
Fターム[4F203DJ01]の内容
プラスチック等の加熱、冷却、硬化一般 (12,681) | 予備成形品の供給 (377) | 予備成形品の供給 (186)
Fターム[4F203DJ01]に分類される特許
21 - 40 / 186
ゴム部材製造方法及び製造装置
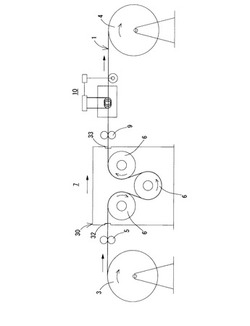
【課題】未加硫ゴムの内部における金属ワイヤの食い込みや位置ずれ、或いは、接着性の低下を確実に防止するとともに、極めて短時間でゴム部材を製造することが可能なゴム部材製造方法及び製造装置を提供する。
【解決手段】未加硫ゴムをブローポイント以上の加硫度に達するまで加硫する第一の工程と、第一の工程を経た未加硫ゴムを当該未加硫ゴムの加硫度よりも高い加硫度まで加硫する第二の工程とを含み、第二の工程は、第一の工程を通過した未加硫ゴムを電磁誘導により加熱する形態とした。
(もっと読む)
ゴムクローラ製造装置

【課題】無端形状のゴムクローラにおける生産性の向上を図ることができるゴムクローラ製造装置を提供すること。
【解決手段】回転軸線回りに回転駆動され、周囲にゴムクローラが成形される複数の内型3A,3Bと、前記内型3A,3Bの周囲に前記ゴムクローラを成形する成形部7A,7Bと、前記ゴムクローラの外部を覆うとともに前記ゴムクローラに加硫を行う加硫部9と、を有し、前記複数の内型3A,3Bが、前記加硫部9の周囲に配置されるとともに、前記加硫部9が、前記内型3A,3Bに対して離間接近可能に構成され、前記加硫部9が、前記複数の内型3A,3Bに成形された前記ゴムクローラのいずれにも加硫を行えることを特徴とする。
(もっと読む)
ブラダーレス空気入りタイヤの製造方法
【課題】ブラダーレス空気入りタイヤの製造方法に関し、ビード部のトウ部形状を所望する形状に正確かつ確実に形成し、製造工程、製造装置の一部を簡略化することにより、より低コスト化を図る。
【解決手段】タイヤ形状を成型する金型とビードリングとを具備した加硫機内に、生タイヤを装入した後、加硫成形する空気入りブラダーレスタイヤの製造方法において、ビードリングの外周面に、生ゴム製トウ部材を、円周方向に亘って貼り付け、生タイヤのビード部と、ビードリングに貼設された前記トウ部材とが接するように、前記生タイヤを加硫機内に装入した後、生タイヤとトウ部材を一体として加硫することによりブラダーレス空気入りタイヤを製造する。
(もっと読む)
印刷基材、印刷原版及び印刷版の製造方法、並びに印刷基材の製造装置
【課題】印刷基材の生産性が高く、印刷基材の樹脂層の表面がべとつかず、かつ、印刷基材の熱硬化性樹脂組成物の低粘度化を抑制した、印刷基材の製造方法を提供する。
【解決手段】繊維状物質を含む熱硬化性樹脂組成物(20)を電磁誘導性支持体(10)の表面上に配置する工程Aと、前記電磁誘導性支持体(10)を高周波誘導加熱することにより、前記樹脂組成物(20)が前記電磁誘導性支持体(10)と接する面側から前記電磁誘導性支持体(10)と離れる方向に、前記熱硬化性樹脂組成物(20)を硬化させて、前記電磁誘導性支持体(10)の表面上に繊維強化樹脂層を形成する工程Bと、を含む印刷基材の製造方法である。
(もっと読む)
生カバー変形矯正装置
【課題】生カバーを加硫装置にセットする前に、生カバーの変形を矯正してタイヤ品質を確実に向上させることができる生カバー変形矯正装置を提供する。
【解決手段】タイヤ加硫装置に生カバーを供給するバーチカルローダーに設けられる生カバー変形矯正装置であって、前記生カバーの上ビード部を係止して前記生カバーを吊り上げる上係止体を有する装置本体と、前記装置本体の下側に配置され、前記生カバーの下ビード部を係止する下係止体を有する調整体と、前記上下の係止体間の鉛直方向の距離を変更することにより、前記生カバーの変形を矯正する距離変更手段とを備えていることを特徴とする。
(もっと読む)
円筒ゴム用成形型及び円筒ゴム成形方法
