
Fターム[4F204AA03]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 樹脂材料等(主成形材料) (5,525) | ポリオレフィン (429)
Fターム[4F204AA03]の下位に属するFターム
ポリエチレン系 (144)
ポリプロピレン系 (163)
C4以上のポリマー系(←ノルボルネン、ブテン) (20)
Fターム[4F204AA03]に分類される特許
41 - 60 / 102
容器蓋の製造方法
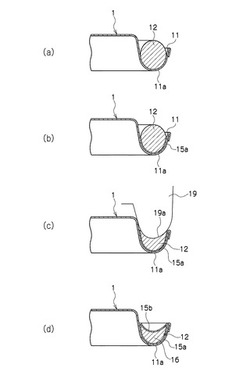
【課題】パッキンの復元力を長時間に亘り発揮させるとともに、閉蓋すべき収納缶との密着性を向上させ、しかも任意の断面形状に容易に成形可能な容器蓋の製造方法を提供する。
【解決手段】ペール缶又はドラム缶用の容器蓋の製造方法において、周縁に形成された嵌合溝11に熱可塑性樹脂が充填された容器蓋について、嵌合溝11の底面から熱可塑性樹脂の融点以上で加熱する底面加熱工程と、熱可塑性樹脂を金型19により上から押圧するとともに、当該金型19を介して熱可塑性樹脂の融点以上で加熱する上面加熱工程とを有し、底面加熱工程と上面加熱工程とは、何れか一方から順次実行するか、又は同時に実行する。
(もっと読む)
宝石をインサートした樹脂成形品の製造方法

【課題】樹脂成形品からの宝石の脱落に抵抗性があり、また、製造工程数が少ない宝石をインサートした樹脂成形品の製造方法を得る。
【解決手段】 以下の工程からなる樹脂成形品の製造方法である。
(イ)A金型21の内表面22とB金型31の内表面32により形成されるキャビティー36内に宝石10を配置する工程であって、宝石10のテーブル面11をA金型の内表面22に接触した状態に配置する工程。(ロ)A金型とB金型を型締めし、キャビティー内に溶融樹脂を注入する工程。(ハ)溶融樹脂が固化した後に、A金型とB金型を型開きし、樹脂成形品を取り出す工程。
(もっと読む)
合成樹脂表皮材の製造方法
【課題】絞押された合成樹脂シートで製造される製品・部品の所定に位置・場所に所望の加飾(デザイン)を連続的に生産性よく施すのに好適な合成樹脂表皮材の製造方法の提供
【解決手段】長尺の合成樹脂シート10をアキュームレータ12を介して連続的に供給する第1の工程と、供給された長尺の合成樹脂シート10をプレス盤18Aと該プレス盤に対応する絞プレス盤18Bとの間で挟圧して絞押する第2の工程と、絞押された長尺の合成樹脂シートを裁断する第3の工程と、を有する合成樹脂表皮材の製造方法である。
(もっと読む)
強化繊維基材の圧縮賦形装置およびプリフォームの製造方法および繊維強化複合材料の製造方法
【課題】強化繊維基材が傾斜面を有する場合にあっても、同じ金型を用い、その傾斜面に対応させて容易に望ましい形状に賦形することが可能な圧縮賦形装置および方法を提供する。
【解決手段】強化繊維を含む強化繊維基材1を金型2a,2b間に挟んで加圧することにより金型賦形面の形状に沿う形状に賦形する少なくとも二つの金型と、少なくとも一つの金型に開閉動作をさせ、強化繊維基材を加圧、開放する金型駆動手段4と、金型による賦形動作に合わせて強化繊維基材を金型に対し搬入、搬出する搬送手段5とを備えた装置であって、金型の開閉動作方向に対し賦形される強化繊維基材の傾斜面に倣わせて金型賦形面を傾斜させる傾斜手段7を有することを特徴とする圧縮賦形装置、および圧縮賦形方法並びにそれらを用いて製造された繊維強化複合材料とプリフォームおよびそれらの製造方法。
(もっと読む)
プレス成形方法および成形体
