
Fターム[4F203DJ01]の内容
プラスチック等の加熱、冷却、硬化一般 (12,681) | 予備成形品の供給 (377) | 予備成形品の供給 (186)
Fターム[4F203DJ01]に分類される特許
61 - 80 / 186
タイヤ成型システム、それを具えるタイヤ製造システムおよびタイヤの製造方法

【課題】従来からのタイヤ構造を大幅に変更することのない、また、エネルギーや時間を無駄にすることもなく、しかも、高精度のタイヤを製造することのできる成型システム、タイヤ製造システムおよびタイヤの製造方法を提供する。
【解決手段】グリーンタイヤの成型に際して、複数の作業ステーション間をトロイダル状に拡縮可能なトロイダル状成型ドラムを移動させ、いずれかの作業ステーションで、カーカスバンドと両方のビードコアとをこのドラム上に配設してビードコアをロックし、この成型ドラムを拡径してカーカスバンドを両ビードコア間にトロイダル状に延在させカーカスバンドの側部部分をビードコアの周りで半径方向外方に巻返した後、ビードコアをトロイダル状成型ドラムにロックしたままタイヤ構成部材を組みつけてグリーンタイヤを成型し、成型ドラムを縮径してビードをアンロックしグリーンタイヤをこの成型ドラムから取り外す。
(もっと読む)
空気入りタイヤの製造方法

【課題】軽量かつ優れた空気透過防止性能を有するインナー層を有し、ユニフォミティに優れた空気入りタイヤを効率よく製造することができる製造方法を提供する。
【解決手段】複数の分割体2から構成される円筒状の剛性内型1の外周面の全周に配置した熱可塑性樹脂または熱可塑性エラストマー組成物からなるフィルム12の上に、カーカス層13等のタイヤ構成部材を積層してグリーンタイヤGを成形し、グリーンタイヤGを剛性内型1とともに加硫金型の内部に配置した後、所定温度に加熱し、フィルム12を内周側から与圧してインフレートさせてグリーンタイヤGを加硫することにより、タイヤ構成部材の未加硫ゴムが加硫金型の内周面に向かって押圧されて周方向に流動するので、タイヤ構成部材のボリュームの偏りが是正され、ブラダーとして機能したフィルム12はタイヤ内周面に密着接合してタイヤのインナー層になる。
(もっと読む)
加硫エンベロープ及び更生タイヤの製造方法
【課題】タイヤの種類(サイズ、形状)に関わらず適用可能な加硫エンベロープを提供する。
【解決手段】台タイヤ2のクラウン部に未加硫のクッションゴム3を介して加硫済みのプレキュアトレッド5を配設して形成した成形済みタイヤ1の外面を被覆可能な加硫エンベロープ7において、この加硫エンベロープ7は、成形済みタイヤ1のリム穴を通るとともに該成形済みタイヤ1の外面に沿って、幅縁部が部分的にオーバーラップするようタイヤ幅方向に連続的に螺旋状に巻回されたバンド9から構成されている。
(もっと読む)
弾性履帯の製造方法及びこれを用いた加硫成形装置
【課題】強固に加硫接着することができる弾性履帯の製造方法及びこれを用いた加硫成形装置を提供する。
【解決手段】帯長手方向において加熱ゾーンHと冷却ゾーンCとに区画された金型8によって帯長手方向の一端部を未加硫または半加硫のままにして帯状ゴム様体7を加硫成形する。このあと、この帯状ゴム様体7の一端部に形成された未加硫または半加硫状態の接合面14をそれと同じ帯状ゴム様体71または他の帯状ゴム様体72の未加硫または半加硫となっている帯長手方向の他端部に接合させて加硫接着する。この単一または複数の前記帯状ゴム様体7の一端部と他端部同士を互いに一体化するようにして製品を構成する。上記の製造方法において、帯状ゴム様体7の接合面14と製品の外面となる製品外面2Aとの境界線Bを冷却ゾーンC内でかつ加熱ゾーンHから離れたところに位置させた状態で当該接合面14を帯状ゴム様体7の他端部に加硫接着させる。
(もっと読む)
タイヤの加硫装置、及びそれを用いた空気入りタイヤの製造方法
【課題】加硫成型時におけるコニシティの制御を可能とする。