【課題】分割型による高い加工精度や高コストで設置スペースが嵩み、不良品発生のおそれや外観が悪化し易い等の従来の不都合を解消し、構造の簡素化や廉価化、並びに不良率低減や外観向上が可能となる改善された円筒ゴム用成形型を提供する。
【解決手段】内側から加圧膨張される円筒ゴムDを外囲して受止めるべく、下端部13が縮径され、かつ、下端が径外側に折り返されるアンダーカット面3bを有して下端窄まり筒形の成形面Mを持つ円筒ゴム用成形型にて、下端部13を形成するための下型4と、アンダーカット面3bより若干下から上端を外囲する上型1及び中型2と、アンダーカット面3bを備えるリング状のアンダーカット型3とを有して成り、アンダーカット型3の最小径部分の内径が、中型2の最大径部分の円筒ゴムDが弾性縮小変形可能な最小の外径以上の寸法に設定されている。
(もっと読む)
未加硫ゴム部材の接合方法
【課題】未加硫ゴム部材の接合に要する時間を短縮し、且つ接合力を高めた異物混入のない未加硫ゴム部材の接合方法を提供すること。
【解決手段】第1未加硫ゴム部材40の一端部の端面40Aと第2未加硫ゴム部材44の他端部の端面44Aを重ね合せ、重ね合せ部46を高周波誘電により加熱し、加熱された重ね合せ部72をプレスして第1未加硫ゴム部材40と第2未加硫ゴム部材44とを接合することで、第1未加硫ゴム部材40と第2未加硫ゴム部材44の接合に要する時間を短縮し、且つ接合力を高め、さらに、異物の混入を防止することができる。
(もっと読む)
板状体加熱装置および基材の製造方法
【課題】加熱ムラをなくし、加熱時間を短縮して生産性を向上させる。
【解決手段】本発明は、植物性繊維と熱可塑性樹脂を含む材料からなる板状体Wを加熱する予備加熱装置50であって、過熱水蒸気Sを生成する過熱装置54と、過熱水蒸気Sを板状体Wに噴出する複数の噴出部51と、複数の噴出部51が配設されてなる噴出部配管52とを備え、噴出部配管52は、過熱水蒸気Sを一側から他側に送る複数の一側配管52Aと、過熱水蒸気Sを他側から一側に送る複数の他側配管52Bとを備えて構成され、一側配管52Aと他側配管52Bが隣り合って互い違いに並んで配置されている構成としたところに特徴を有する。
(もっと読む)
タイヤ製造装置及びタイヤ製造方法
【課題】台タイヤのバラツキに対処可能にしてプレキュアトレッドの端部に段差が発生するのを抑制し、品質や外観が優れたタイヤの製造装置及び、製造方法を提供する。
【解決手段】剛体コア2にゴムストリップを積層して環状の未加硫トレッド71を成形した後、未加硫トレッド71を剛体コア2とともに加硫モールド40に収納し、加硫装置30により未加硫トレッド71を加硫してプレキュアトレッドを形成する。加硫モールド40の未加硫トレッド71の端部に接する位置に、プレキュアトレッドの端部形状を規定する着脱可能な環状の端部用モールド41A、42Aを設ける。端部用モールド41A、42Aを、台タイヤのサイド部形状に応じて予め交換し、プレキュアトレッドの端部形状を台タイヤの結合位置の形状に合わせて形成して、それらを段差なく結合する。
(もっと読む)
通気性板状体の均一加熱方法
【課題】通気性樹脂層と繊維層とが積層された通気性板状体を、従来よりも短時間で中間層まで均一加熱することができる通気性板状体の均一加熱方法を提供する。
【解決手段】裏面の通気性樹脂層1と表面の繊維層2とが積層された通気性板状体Wを加熱炉内で搬送しながら、上方から熱風を供給するとともに下方で吸引することによって通気性板状体Wの内部に熱風を強制的に透過させて熱風加熱する。これと同時に下方から赤外線ヒータ9による輻射加熱を行い、内部まで均一加熱する。
(もっと読む)
インシュレーションゴム組成物、空気入りタイヤ及び空気入りタイヤの製造方法
【課題】ユニフォミニティに優れた空気入りタイヤが提供できるビードインシュレーションゴム組成物の提供。