【課題】強化繊維と熱可塑性樹脂からなる成形材料を用いたプレス成形において、作業性と成形性とを兼ね備えたプレス成形方法およびプレス成形方法で得られた成形体の提供
【解決手段】成形型を用いて、強化繊維と熱可塑性樹脂からなる成形材料をプレス成形する方法であって、少なくとも下記2種類の形状を有する成形材料(A)、(B)を積層して配置する工程、前記成形型の下面となる型の上に積層、配置した成形材料(A)、(B)を前記成形型の上面となる型を用いて加圧する工程を有するプレス成形方法。成形材料(A)が前記凹部の型の有する開口部の投影面積以下の投影面積を有する形状、成形材料(B)が少なくとも前記突起部形成用の溝部の投影面積以上の投影面積を有する形状である。
(もっと読む)
樹脂シートの製造方法
【課題】カレンダー加工に必要な柔軟性と、成形、硬化後に必要な表面硬度および熱寸法安定性とを同時に満足できる樹脂シートのカレンダー加工による新規な製造方法を提供する。
【解決手段】熱可塑性樹脂を主剤とした原材料1を加熱混練し、カレンダー加工してシート化する樹脂シート2の製造方法において、原材料1に、木粉と湿気硬化性の材料とを添加剤として含ませたことを特徴とする。
(もっと読む)
発泡樹脂成形品の製造方法
【課題】 成形工程の簡素化を図り、併せて成形の時間的効率および成形の熱効率の向上を図ることができる発泡樹脂成形品の製造方法を提供する。
【解決手段】 加熱溶融した発泡性樹脂組成物を押出ヘッド2から一対のシート状に押し出して分割形式の金型1、1間に溶融状態の発泡樹脂シート3、3として配置する。分割形式の金型1、1間には、表皮材5および芯材4を配置して、芯材4で補強された表皮付きの発泡樹脂成形品を成形する。芯材4は一対の発泡樹脂シート3、3の間に配置する。表皮材5は、一対の発泡樹脂シート3、3の一方の外面に対向させて配置して成形する。
(もっと読む)
プレス成形用クッション材、その製造方法およびそれを用いたプレス成形方法
【課題】被成形体全体に均等にプレス圧を伝達するための成形生に優れたプレス成形用クッション材およびそれを用いたプレス成形方法を提供する。
【解決手段】熱プレス成形用のクッション材は、1層または2層以上のフェルト層14と、超高分子ポリオレフィンを含む1層または2層以上のポリマー層12a,12bと、を具備する。このクッション材はフェルト層とポリマー層とが交互に積層接着されており、表面に凹凸形状を有する電子機器部品を含む被成形体を熱プレス成形するために使用される。
(もっと読む)
光学レンズ素子、詳細には車両ヘッドライト用のヘッドライト・レンズの製造方法
本発明は、詳細には照明目的の光学レンズ素子(2)の製造、特に車両ヘッドライト用、詳細には自動車ヘッドライト(1)用のヘッドライト・レンズ(2)の製造方法に関し、透明材料から作られたブランク(136)が、射出成形法により射出成形ツール(131、132)内で成形され、ブランク(136)は、引き続き、特に研磨された方式で、最終形状金型(140、141、142)を用いてレンズ素子(2)に処理される。 (もっと読む)
スロットノズル組立体、スロットコートガン、シム板、及び幅広の帯状に発泡性溶融体を押し出す方法
【課題】発泡性溶融体がスロットノズル組立体の内部で発泡することを防止する。
【解決手段】幅広の帯状に発泡性溶融体を押し出すスロットノズル組立体(2)において、複数の発泡性溶融体通路(20)と、複数の発泡性溶融体通路と連通する横分配流路(21、22)と、横分配流路内に配置された絞り部材(8)と、発泡性溶融体を吐出するためのスロット(23)と、横分配流路とスロットとを連通し、スロットへ向けて断面積が徐々に小さくなる収束部分(22a)とを設けた。
(もっと読む)