【解決手段】ブラダー中心機構は、ブラダーの下開口部を保持する下のクランプリングと、昇降移動可能な筒状のセンタポストと、ブラダーの上開口部を保持しかつセンタポストの上端部に取り付く上のクランプリングと、前記センタポストの内腔内に、上下調整手段を介して取り付くコニシティ調整手段とを具える。
コニシティ調整手段は、上端が上のクランプリングを上方に超えて上下に位置替えしうる上下位置替え部材を含み、加硫金型を閉じる際の上部コンテナの下降にともない、該上部コンテナが、前記上下位置替え部材の上端と当接しかつ前記センタポストを該上部コンテナとともに下降させる。これによりブラダーの高さ中心位置を、加硫金型の高さ中心位置に対して上下に位置替えしてタイヤのコニシティを調整する。
(もっと読む)
ローダーおよび加硫装置
【課題】加硫前のシェーピングにおいてローカバーの外観異常の発生を防止することができるローダーおよび加硫装置を提供する。
【解決手段】加硫前のローカバーGを保持するローダー2は、水平方向において放射状に配置されそれぞれが放射中心から等距離となるように連動して放射方向に進退可能な複数のチャック8を有し、それぞれのチャックは、両隣のそれぞれのチャックに向けて放射中心側の端から放射中心を中心とする円の周方向に延びた爪部23を少なくとも各1つ備え、それぞれのチャックが放射中心方向に移動したときに隣り合うチャックにおけるそれぞれの爪部が垂直方向に重なり合うことにより隣り合うチャックの間を覆うように構成される。
(もっと読む)
伝動ベルト製造用ベルトスリーブの加硫方法及び伝動ベルトの製造方法
【課題】残存空気が発生することなくベルトスリーブを加硫することができ、ベルト寿命を向上させた伝動ベルトを製造することができる、伝動ベルト製造用ベルトスリーブの加硫方法を提供する。
【解決手段】金型1の外周面に少なくとも心線2とゴムシート3からなる未加硫のベルトスリーブ4を巻き付けて装着する。この金型1に装着したベルトスリーブ4を加圧・加熱して圧縮する成形を行なう。この後に、加硫工程でベルトスリーブ4を加圧・加熱することによって、ベルトスリーブ4を加硫する。未加硫のベルトスリーブ4を圧縮することによって、心線2の間や心線2とゴムシート3の間に存在する空気を追い出してベルトスリーブ4内のエアー抜きをすることができ、空気が残存しない状態でベルトスリーブ4を加硫することができる。
(もっと読む)
マイクロ波加熱性モノビニル芳香族ポリマー
モノビニル芳香族化合物、例えばスチレンのポリマーの溶融加工方法が開示されている。この方法には、モノビニル芳香族化合物のポリマーを、マイクロ波エネルギーによって容積的に加熱することが含まれてよく、ここで、このモノビニル芳香族化合物のポリマーには、不連続ゴム相並びに49重量%以下の、アクリレートコモノマー及びシアン化ビニルコモノマーの少なくとも1種を含む連続ポリ(モノビニル芳香族)相が含まれる。 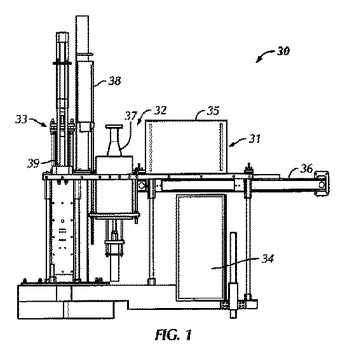 (もっと読む)
(もっと読む)
ベルトスリーブ加硫装置、ベルトスリーブの加硫方法、及び、ベルトスリーブの製造方法
【課題】心線の並びの乱れを防止することのできるベルトスリーブ加硫装置及びベルトスリーブの加硫方法を提供する。
【解決手段】ベルトスリーブ加硫装置1は、未加硫ゴム層とこの未加硫ゴム層に螺旋状に巻回された心線とを含むベルトスリーブ40が巻き掛けられる2つのプーリ2、3と、それぞれ加熱用の熱盤9、10が設けられ、2つのプーリ2、3に巻き掛けられたベルトスリーブを40挟むように、ベルトスリーブ40の外側に配置される第1プレス金型7と、ベルトスリーブ40の内側に配置される第2プレス金型とからなる1対のプレス金型6と、熱遮断手段20とを備えている。熱遮断手段20は、第2プレス金型8と、ベルトスリーブ40の第2プレス金型8に対してそのプレス面8aと反対側の部分との間に配置されており、第2熱盤10を含む第2プレス金型8からベルトスリーブ40への伝熱を遮断する。
(もっと読む)
繊維複合部品を製造するための方法
