
Fターム[4F203DD02]の内容
プラスチック等の加熱、冷却、硬化一般 (12,681) | 加熱、冷却目的 (189) | 均一化 (137) | 厚さ方向の (20)
Fターム[4F203DD02]に分類される特許
1 - 20 / 20
成形品の製造方法および成形品
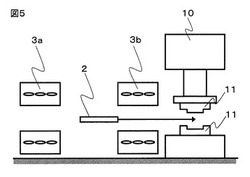
【課題】加熱中に熱膨張を生ずる成形材料のスタンピング成形において、成形サイクルを短縮させ、かつ、厚みが不均一な材料についても均一に加熱できる成形材料の製造方法を提供する。
【解決手段】不連続強化繊維基材に熱可塑性樹脂を含浸してなる成形材料を、次の(A)〜(C)の工程を経て加熱して後、プレス成形する成形品の製造方法で(A)がオフラインにて実施されることを特徴とする。(A)その表面温度および中心温度のそれぞれが成形温度域となるまで昇温する第一の加熱工程3a。(B)成形品前駆体を第二の加熱工程(C)に搬送する工程であって、かかる工程中における成形品前駆体の表面温度および中心温度のそれぞれが、特定の関係を満たす搬送工程2。(C)成形品前駆体を加熱して、その表面温度および中心温度のそれぞれを、成形温度域まで昇温する第二の加熱工程3b。
(もっと読む)
積層ゴムの蒸気穴配置決定方法

【課題】加硫時間を短縮することができる蒸気穴の配置を決定することができる積層ゴムの蒸気穴配置決定方法を提供する。
【解決手段】複数の蒸気穴の位置を定めるためのパラメータの初期値を設定し(104)、設定されたパラメータに基づいて定められる位置に複数の蒸気穴が形成された積層ゴムを有限個の要素に分割したFEMモデルを生成する(106)。生成されたFEMモデルに加硫条件を与えて伝熱解析して、FEMモデルの各ゴム部材を構成する各要素の温度の時間変化を予測し(108)、最遅部が所定温度に到達するまでの到達時間を求める(110)。最適化の終了条件を満たしていない場合(112)、蒸気穴の位置を定めるパラメータを変更し(114)、上記の処理を繰り返し行う。
(もっと読む)
プレキュアトレッドの製造方法
【課題】生産性を犠牲にすることなく、プレキュアトレッドのタイヤ踏面垂直方向でのヒステリシスロス(tanδ)の差が小さく、プレキュアトレッド全域で均一に加硫されたプレキュアトレッドの製造方法を提供する。
【解決手段】未加硫トレッドを加硫プレス装置により加硫する際に、前記加硫プレス装置と前記未加硫トレッドの間に非加硫性シートを配置して加硫することを特徴とするプレキュアトレッドの製造方法。
(もっと読む)
積層ゴムの加硫後物性シミュレーション方法
【課題】大変形時の加硫後の積層ゴムの物性を予測することができるシミュレーション方法を提供する。
【解決手段】2枚の鉄板でゴム部材を挟持した試験体を作製し(100)、これを種々の温度履歴で加硫して得られた試験体の加硫度と加硫後の剪断弾性率とを求めて(102)、ゴム部材の加硫後の物性パラメータを近似した、温度と加硫度とをパラメータとする物性パラメータ関数を作成する(106)。3次元FEMモデルに加硫条件を与えて伝熱解析して、各要素の温度と加硫度との時間変化をそれぞれ予測し(110、112)、各要素について求められたゴム部材の要素の温度と加硫度の予測値をパラメータとして物性パラメータ関数に与えて算出される物性パラメータを、3次元FEMモデルのゴム部材を構成する各要素に与えると共に(114)、境界条件を与えて構造解析を行って、ゴム部材の各要素の物性値を推定する(116)。
(もっと読む)
オートクレーブ成形方法及びオートクレーブ成形装置
【課題】成形室に加熱手段や気体(空気など)循環手段を設けることなく、複雑な断面形状を有する成形品(複合材料)に対して万遍なく大きな熱量供給を行うことが出来ると共に成形の為の圧力、温度の制御が容易で、硬化時間を大幅に短縮できる効率の良い複合材料の成形方法を提供すること。