成形体の製造方法
【課題】表面に微細な凹凸部を有する成形体を、その凹凸形状を良好に維持しながら金型から迅速に容易に、かつ確実に離型できる成形体の製造方法を提供する。
【解決手段】(1)少なくとも一方の金型表面が微細な凹凸部121を有する上金型11および下金型12を準備する工程と、(2)上金型上または下金型上に樹脂層21を設ける工程と、(3)上金型および下金型を閉鎖し、両金型間に熱および/または圧力を加え、樹脂層に前記微細な凹凸部の形状を転写し、樹脂層を冷却固化して転写体を調製する工程と、(4)転写体を付着させるべき金型の温度を転写体のガラス転移温度(Tg)付近に設定するとともに、転写体を付着させるべき金型と他方の金型との温度差を5℃以上に設定し、転写体を付着させるべき金型に転写体を付着させながら、上金型および下金型を開放する工程とを有することを特徴とする成形体の製造方法。
(もっと読む)
シートおよびその製造方法
【課題】2P法を用いるシートの製造において、生産性が良く気泡混入のないシートおよびその製造方法を提供することを目的とする。
【解決手段】2P法を用いるシートの製造工程のうち、同心円状の微細凹凸形状を有する成形型上に紫外線硬化型樹脂を塗布する塗布工程において、成形型上の一領域もしくは複数領域に、紫外線硬化型樹脂を注入し、前記領域の円周方向にスムージングを行い平面化し、その後成形型の全面について、前記樹脂を注入した後に、前記樹脂をスムージングしていない領域もしくは成形型上全面について、スムージングを行い平面化する工程による製造方法。
(もっと読む)
積層繊維ボードの製造方法
【課題】天然繊維とバインダー樹脂とからなる繊維ボードを製造するにあたって、繊維ボードの一定の機械的強度を確保しながら予備成形体を低重量かつ低体積とすることで輸送効率を向上すると共に、成形時の透けや切れなどを防止する。
【解決手段】天然繊維からなる繊維マット10間に、該繊維マット10の繊維よりも細径の繊維からなる不織布20を挟んでニードルパンチした積層シート30を成形する予備製造工程と、予備製造工程において得られた積層シート30を、これにバインダー樹脂を付与したうえで加熱プレスする成形工程とを有する。
(もっと読む)
繊維強化樹脂複合材料の製造方法
【課題】製造が効率的であるとともに、表面に焦げなどができず、表面品位に優れ、高強度かつ衝撃吸収性に優れる、繊維強化樹脂複合材料の製造方法を提供する。
【解決手段】補強用繊維と樹脂とからなる繊維強化樹脂複合材料において、補強用繊維に樹脂を含浸させて一体化させる際の加熱手段として、高周波誘導加熱装置を用いることを特徴とする繊維強化樹脂複合材料の製造方法。
(もっと読む)
樹脂積層体及びその製造方法
【課題】表面処理を行わなくてもオレフィン系樹脂層と発泡ウレタン樹脂層との十分な接着性が確保できる樹脂積層体及びその製造方法を提供する。
【解決手段】オレフィン系樹脂層21、23を金型にセットし、金型を加熱し、金型に、ポリオレフィン樹脂が不飽和カルボン酸等から選ばれる一種以上で変性され、変性量が0.1質量%以上50質量%未満である変性ポリオレフィン樹脂(A)と、粘度が1,000mPa・s以上10,000mPa・s未満であるポリオール化合物(B)と、ポリイソシアネート化合物(C)からなり、ポリオール化合物及びポリイソシアネート化合物の合計量と変性ポリオレフィン樹脂との質量比((B+C)/A)が95/5〜65/35であるポリウレタン材料成分の混合物を注入して発泡ウレタン樹脂層22を成形する。
(もっと読む)
自動車用内装部品並びにその製造方法
