
Fターム[4F204AA11]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 樹脂材料等(主成形材料) (5,525) | ポリオレフィン (429) | ポリプロピレン系 (163)
Fターム[4F204AA11]に分類される特許
141 - 160 / 163
成形品の製造方法

【課題】 一部の機器の性能が低かったりトラブルが生じたりしても生産効率の低下を少なくすることができる成形品の製造方法を提供する。
【解決手段】 熱可塑性樹脂1と無機質建材の廃材2とを加熱混練した混練材料5をシート材料3に押し出し成形し、このシート材料3を保管する工程と、保管後のシート材料3を遠赤外線により加熱した後、プレス成形する工程とを具備する。押し出し成形するまでの工程とプレス成形する工程とを切り離して分離することによって、各工程のサイクルを合わせる必要が無くなって各工程が互いに影響を与え合わないようにすることができる。
(もっと読む)
自動車用内装部品及びその製造方法

【課題】積層構造体を一部に含む内装部品であって、製品の軽量化を図るとともに、発泡樹脂基材の成形性能を高める。
【解決手段】ドアトリム10は、軽量で、かつ保形性を有する発泡樹脂基材21の裏面に樹脂リブ22が積層一体化され、かつ表面に加飾材23を貼付した積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成され、高温に加熱軟化処理した発泡樹脂シートSの一面側には、ドローダウンを抑制するドローダウン抑制層24が一体化されているため、高温に発泡樹脂シートSを加熱処理しても扱い易く、かつ成形金型40へのセット時、垂れ下がることがないため、発泡樹脂基材21の成形性を高めるとともに、加熱工程を廃止した加飾材23を発泡樹脂シートSと重ね合わせて発泡樹脂シートSの余熱により加飾材23を軟化させて一体成形する。
(もっと読む)
成形品の製造方法及び成形品
【課題】 成形材料に多量のフィラーを含有しても、品質を損なうことなく成形品を製造することのできる成形品の製造方法及び成形品を提供する。
【解決手段】 粉末化された熱可塑性樹脂2に多量のフィラー3を全体に対する体積比で60Vol%以上混合した成形材料1を熱可塑性樹脂2の融点以上の温度に加熱された金型10により減圧しながら溶融加圧し、この溶融した成形材料1を金型10ごと冷却するとともに、この金型10をその冷却時に加圧し、放熱板等からなる成形品を製造する。粒子状の熱可塑性樹脂2とフィラー3からなる成形材料1を略均一な力でプレス成形するので、多量のフィラー3を含有する成形材料1で成形品を容易に成形できる。
(もっと読む)
発泡表皮付き車両用内装部材の製造方法
【課題】合成樹脂の基体と、その表面を部分的に被覆する発泡表皮との見切りにバラツキが生じず、見栄えの良好な車両用内装部材を実現すること。
【解決手段】 合成樹脂からなる基体1と、その表面を部分的に被覆する発泡表皮2を一体成形して、発泡表皮2で被覆されない基体1の非被覆部10,12と発泡表皮2とが連続面をなすようにした発泡表皮付き車両用内装部材の製造方法において、予め発泡表皮2には、端縁に沿って該端縁に剛性を付与する非発泡の補強部22を形成しておき、発泡表皮2を、内装部材成形用金型3のキャビティ33内に、発泡表皮2の表面側をキャビティ33の上記基体1の表面側を成形する成形面に当接させてセットし、キャビティ33に基体成形材料を注入して発泡表皮2と一体に基体1を成形する。
(もっと読む)
繊維成形体の製造方法
【課題】バインダ樹脂の廃棄率を低減してバインダ樹脂を繊維の集合体の全部にわたって供給できる繊維成形体の製造方法を提供する。