本発明は、繊維およびマトリックス材料からなる予備成形物(12)を、成形用型に入れ、但し、予備成形物(12)は周縁(18)を有すること、および、繊維複合部品が製造されるように、予備成形物(12)にマイクロ波(28)を照射すること、を有する、繊維複合部品を製造するための方法に関する。本発明によれば、予備成形物の周縁(18)を、少なくとも部分的に、成形用型(10)と接触させるように、予備成形物(12)を成形用型(10)に入れることが提案されている。 (もっと読む)
タイヤの製造装置及びタイヤの製造方法
【課題】高品質なタイヤを製造しうるタイヤの製造方法の提供。
【解決手段】この製造方法は、(1)未架橋ゴムからなるストリップ10が、ドラム8に巻かれてゴム部材が形成される工程、(2)このゴム部材が、錐38で穿孔される工程並びに(3)この錐38で穿孔されたゴム部材を含んだグリーンタイヤが、モールド内で加圧及び加熱される工程を含む。好ましくは、上記錘38は、先細りな形状を呈するテーパー部56を備える。このテーパー部56の先端部分58は、丸められている。この先端部分58の近似半径は、0.05mm以上0.12mm以下である。このタイヤの製造方法では、ストリップ10が螺旋状に巻かれてゴム部材が形成された後に、錐38で孔が形成される。この製造方法で製造されたタイヤでは、エアーが充分に排出されうる。この製造方法は、高品質なタイヤを製造しうる。
(もっと読む)
タイヤ加硫金型及びこれを使用した空気入りタイヤの製造方法
【課題】トレッド部の幅方向に加硫速度の異なる複数種類のゴム組成物を配置したタイヤにおけるトレッド物性の低下を抑制するようにしたタイヤ加硫金型及びこれを使用した空気入りタイヤの製造方法を提供する。
【解決手段】加硫金型1におけるトレッド成形面2を、トレッド部11に配置された複数種類のゴム組成物11a、11bの加硫速度に対応させて、熱伝導率の異なる複数種類の金属2a、2bで構成した加硫金型1、及びトレッド部11に加硫速度の異なる複数種類のゴム組成物11a、11bを配置して未加硫タイヤを成形し、この未加硫タイヤを前述する加硫金型1により加硫成形する空気入りタイヤ10の製造方法。
(もっと読む)
ゴム引布の成形方法、ダイヤフラムの製造方法
【課題】 ゴム引布の基布を構成する繊維の縦方向及び横方向の各特性の変動の影響を受けないゴム引布の成形方法、ダイヤフラムの製造方法の提供。
【解決手段】 基布の両面にゴムを塗設及び圧縮して3層構造に積層したゴム引布の連続ロールを切断してシート体7を得る切断工程と、切断された複数枚のシート体を載置板8上に重ねて載置して一次加硫する一次加硫工程と、一次加硫工程後のシート体を、一枚ずつ成形金型に装填し、加熱しつつ加圧して、シート体に対する二次加硫とプレス成形とを同時に行うプレス二次加硫工程とを備える。
(もっと読む)
オーブン、及び高分子フィルムの製造方法
【課題】内槽内の被加熱物の熱履歴を均一にできるオーブンを提供する。
【解決手段】オーブン1は、第1側壁4aに熱風導入口13が形成され、第2側壁に排気口16が形成された内槽4と、内槽を囲む外槽6と、内槽と外槽の間隙にある加熱手段8と、熱風12を熱風導入口から内槽内を通過させ、排気口から内槽と外槽の間隙へ還流させる送風手段9と、熱風導入口の周りにあり、熱風導入口を挟んで熱風の上流側と反対側で熱風に対向する第1集風板18と、熱風導入口の風上側にあり、熱風の循環方向に沿って配置され互いに対向する第2集風板26とを備え、熱風導入口の開口面積が内槽4内の被加熱物100を第1側壁に投影した面積よりも大きく、熱風導入口は、第1側壁に垂直な方向から見て被加熱物全体が熱風導入口の内側に収まるように位置する。
(もっと読む)
絶縁電線の製造装置及び製造方法
【課題】電子線照射装置を備えても大型の設備にならず、また、電子線を効率よく照射することも可能な絶縁電線の製造装置及び製造方法を提供する。
【解決手段】押出機3に投入するペレット9に対しペレット用電子線照射装置13を用いて必要照射量よりも少ない量の電子線を照射しペレット9を半架橋させる第一工程と、半架橋させたペレット14を押出機3にて混練した後、導体7の外側に押し出して導体7に部分架橋状態の絶縁体8を被覆する第二工程と、導体7に被覆してなる部分架橋状態の絶縁体8に対し絶縁体用電子線照射装置18を用いて残り分の電子線を照射する第三工程と、を含んで絶縁電線2を製造する。