【課題】発泡樹脂基材とその表裏面側にそれぞれ一体化されるトップ層及び樹脂リブとからなる積層構造体を全体、あるいは一部に採用した自動車用内装部品並びにその製造方法において、外観性能を高め、かつ製作コストを低減化する。
【解決手段】ドアトリム20は、ドアトリムアッパー(積層構造体)30と、ドアトリムロア(樹脂単体品)40とから構成されている。ドアトリムアッパー30は、軽量でかつ保形性を有する発泡樹脂基材31と、その裏面に一体化される樹脂リブ32と、発泡樹脂基材31の表面側に射出成形されるトップ層33との積層構造体から構成され、射出成形によりトップ層33を成形することで、造形自由度を高めることができるとともに、かつ樹脂リブ32の収縮歪みが原因となる表面ヒケを防止でき、また、絞模様の転写も精度良く行なえる。
(もっと読む)
パッキン付き製造蓋の製造方法及び製造装置
【課題】容器蓋に設けられた嵌合溝にパッキンを容易に形成できて大量生産に適しているだけでなく、製造設備の省スペース化や省エネルギー化を実現することも可能なパッキン付き容器蓋の製造方法を提供する。
【解決手段】押出機20で加熱溶融された熱可塑性樹脂120をノズル40から線状に押出して容器蓋110の片面に設けられた嵌合溝111に流し込むことにより、嵌合溝111に沿ってパッキンを一体的に形成する。押出機20の内部では、加熱溶融した熱可塑性樹脂120に発泡剤121を添加し、ノズル40から吐出した直後に熱可塑性樹脂120を発泡させる。これにより、容器蓋110の全体を加熱することなく発泡体を嵌合溝111に充填することができるようになる。
(もっと読む)
成形体の製造方法、成形体、防音防振床
【課題】簡易な工程で、使用済自動車廃材から低コストかつ商品価値の高い成形体を製造可能な製造方法及びその成形品を提供する。
【解決手段】シュレッダーダストから、発泡樹脂類及び繊維類を主成分とする廃材を分別回収する分別回収工程S10と、分別回収した廃材に接着剤を所定量混合して混合物を生成する接着剤混合工程S20と、混合物を袋体に所定量充填して、袋体に充填された混合物を金型に設置する金型設置工程S30と、金型に充填された混合物を加熱及び加圧して成形する成形工程とからなることを特徴とする防音防振材の製造方法。
(もっと読む)
繊維ボードの製造方法
【課題】繊維ボードをプレスした後の厚み方向中間部のバインダー樹脂不足を回避して、厚み方向でのバインダー樹脂の偏在を避ける。
【解決手段】繊維とバインダー樹脂とを混合して繊維マットを作成し、複数枚の繊維マットを積層して熱プレスすることで所定形状に成形する繊維ボードの製造方法であって、中間層となる繊維マットの上下に、該中間層の繊維マットよりもバインダー樹脂含有量が少ない繊維マットを積層して表面層とし、該複数積層構造の積層繊維マットを熱プレスすることを特徴とする。
(もっと読む)
積層成形体の成形方法
【課題】モールドプレス成形工法、射出成形工法により、樹脂芯材とクッション層付き表皮とをプレス一体化する積層成形体の成形方法において、クッション層の復元性を生かしソフト感を高めるとともに、毛倒れを防止する。
【解決手段】成形金型40内に表皮30をセットした後、型締め及び溶融樹脂Mをキャビティ内に射出する射出・一次加圧工程後、キャビティ型50を微小ストローク上昇させてキャビティ内を減圧する減圧工程を採用することにより、クッション層32の復元性を高めるか、あるいは減圧工程において溶融樹脂Mの樹脂熱によりクッション層32A中の未発泡の発泡成分を二次発泡させ、復元性を高めることで製品のソフト感を向上させる。そして、表皮30におけるトップ層31として織布を使用した場合の毛倒れを防止する。
(もっと読む)
41 - 60 / 102
[ Back to top ]