【解決手段】繊維12がマット状に集合している繊維集合体13の一面に、繊維集合体13を構成する繊維12を結合可能なバインダ樹脂材料によって形成されたバインダシート15を配置し、繊維集合体13の他面に、繊維12を結合可能なバインダ樹脂材料に流動性が付与されて成るバインダ液17を付与する成形前材料作成工程と、成形前材料10を、バインダ樹脂材料の結合可能温度で加圧するプレス工程とを有する繊維成形体の製造方法を提供する。成形前材料10を加圧すると、繊維集合体13が圧縮され、バインダ液17が繊維集合体13の内部に浸透する。バインダシート15の存在により、バインダ液17は繊維集合体13から流出しないように調節でき、繊維集合体13を通り抜けてもバインダシート15によって受け止められる。
(もっと読む)
プレス成形型及びプレス成形による部品製造方法
本発明は、2個の型片(11,12)及び挟持枠要素を用いて製造する成形型によって、少なくとも1個の第1材料層(1)及び第2材料層(2)から部品を製造するプレス成形型に関し、成形型は部品の形状を決定し、第1及び第2型片を合わせることにより、第1材料層(1)及び第2材料層(2)の形成、並びに両方の材料層の接合をもたらし、また挟持枠要素は、第1(21)、第2(22)及び第3(23)挟持枠要素を含み、切断装置(100)は第1及び第2型片の間に延在する第2層の突出部を切断するために、第3挟持枠要素上に配置され、本発明はまた部品の製造方法に関する。  (もっと読む)
(もっと読む)
熱可塑性材料及び繊維から物品を形成する方法、熱可塑性材料及び繊維から物品を形成するシステム、熱可塑性構造要素を形成する方法、熱可塑性構造要素を形成するシステム、熱可塑性材料及び繊維から構造的部品を形成する方法、及び熱可塑性材料及び繊維から構造的部品を形成するシステム
【課題】 部品の高生産量を目指すのに有用であり、低圧成型で、高強度繊維を有する大きな部品又は構造物を提供する。
【解決手段】 熱可塑性樹脂又は熱可塑性混合材料からの熱成型するための装置10は、押出し機11、型変換ステーション12、及び圧縮型ステーション13を有して描かれている。押出機は、オーガーが押出しダイ16への押出し通路に沿ってその材料を送る間、ヒーターが熱可塑性樹脂材料を加熱して流体材料とする場所であるオーガー15内へ熱可塑性樹脂又は熱可塑性樹脂混合材料を送るために、頂上に設けられたホッパー14を有する。送られて押出し機から出た材料は、ダイ16の後端に設けられたトリマー17により切断される。  (もっと読む)
(もっと読む)
移動体用アンダーカバーおよびその製造方法
【課題】
低密度な繊維強化樹脂層と表皮層で構成されてなる、軽量性と力学特性だけでなく、吸音性にも優れた移動体用アンダーカバーと、その製造方法を提供する。
【解決手段】 少なくとも繊維強化樹脂層と表皮層で構成されてなるアンダーカバーであって、該繊維強化樹脂層が強化繊維の交叉位置に熱可塑性樹脂が配置された格子構造を有し、該繊維強化樹脂層の密度dが0.05〜1.0g/cm3の範囲内であり、前記の強化繊維の交点が熱可塑性樹脂で融着されてなる移動体用アンダーカバーで、この移動体用アンダーカバーは、繊維強化樹脂層と表皮層を含む成形用基材を、予め加熱して繊維強化樹脂層を厚み方向に膨張させた後、賦形することで製造することができる。
(もっと読む)
繊維ボードの製造方法及び繊維ボード
【課題】軽量かつ高強度でありながらも、層間剥離が発生しにくく、簡易に製造でき、生産性も高い繊維ボードの製造方法及び繊維ボードを提供する。
【解決手段】繊維11とバインダー樹脂12とを混合してウェブを形成する工程(ウェブ形成工程)と、前記ウェブを二枚重ねにして圧着する工程(ウェブ圧着工程)とからなる繊維ボード9の製造方法であって、前記ウェブ形成工程において前記ウェブの上面又は下面いずれか一方から他方に向かって前記バインダー樹脂12の含有率が徐々に高くなるように前記ウェブを形成し、前記ウェブ圧着工程において前記ウェブの上面又は下面のうち前記バインダー樹脂12の含有率が低い面同士を対向させ、高温状態で圧縮した後、冷却して、前記ウェブ同士を圧着する繊維ボード9の製造方法とした。
(もっと読む)
制御パネルと制御パネルの製造方法