【解決手段】繊維基材とマトリックスによって形成された複合材料を真空バッグに収納して成形室に設置し、複合材料に必要な所定温度の飽和水蒸気を成形室に供給し、成形室内を複合材料に必要とされる所定温度と所定圧力に維持するように制御して硬化工程を行う。
(もっと読む)
加硫装置
【課題】
ゴム材料の射出が完了した複数の金型を積み重ねて加硫を行なう加硫装置において、加硫後のゴム材料の品質ばらつきを低減することである。
【解決手段】
それぞれ内部に電気ヒータを有する金型30a〜30cを積み重ねた積層金型26と、金型30a〜30cの表面に設けられたヒータ側電気接点に給電側電気接点を押圧して接続する接続ユニット40a〜40cとを有する。
(もっと読む)
耐熱天然樹脂基板及び、耐熱天然樹脂基板の製造方法
【課題】化石資源に代わるカーボンニュートラルを目指した天然樹脂の耐熱性、耐衝撃性、耐加水分解性、成形性などの機能的欠点を克服し、天然の自然物のみを原料としながら簡便な製造方法によって、250℃以上の耐熱性と耐熱膨張性及び、高温環境での反りをも抑制し、なおかつ軽量で強度もある耐熱天然樹脂基板及び、耐熱天然樹脂基板の製造方法の提供を行う。
【解決手段】天然繊維による織布とガラス質微小中空球体を含有した天然ゴムからなる芯材及び補強材と、ガラス質微小中空球体を含有したエボナイトからなる表層材で構成された積層体であり、エボナイトの絶縁性、耐候性、耐酸性、耐アルカリ性、機械的強度と、ガラス質微小中空球体の軽量性、耐熱性、耐熱膨張性、天然繊維の軽量性、強度、衝撃性の機能を有し、耐熱性と耐熱膨張性に優れ、高温環境下での反りも少ない耐熱天然樹脂基板及び、耐熱天然樹脂基板の製造方法の提供を行う。
(もっと読む)
粘土状造形材料およびその架橋方法
【課題】 加熱により架橋可能な粘土状造形材料において、加熱架橋工程における熱だれの問題を解決可能な粘土状造形材料を提供する。
【解決手段】 加熱により架橋可能な未架橋樹脂材料を含む粘土状造形材料において、マイクロ波照射により架橋が可能となるように、マイクロ波照射により発熱する粉末状または粒子状のマイクロ波吸収体を混練した粘土状造形材料とする。この粘土状造形材料はマイクロ波照射により加熱架橋処理が可能となる。マイクロ波吸収体が、金属化合物、特にマグネタイト、ニッケルジンク(NiZn)フェライトまたはマンガンジンク(MnZn)フェライトを含むことが好ましい。
(もっと読む)
通気性板状体の均一加熱方法
【課題】通気性樹脂層と繊維層とが積層された通気性板状体を、従来よりも短時間で中間層まで均一加熱することができる通気性板状体の均一加熱方法を提供する。
【解決手段】裏面の通気性樹脂層1と表面の繊維層2とが積層された通気性板状体Wを加熱炉内で搬送しながら、上方から熱風を供給するとともに下方で吸引することによって通気性板状体Wの内部に熱風を強制的に透過させて熱風加熱する。これと同時に下方から赤外線ヒータ9による輻射加熱を行い、内部まで均一加熱する。
(もっと読む)
ゴムホースの製法
【課題】アバタ等の外観不良が生じず、マンドレルの差し込み、抜き取り,洗浄性等の作業性に優れたゴムホースの製法を提供する。
【解決手段】マンドレル1に未加硫ゴムホース3を嵌挿するに際し、マンドレルの外周面に予め下記の(X)を塗布するとともに、未加硫ゴムホースの内周面に予め下記の(Y)を塗布する工程と、上記マンドレルに未加硫ゴムホースを嵌挿した状態で未加硫ゴムホースを加硫する工程と、上記加硫後の加硫ゴムホースからマンドレルを引き抜く工程と、上記引き抜いた後の加硫ゴムホース側に塗布された上記(Y)を水性液で洗浄する工程とを備えたゴムホースの製法である。(X)非水系の潤滑剤2。(Y)水溶性増粘剤を含有する水溶液であって、粘度が2000〜5000mPa・sの範囲に調整された水溶液。