(もっと読む)
真空転写装置、真空転写方法
【課題】効率のよい真空転写工程の実現。
【解決手段】予備真空室と主真空室を備えた真空転写装置を用いて、スタンパによるディスク基板への凹凸パターンの転写を行う。ディスク基板の搬入/搬出は、予備真空室を介して行うため、予備真空室において真空引きと大気開放が行われる。予備真空室に搬入されたディスク基板は、予備真空室が真空化された後、主真空室に搬送される。主真空室では真空状態でスタンパを用いて凹凸パターンの転写、紫外線硬化型樹脂の硬化、スタンパ剥離を行い、凹凸パターンとしてのピットやグルーブが形成されたディスク基板を形成する。そしてディスク基板は、予備真空室を介して搬出する。この際、予備真空室側の動作(F201〜F209)と主真空室側の動作(F302〜F305)を、同時並行的に実行する。
(もっと読む)
加硫用ビードリング及びタイヤ加硫装置
【課題】 空気入りタイヤの性能、特に、ユニフォミティーを向上させることができ、スクラップの発生を軽減することが可能な加流用ビードリング、及び、この加流用ビードリングを有するタイヤ加硫装置を提供する。
【解決手段】 本発明は、未加硫タイヤ11を加硫成型するタイヤ加硫装置1に設けられるビードリング7(加流用ビードリング)であって、未加硫タイヤ11のビード部11Cにおけるビードシート部11aを成型する位置(ビードシート成型位置7A)に回動可能に設けられ、かつ、リング周方向に複数分割される回動部材15を備えることを特徴とする。
(もっと読む)
FRP成形体の製造方法及び加熱装置
【課題】繊維強化プラスチック層の内層の高Vf化を抑制できるFRP成形体の製造方法及びそれに用いられる加熱装置を提供する。
【解決手段】FRP成形体の製造方法は、マンドレル10の周囲に樹脂含浸繊維層11を形成する工程(a)と、該樹脂含浸繊維層の厚さ方向に、外層側が高温で内層側が低温となる温度勾配を生じさせた状態で、樹脂含浸繊維層11を昇温させる工程(b)とを備える。また、加熱装置は、加熱炉30と、周囲に樹脂含浸繊維層11が形成されたマンドレル10を加熱炉内において支持する支持部32と、加熱炉内を加熱するヒータ31と、加熱炉内に配置されるマンドレル内に冷媒を循環させる冷媒循環機34とを備える。
(もっと読む)
ゴム成形物の製造方法
【課題】パーオキサイド加硫系ゴムを外皮に有するゴム成形物を、低コストで所望の形状に成形できるゴム成形物の製造方法を得る。
【解決手段】一次加硫後で最終加硫前のゴムホース12に対し、柔軟性と酸素非透過性とを有する被覆ゴム20で被覆し、所望の形状とした状態で最終加硫を行う。パーオキサイド加硫系ゴムを外皮ゴム増16に有するゴムホース12であっても、酸素を含まない熱媒体で最終加硫を行う必要がないので、低コストで所望の形状に成形できる。
(もっと読む)
バーチカルローダー
【課題】グリーンタイヤのセット精度を確保しつつ、精度の維持管理が容易になるバーチカルローダーを提供すること。
【解決手段】グリーンタイヤ12を把持する搬入用バーチカルローダー16の把持装置46を、アーム32に対して所定範囲移動自在に設ける。把持装置46には先端がテーパー状のセンタリング軸74を設け、モールド14の下型の中心にセンタリング穴76を設ける。センタリング軸74の軸芯とセンタリング穴76の軸芯とを略一致するようにグリーンタイヤ12をモールド14の下型の上方に配置し、アーム32を下降させると、センタリング軸74がセンタリング穴76にガイドされながらセンタリング穴76に徐々に挿入され、最終的にセンタリング軸74の軸芯とセンタリング穴76軸芯とが一致し、グリーンタイヤ12の軸芯と下型の中心とが一致することになる。その後、グリーンタイヤ12を外して下型に装填する。
(もっと読む)
61 - 80 / 186
[ Back to top ]