自動車用の制御パネル(1)で、線状要素(2)から構築されたフレーム構造(3)を持ち、線状要素で区分されたフレーム構造の領域(4)を少なくとも部分的にプラスチックシート要素(5)で塞ぎ、プラスチックシート要素を単体材料結合により線状要素と結合する。これにより、従来の通常の単に部分的な強化とは対照的に、制御パネル全体の包括的な強化を初めて達成できる。 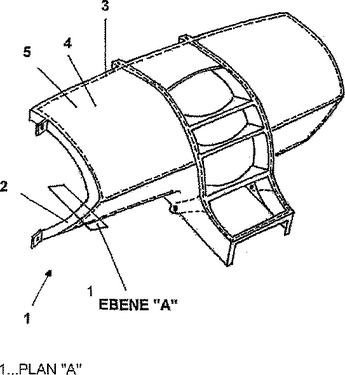 (もっと読む)
(もっと読む)
樹脂成形品の成形装置および成形方法
【課題】 粉体成形材料を成形板により加圧して樹脂成形品の成形を行う樹脂成形品の成形装置および成形方法において、熱効率が悪く、成形品の冷却時間が長くかかる問題を解決する。
【解決手段】 樹脂成形品の成形装置は、対向する第一の盤2と第二の盤4の少なくとも一方の盤2に取付けられた冷却板7と、直接加熱可能または他から加熱可能であって冷却板7に対して当接および離隔され粉体成形材料Bから成形される樹脂成形品Aの成形面17aを有する成形板15と、第一の盤2と第二の盤4との間で成形板15および冷却板7を介して加圧を行う加圧機構6とが備えられている。
(もっと読む)
FRP構造体
【課題】高剛性、軽量性を備えながら高いX線透過性を有するとともに、制振性に優れたFRP構造を提供し、X線機器用部材等に好適なFRP構造体を提供する。
【解決手段】次の構成要素[A]、[B]、[C]を含み、構成要素[B]の片側に厚みが5〜200μmの構成要素[C]、もう一方の側に構成要素[A]となる積層構成を有し、かつFRP構造体の中立面が[A]の内部にあることを特徴とするFRP構造体。
[A]熱可塑性樹脂発泡体層
[B]連続炭素繊維を強化繊維とするFRP層
[C]シート状樹脂層
(もっと読む)
高強度・高透明性ポリプロピレンシート
【課題】透明性と機械的性質に優れた厚物アイソタクチックポリプロピレンの提供
【解決手段】 結晶核剤を配合して成形したポリプロピレンシートで、弾性率1.2GPa以上、破断強さ90MPa以上であり、ヘーズ値が11%以下であることを特徴とする透明性ポリプロピレンシート、及びポリプロピレンに結晶核剤を配合し、シートを押出成形し、ポリプロピレンの融点をTmとしたとき、(Tm−90)℃以上で、(Tm−40)℃以下の温度のチルロール表面で結晶化したシートを、周波数1Hzの非共振強制振動法動的粘弾性温度曲線における損失係数の結晶分散ピーク温度をαcとしたときに、(αc−30)℃から(αc+20)℃の温度範囲で特定の条件下に圧延加工して、弾性率1.2GPa、最大応力90MPa以上であり、ヘーズ値が11%以下であることを特徴とする透明性ポリプロピレンシート。
(もっと読む)
熱可塑性成形プロセス及び装置
方法は、熱可塑性材料を加熱して、繊維と配合するための溶融した熱可塑性材料を作ることを含む。溶融した熱可塑性材料を繊維と配合して、重量濃度の繊維を有する溶融した複合材料を作る。次いで、別々に制御された材料を供給する動的ダイを通して溶融した複合材料を押し出し、下部モールドの上に重力降下させる。下部モールドは、下部モールド及び上部モールドのモールドキャビティに合う所定量の溶融した複合材料を下部モールド上に堆積させるために、複合材料の流れを受け取りながら空間的及び時間的に移動させることができる。上部モールドを所定量の溶融した複合材料に押し付けて下部モールドの上に閉じ、物品を形成することができる。 (もっと読む)
伸長された機械的締結ウェブラミネートの製造方法
本発明は、2つの主面を有し、一方の主面が対応する雌型締結材との係合のために適切な複数の雄型締結要素(14)を有する熱可塑性ウェブ層(13)と、他方の主面上の繊維状ウェブ層(11)とを含む伸長された機械的締結ウェブラミネート(1)の製造方法であって、(i)初期基本重量を有する繊維状ウェブ層(11)を提供する工程と、(ii)ロールの一方が複数の雄型締結要素(14)のネガ型であるキャビティ(120)を有する2つのロール(101)、(103)によって形成されるニップに繊維状ウェブ層(11)を通し、キャビティ(120)を充填する過剰量の溶融熱可塑性樹脂をキャビティ(120)中