(もっと読む)
ベルトスリーブの加硫装置
【課題】ベルトスリーブを均一に加圧することができ、端部の厚み変化を小さくして、エンド屑の発生を防ぐことができるようにする。
【解決手段】ケーシング1内に筒状のジャケット2を設けて形成され、未加硫のベルトスリーブ3を装着した成形型4をジャケット2の内周に配置すると共にジャケット2を内方へ膨張させることによって、ベルトスリーブ3をジャケット2で加圧して加硫を行なうベルトスリーブの加硫装置に関する。ジャケット2を、ベルトスリーブ3の外周面に当接する本体部2aと、ケーシング1に固定される固定部2bと、本体部2aと固定部2bの間の可撓性のある連結部2cとから形成する。ジャケット2の内周に配置された成形型4のベルトスリーブ3の端面に当接させて、ベルトスリーブ3より外周に張り出すように設置され、ジャケット2を膨張させる際にジャケット2の本体部2aの端部の位置を規制する端部押さえ具5を備える。
(もっと読む)
回転ロールの誘導加熱装置および加熱加工装置
【課題】磁気回路の発熱を最小とする回転ロールの誘導加熱装置を提供する。
【解決手段】固定鉄芯2に直流電源と接続した超電導コイル5を巻き付けた固定体を備え、前記固定体の磁路を分断して形成した空間2eに、該固定体と隙間をあけて金属製の回転ロール3を配置し、回転ロール3をモータ4で回転駆動させ、磁路と直交方向に回転主軸を設けた回転ロール3の回転で、該回転ロールに渦電流を発生させて加熱している。
(もっと読む)
電子線照射装置及び電子線照射方法
【課題】線状物に電子線を均一に照射できる電子線照射装置及び電子線照射方法を提供する。
【解決手段】電子線照射装置1は、一対のローラ3a、3bと、電子線照射部10と、一対のガイドローラ4a、4bとを備えている。電子線照射部10は、一対のローラ3a、3bに掛け渡された電線6に電子線を照射する。一対のガイドローラ4a、4bは、電線6の一対のローラ3a、3b間に位置付けられた複数の部分を電子線照射部10からの距離が互いに等しくなるように保つとともに、電線6の一対のローラ3a、3b間に位置付けられた複数の部分を電子線の照射される方向Eに直交する方向E’に保つ。電線6の一対のガイドローラ4a、4b間に位置付けられた部分に電子線を照射する。
(もっと読む)
ゴム製品の製造方法
【課題】スキン層の厚みを制御することのできるゴム製品の製造方法を提供する。
【解決手段】自動車用ドアのドア開口周縁にはオープニングトリムが装着されている。オープニングトリムは、トリム部5及び中空状のシール部6を備えるとともに、シール部表面にスキン層6aが形成されている。オープニングの製造に際しては、未加硫未発泡のゴム材料を押出した中間成形体33を金型36に嵌め込み、中空部20に対しエアーを吹き込む。そして、このエアー圧Pによりシール部6をキャビティ面36dに圧接し、発泡を抑えた状態で加熱する。これにより、シール部6の表層部が未発泡のまま加硫され、当該表層部にスキン層6aが形成される。その後、減圧された状態で加熱を続けることにより、加硫されていない残りの未加硫未発泡のゴム材料が加硫・発泡され、シール部6が完成する。
(もっと読む)
電子写真機器用弾性材料、電子写真機器用部材および電子写真機器用弾性材料の製造方法
【課題】速硬化性による生産性の向上が可能で、柔軟性に優れた電子写真機器用弾性材料を提供すること。これを用いた電子写真機器用部材を提供すること。
【解決手段】光重合性モノマーおよび/または光重合性オリゴマーと、ゴムとを含有する組成物の硬化物よりなる電子写真機器用弾性材料とする。光重合性モノマーとしては、(メタ)アクリレートモノマー、光重合性オリゴマーとしては、(メタ)アクリレートオリゴマーが好ましい。ゴムとしては、クロロプレンゴム、ニトリルゴム、ヒドリンゴム、エチレンプロピレン(ジエン)ゴム、天然ゴムなどが好ましい。