【解決手段】加硫剤を含み加硫可能で、未加硫時におけるJIS硬度Aが室温下70〜99、加硫時におけるJIS硬度Aが室温下90〜99であり、前記ビードワイヤを被覆する工程での温度における未加硫時のムーニー粘度が60以下であることを要旨とする。未加硫時、室温における硬度を大きくしているので、製造工程時にビードコアに捻り方向の外力が加わってもビードワイヤの配列に対する影響が少なくなり、本来発揮すべき性能が発揮できる。また、加硫後の硬度も適正にすることで最終的に空気入りタイヤに適用した場合に充分に高い性能が発揮できる。更に未加硫時におけるムーニー粘度を60以下にすることで、未加硫時における成形性・取扱性に優れる。
(もっと読む)
電子部品の封止用樹脂部の加熱硬化装置、および電子部品の封止用樹脂部の加熱硬化方法
【課題】半導体装置8の封止用樹脂部9を加熱硬化する際に排出されるガスによる封止用樹脂部9の封止性能の劣化を防止する。
【解決手段】半導体装置8が実装されたフレキシブル絶縁テープ7を所定方向Nに搬送し、半導体装置8の封止用樹脂部9を加熱し、前記加熱時に封止用樹脂部9から排出されるガスを外部に排気する第1排気管30を、封止用樹脂部9からのガス排出量が最大となるa位置より搬送方向Nの前方側に設置する。上記ガスが確実に排出され、封止用樹脂部9の封止性能の劣化を防止することができる。
(もっと読む)
空気入りタイヤの加硫方法
【課題】未加硫タイヤを加硫成形するときにベント切れを持続的に防止し加硫故障を低減するようにした空気入りタイヤの加硫方法を提供する。
【解決手段】未加硫タイヤの外表面に、変性シリコーンオイルとアルコキシシランとの混合液を塗布した後、該未加硫タイヤを、ベント孔を有する加硫金型に挿入し加硫成形することにより、前記加硫金型のベント孔の表面に、前記混合液の被膜を形成すると共に、該被膜が形成された加硫金型を使用して前記混合液を塗布しない未加硫タイヤを加硫する加硫方法であり、前記変性シリコーンオイルが、末端にシラノール基を有し、分子量が10,000〜100,000であることを特徴とする。
(もっと読む)
ベルト成形体の成形装置、及び、ベルト成形体の成形方法
【課題】ベルト輪状体の積層成形工程から帆布の巻き付け工程までを一つの装置で一貫して実行できる、ベルト成形体の成形装置を提供する。
【解決手段】上記ベルト成形体7は、圧縮ゴム層2と心線3、伸張ゴム層4を含む積層物であるベルト輪状体5に帆布6を被覆して成る。上記成形装置100は、前記ベルト成形体7と嵌合する溝27を外周に有する成形型10と、前記帆布6を前記成形型10の上記溝27上に供給する帆布供給部11と、前記圧縮ゴム層2に相当するV芯36を前記帆布6の外周側に供給するV芯供給部12と、前記心線3を前記V芯36の外周側に供給する心線供給部13と、前記伸張ゴム層4に相当する上芯47を前記心線3の外周側に供給する上芯供給部14と、を備える。
(もっと読む)
曲がりホースの製造方法
【課題】屈曲箇所の多い曲折形状や3次元の曲折形状のように複雑な曲折形状であっても、容易に曲がりホースを製造する。
【解決手段】挿入孔21を有する3枚以上のプレート2が鉛直方向に積層されたプレート群の積層方向に連なる各挿入孔21に、未加硫ゴムホース1を挿入する。そして、少なくとも一つの押し治具3の所定の凹凸形状の押し面3aをプレート群の少なくとも一つの側方に当てて押すことにより、少なくとも2枚のプレート2を他のプレート2に対して水平方向に相対移動させて、未加硫ゴムホース1を曲折形状に曲げる。曲折形状に曲げられた未加硫ゴムホース1を加熱して加硫し、曲がりホースとする。
(もっと読む)
ゴムクローラの製造装置及び製造方法
【課題】 スパイラル形式の抗張体の内周側に位置する中成形型と、抗張体の外周側に位置する上下の上成形型及び下成形型との間で、クローラ外周側ゴム及びクローラ内周側ゴムを、抗張体の略半周長分加硫成形した後に、残りの略半周長分のクローラ外周側ゴム及びクローラ内周側ゴムを加硫成形するようにしたゴムクローラの製造装置を安価に提供する。