に導入し、そして樹脂の過剰量が熱可塑性ウェブ層(13)を形成し、樹脂を少なくとも部分的に凝固させ、そしてそのようにして形成された繊維状ウェブ層(11)と複数の雄型締結要素(14)を有する熱可塑性ウェブ層(13)とを含むウェブラミネート前駆体(10)をキャビティ(120)を有する円柱状ロール(103)から剥離し、それによって熱可塑性ウェブ層(13)が初期厚さおよび初期フック密度を有する工程と、(iii)ウェブラミネート前駆体(10)を一軸または二軸伸長して、それによって繊維状ウェブ層(11)の基本重量および熱可塑性ウェブ層(13)の厚さをそれぞれの初期値から低下させ、100g・m-2未満の基本重量を有する伸長された機械的締結ラミネート(1)を提供する工程とを含む方法に関する。 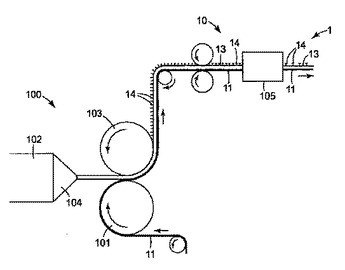 (もっと読む)
(もっと読む)
多層構造体
本発明は、合成樹脂から作製され、かつ頂面(2)と、縁(3と、5)と、前記頂面(2)の表面と基本的に同一の表面を有する底面(4)により形成され多層構造体(1)に関し、前記構造体は、面(2と、4)と縁(3と、5)を有する第一の層(6)と、面(2と、4)と縁(3と、5)との間に配置され、かつ前記面(2と、4)の表面と少なくとも同等の表面を有する第二の層(7)と;を具備している。本発明は、前記第二の層(7)が、少なくとも一つのジグザグ形の二重折り曲げ部を形成することを特徴とする。 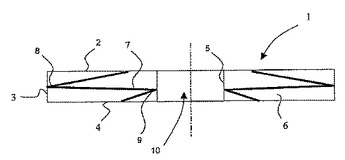 (もっと読む)
(もっと読む)
多層合成物体
本発明は、厚みEを有する壁を形成し、また物体構造を形成し、かつその容積の少なくとも80%を構成する第一の樹脂と、第一の型の樹脂中に別々に封入される少なくとも二つの機能層を形成する第二の樹脂を具備する多層軸対称の物体に関する。独創的な多層構造体は、(a)機能層が物体の別々の部分に配分されることと、(b)機能層が物体の対称軸上で心出しされた回転体を形成することと、(c)二つの機能層が前記壁に垂直な方向において一部重複されることを特徴とする。 (もっと読む)
改良されたガラスマット熱可塑性複合材
【課題】本発明は、加熱成形又は圧縮成形された時、樹脂の濃度が高いクラスAの表面を持つ複合材を形成する繊維強化された積層材料の組成物に係わる。
【解決手段】この積層材料は、開始剤と触媒を含む熱可塑性樹脂の層と、ガラスマットと、オリゴマー、モノマー及び熱可塑性樹脂の低粘性混合物である重合可能な成分の内層と、第2のガラスマットと、開始剤と触媒を含む熱可塑性樹脂の別の層とを有する。加熱成形又は圧縮成形された時、熱と圧力の組合せが、低粘性の重合可能な成分を、浸透性ガラスマットを通って表面に向かって移動させる。開始剤と触媒は、この重合可能な成分を重合させ、樹脂の濃度が高いクラスAの表面を形成させる。熱可塑性樹脂は強化繊維に完全に浸透し、補強ガラス繊維と熱可塑性樹脂のほぼ均一な混合物から成るコアを有する複合材を形成する。
(もっと読む)
圧縮成形装置、方法およびアイテム
パンチ(5;5a)および型の空洞(4;4a)が、その間でプラスチックの混合物(D)を受容するために互いに離れて配置された開位置と、前記パンチ(5;5a)および前記型の空洞(4;4a)が前記混合物(D)を押圧することによってアイテムを形成するように相互作用する閉位置との間の経路に沿って移動可能なパンチ(5;5a)および型の空洞(4;4a)を有する形成ユニット(3;3a)からなり、前記パンチ(5;5a)は前記経路に沿って前記空洞(4;4a)の上でない部分に保たれている装置。
 (もっと読む)
(もっと読む)
カレンダー加工された巻き線箔
ポリオレフィンのメルトフローインデックスが5g/10分未満、好ましくは1g/10分未満、特に0.7g/10分未満であることを特徴とする、ハロゲンを含まないカレンダー加工された、特に難燃性のポリオレフィン巻き線箔。 (もっと読む)
141 - 160 / 163
[ Back to top ]