(もっと読む)
耐熱性ホース
【課題】本発明は、所定の経路に曲げられて使用され、フッ素ゴムからなる内管ゴム層のシワがなく、耐久性に優れた耐熱性ホース10を提供する。
【解決手段】耐熱性ホース10は、内管ゴム層12と、下ゴム層14と、補強糸層16と、上ゴム層18とを備えている。内管ゴム層12は、フッ素ゴムから形成され、下ゴム層14および上ゴム層18は、シリコーンゴムから形成されている。内管ゴム層12および下ゴム層14は、未加硫の状態における初期引張応力の差が0.5MPa以下のゴム材料を用いている。
(もっと読む)
加硫ベルトスリーブの製造方法
【課題】周長に関わらず、ゴム層間の接着性が高い加硫ベルトスリーブを製造することのできる加硫ベルトスリーブの製造方法を提供する。
【解決手段】
第1内型に、背面ゴム層3形成用の未加硫ゴムシートと、心線4と、圧縮ゴム層2形成用の未加硫ゴムシートとを順に巻き付けてベルトスリーブ10を作製し、このベルトスリーブ10を第1内型から脱型する(第1工程)。次に、ベルトスリーブ10を、その内周面にリブ溝50aが形成された外型50の内側に挿入した後、このベルトスリーブ10の内側に、その外径が拡縮可能な第2内型51を設置する(第2工程)。次に、第2内型51の外径を拡張させて、ベルトスリーブ10を加熱された外型50に押し付けて、ベルトスリーブ10を加熱加圧して加硫するとともに、ベルトスリーブ10の外周面にリブ溝50aに対応するリブ部を形成して(第3工程)、加硫ベルトスリーブを製造する。
(もっと読む)
発泡ゴムの製造方法及びその製造装置
【課題】レーザプリンタ、複写機、各種端末機をはじめとするOA機器などに好適に用いることができる発泡ゴムの製造方法を提供する。
【解決手段】予め成形されたゴム層31に密着させて発泡ゴム層32を成形する発泡ゴムの製造方法において、型7内にゴム層31をセットし、その状態で固体状の未発泡ゴム材料srを加熱すると共に加圧して型7内に注入し、注入した未発泡ゴム材料rを加硫し、発泡させて発泡ゴム層32を成形すると共に、ゴム層31に接着する方法である。
(もっと読む)
FRP成形体の製造方法及び加熱装置
【課題】繊維強化プラスチック層の内層の高Vf化を抑制できるFRP成形体の製造方法及びそれに用いられる加熱装置を提供する。
【解決手段】FRP成形体の製造方法は、マンドレル10の周囲に樹脂含浸繊維層11を形成する工程(a)と、該樹脂含浸繊維層の厚さ方向に、外層側が高温で内層側が低温となる温度勾配を生じさせた状態で、樹脂含浸繊維層11を昇温させる工程(b)とを備える。また、加熱装置は、加熱炉30と、周囲に樹脂含浸繊維層11が形成されたマンドレル10を加熱炉内において支持する支持部32と、加熱炉内を加熱するヒータ31と、加熱炉内に配置されるマンドレル内に冷媒を循環させる冷媒循環機34とを備える。
(もっと読む)
高周波誘電加熱装置
【課題】 筒形形状の被加熱材を加圧しながら、高周波誘電により加熱する。
【解決手段】 加硫成型装置10は、内型20と外型40を備える。内型20の外周面27には、筒状に形成された被加熱材30を装着する。外型40は、略円筒形の収納室を有し、その内周面に沿うように円筒形の電極材65を備える。電極材60の内部には、被加熱材30を装着した内型20を配置する。外型40は、電極材60を押圧し、電極材60はこの押圧により被加熱剤30に密着する。外型40の押圧により、外型40と内型20により被加熱材30を挟圧する。また、被加熱材30を加熱するために、電極材65と内型20の間に高周波電圧を印加する。
(もっと読む)
1 - 20 / 20
[ Back to top ]