【解決手段】 中成形型11を横方向に移送自在に案内する案内レール8を設けて該中成形型11を上成形型12と下成形型13との間に出入り自在とし、中成形型11を上成形型12と下成形型13との間から引き出した状態で、中成形型移送方向Xに直交する横方向に、ゴムクローラの中間製品を中成形型11から取出し又は中成形型11にセットすることができるように案内レール8の一部を取り外し可能とした。
(もっと読む)
ゴムクローラの製造装置
【課題】 有端帯状で且つその長手方向両端から抗張力コードの端部側が延出するように該抗張力コードが埋設された長尺帯状ゴム体の両端を、ジョイント用成形型内でジョイント用ゴムにより接続して形成されたゴムクローラにおいて、ジョイント用ゴムの加硫時に発生する抗張力コードの波打ちを防止する。
【解決手段】 ジョイント用成形型8のキャビティ8Cの長尺帯状ゴム体6の長手方向両端部側部分6bを収容する部分に、ジョイント用ゴム7を加硫する際のゴムの圧力Fによって、長尺帯状ゴム体6の長手方向両端部側部分6bをジョイント用ゴム7を加硫する部分からクローラ周方向Xに離れる方向に移動させるべく0.5〜2mmの逃げ代18を設ける。
(もっと読む)
クリーニングローラの製造方法
【課題】クリーニングローラに対する清浄効果を損じることなく、該クリーニングローラを構成するメラミン樹脂発泡体におけるピンホールによる歩留りを改善した、芯金の表面にメラミン樹脂発泡体を有する、クリーニングローラの製造方法を低コストで提供する。
【解決手段】芯金11の表面にメラミン樹脂発泡体12を有するクリーニングローラ13の製造方法において、芯金11の表面にメラミン樹脂発泡体12を有するクリーニングローラ13を円筒状金型14内に圧入し、前記メラミン樹脂発泡体12を加熱された液体で熱処理して、前記メラミン樹脂発泡体12中に発生したピンホールを縮小させる。前記熱処理は、好ましくは、80〜200℃に加熱された液体で10〜30分間行われる。前記加熱された液体は、好ましくは、熱水である。
(もっと読む)
タイヤ製造方法
【課題】生タイヤの加硫モールドへの咬み込み等を防止しつつ、加硫モールド内で生タイヤを拡張させる加圧流体が生タイヤへ接触して浸透するのを防止する。
【解決手段】コア20の周りにキャビティKよりも小さい生タイヤGTを形成し、コア20を外型10内に挿入して組み合わせ、生タイヤGTと外型10との間に隙間がある状態で加硫モールド1を型閉めして、生タイヤGTをキャビティK内に収納する。コア20と、その外面に装着した膨張可能な膜体25との間に、コア20に貫通して形成した供給孔を通して加圧流体を供給し、加圧流体により膜体25を膨張させる。この膨張する膜体25により、生タイヤGTを拡張させて外型10に押し付け、その内面に所定圧力で押圧しつつ、生タイヤGTを加熱して加硫成型する。
(もっと読む)
ベルトスリーブの加硫装置
【課題】ベルトスリーブを均一に加圧することができ、端部の厚み変化を小さくして、エンド屑の発生を防ぐことができるようにする。
【解決手段】ケーシング1内に筒状のジャケット2を設けて形成され、未加硫のベルトスリーブ3を装着した成形型4をジャケット2の内周に配置すると共にジャケット2を内方へ膨張させることによって、ベルトスリーブ3をジャケット2で加圧して加硫を行なうベルトスリーブの加硫装置に関する。ジャケット2を、ベルトスリーブ3の外周面に当接する本体部2aと、ケーシング1に固定される固定部2bと、本体部2aと固定部2bの間の可撓性のある連結部2cとから形成する。ジャケット2の内周に配置された成形型4のベルトスリーブ3の端面に当接させて、ベルトスリーブ3より外周に張り出すように設置され、ジャケット2を膨張させる際にジャケット2の本体部2aの端部の位置を規制する端部押さえ具5を備える。
(もっと読む)
21 - 40 / 186
[ Back to top ]