の電極材を提供する。
【解決手段】電極材60は、銅または銅合金で形成される。電極材60は、被加熱材に高周波電圧を印加し、高周波誘電加熱をするための電極材である。被加熱材は、例えば加硫剤として硫黄、および含硫黄化合物を含む。電極材60は、略円筒状の被加熱材の外周面を取り巻く円筒状の電極部65を有する。電極部65は、複数の軸方向に延びるスリット75を有する。このスリットにより分割された電極部65の各薄板部76はその厚さが薄く可撓性を有する。各薄板部76は、径方向に押圧されると、その押圧される方向に撓みつつ、被加熱材の外周面に沿うように密着する。被加熱材に密着する電極部65の内周面は、遮蔽層が被覆される。遮蔽層は、ガス非透過性を有するとともに、硫黄等に対する反応性が低い化合物または金属で構成される。
(もっと読む)
タイヤ加硫用剛性中子及び空気入りタイヤの製造方法
【課題】タイヤの高い均一性を実現することが可能なタイヤ加硫用剛性中子及び該中子を使用した空気入りタイヤの製造方法を提供する。
【解決手段】未加硫タイヤ20の空洞部内面24に対応する形状を有し、複数のセグメント1を環状に配置してなるタイヤ加硫用剛性中子Xである。各セグメント1が、中子径方向に分割した熱膨張率の異なる少なくとも2つのセグメント体3,4から構成してあり、その2つのセグメント体3,4の熱膨張率の比(大/小)が3以上になっている。
(もっと読む)
ブンテ塩で処理された繊維を用いることによってゴム特性を強化するための方法
繊維の重量に基づいて0.5〜30重量%の組成物を含んでなる繊維であって、前記組成物は、
a)ブンテ塩(A)、
b)n=2〜6である−[S]n−基を含んでなるポリスルフィド化合物(B)、および
c)硫黄または硫黄供与体(C)、
を含む繊維が提供される。
好ましくは、前記ポリスルフィド化合物は、下記式
式中、n=2〜6であり、そしてRは、独立して、水素、ハロゲン、ニトロ、ヒドロキシル、C1〜C12アルキルまたはアルコキシルまたはアラルキルから選択される、
で表わされる。
さらに、繊維/エラストマー組成物を製造するための加硫プロセスであって、
(a)100重量部の少なくとも1種の天然または合成ゴム、
(b)0.1〜25重量部の硫黄、および/または0.1〜25重量部の硫黄の当量を提供する量の硫黄供与体、並びに
(c)0.1〜20重量部の前記繊維と、
を加硫する工程を含んでなる加硫プロセスが提供される。
(もっと読む)
産業プロセスで用いられる光源に関する方法およびシステム
反応を助長する流体フローに関連して、作業対象の表面または表面下での反応に関するシステムおよび方法を開示する。いくつかの実施形態では、反応の助長は、(1)表面を所定タイプの光に露光させている間に、表面上に不活性流体の流体フローを形成するステップ、(2)作業表面または作業表面下で所定の態様で別の種と反応する反応種を含む流体フローを形成するステップ、または(3)例えば所定タイプの光に露光させている間に、所定の態様で反応の触媒作用を行う触媒種を含む流体フローを形成するステップ、のうちの少なくともいずれかによって行われる。いくつかの実施形態では、光源は、複数の固体光源の密なアレイ等の固体光源を含むものを使用する。このような実施形態のうちの少なくとも1つの実施形態では、反応は光源に関連した光化学反応である。 (もっと読む)
空気入りタイヤを製造するための方法および装置
トロイダル状支持体(10)に配置されたグリーンタイヤ(50)が加硫金型(102)に入れられる。金型(102)は、タイヤ(50)のサイドウォール部(51)に対して作用する一対のサイドウォールプレート(130a、130b)が軸方向に接近することによって閉じられる。タイヤのトレッドバンド(52)に対して作用するように設定された円周セクター(140)は、タイヤ(50)をトロイダル状支持体(10)に対して押圧するように設計された作動流体を流入する間、トレッドバンド自体から離隔するように維持される。続いて、タイヤ自体に加圧蒸気を流入することを通して行われるタイヤ(50)の完全な成形・加硫工程と同時に、トレッドバンド(52)に侵入させるために前記セクターを中心に向かって接近させる。  (もっと読む)
(もっと読む)
61 - 80 / 89
[ Back to top ]