
Fターム[4F204AA11]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 樹脂材料等(主成形材料) (5,525) | ポリオレフィン (429) | ポリプロピレン系 (163)
Fターム[4F204AA11]に分類される特許
61 - 80 / 163
積層基材、繊維強化プラスチック、およびそれらの製造方法

【課題】取り扱い性、複雑な形状への形状追従性に優れ、短時間成形可能であるとともに、繊維強化プラスチックとした場合、構造材に適用可能な耐衝撃性をはじめとする優れた力学物性、その低バラツキ性、優れた寸法安定性を発現する中間基材を提供する。
【解決手段】中間基材は、複数の一方向に配向した強化繊維と熱可塑性樹脂とからなるプリプレグ層7が、2方向以上に配向して一体化されている平板状の積層基材10であって、前記プリプレグ層の全面に強化繊維となす角度Θの絶対値が2〜25°の範囲内の直線状の切込4を有し、実質的にすべての強化繊維が前記切込により分断され、前記切込により分断された強化繊維の繊維長さLが10〜100mmの範囲内である。
(もっと読む)
自動車用内装部品の製造方法並びに積層構造体の成形金型

【課題】発泡樹脂基材と、その裏面側に一体化される樹脂リブとを備えた積層構造体を全体、あるいは一部に採用した自動車用内装部品の製造方法において、製品周縁の反り変形、波打ち変形等の成形不良を解消して、外観意匠性を高める。
【解決手段】ドアトリム10は、ドアトリムアッパー(積層構造体)20とドアトリムロア(樹脂単体品)30とから構成されている。ドアトリムアッパー20は、軽量でかつ保形性を有する発泡樹脂基材21と、その裏面に一体化される所定パターン形状の樹脂リブ22との積層構造体から構成され、成形上下型41,42の型締めにより、発泡樹脂基材21をキャビティ形状に沿って成形する際、キャビティ外周スペース427に冷却用エアを吹き付けるエアホース44、あるいは冷却用ブロック45を配設しておき、キャビティ内外において発泡樹脂シートSに温度差が生じるのを回避する。
(もっと読む)
シールのような物品を得るための装置および方法、並びに容器のシール
合成樹脂から物品(11;111;211;311)を成形するための装置は、前記物品(11;111;211;311)の縁部領域(14)を成形するための、その内側領域(19)の周りに延びる凹所(22)を有した成形手段(16)と、ピストン装置(35;135)と協働して前記凹所(22)に前記合成樹脂を供給する、前記凹所(22)に連続する位置で前記内側領域(19)につながっている管路(34)とを備える。 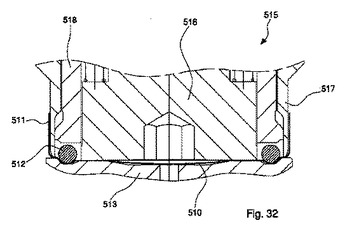 (もっと読む)
(もっと読む)
多層構造緩衝材の製造方法、ダンプトラックの受け木の製造方法、多層構造緩衝材及びダンプトラックの受け木
【課題】耐久性が高く安価でありかつ衝撃吸収性に優れた多層構造緩衝材の製造方法及び多層構造緩衝材を提供する。
【解決手段】ポリエチレン、ポリプロピレンのいずれかの再生樹脂を主成分とし、その他の再生樹脂を混入した樹脂材料を押出機24,26内で混練して加熱溶融し、この加熱溶融した樹脂を、押出機に装着され、内部に発泡ポリエチレンシート55を挿入した金型40内に加圧注入し、成型することで樹脂材料を発泡ポリエチレンシート55と一体化する。
(もっと読む)
樹脂製便器の製造方法
【課題】リム部、ボール部、およびスカート部を独立した樹脂製部材として備えた樹脂製便器において、これらの樹脂製部材の接合面における外側端部に意匠性などの機能性を付与することができる樹脂製便器の製造方法を提供する。
【解決手段】リム部2とボール部3との接合面8、および/またはリム部2とスカート部4との接合面9の外側端部に沿って設けられた樹脂注入用溝部10を含む領域を加熱する工程と、加熱された樹脂注入用溝部10に樹脂11を注入する工程と、樹脂注入用溝部10に注入された樹脂11を押圧することにより、注入された樹脂11を樹脂注入用溝部10内に充填し冷却する工程とを含むことを特徴としている。
(もっと読む)
可変厚さの多層物品
可塑性樹脂の多層充填物の圧縮成形で製造される、軸対称性でない多層物品であって、上記物品は、圧縮前に鋳型中の充填物の中心となる点に対応する供給中心を備えており、流れの長さである、上記供給中心と上記物品の端部の間の距離が一定でないものにおいて、与えられた流れの長さに対して、該流れの長さが大きいほど、この流れの長さに沿う部分の平均厚さが小さく、与えられた流れの長さに対して、該流れの長さが小さいほど、この流れの長さに沿う部分の平均厚さが大きい、ことを特徴とする。 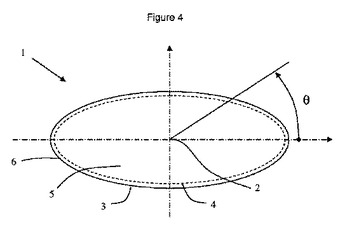 (もっと読む)
(もっと読む)
物体を移送するための装置
装置は、受け入れ手段(6)と、壁手段(500)によって境界が定められた、物体(D)を受け入れるための凹部(406)を有する、前記物体(D)を前記受け入れ手段(6)に移送するための移送手段(10)と、前記凹部(406)を通る前記物体(D)用の通路の断面を変化させるように、前記壁手段(500)の少なくとも一部分(440)を移動させるように構成された駆動手段(430;530;630)と、を含む。 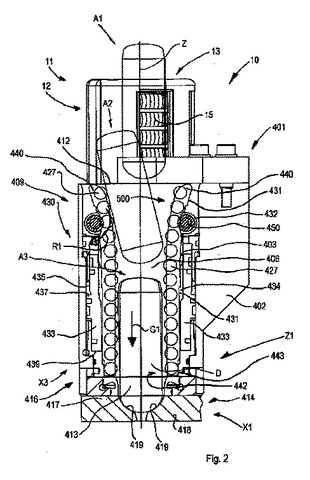 (もっと読む)
(もっと読む)
木粉樹脂複合ボードの端部切削面処理方法
【課題】木粉樹脂複合ボードの端部を切削加工した際に生じる粗い切削面が白く見え、他の非切削面と違和感が生じることを防ぎ、切削面を目立たなくすることのできる木粉樹脂複合ボードの端部切削面処理方法を提供する。
【解決手段】木粉と樹脂とを混合し溶融させて成形して得られる木粉樹脂複合ボードAの端部を切削加工し露出した切削面を処理する方法であって、該露出切削面を加熱下に加圧する熱圧締工程を含んでなる木粉樹脂複合ボードAの端部切削面処理方法。好ましくは、上記加熱温度を木粉樹脂複合ボードAを構成する樹脂の軟化温度付近とし、上記熱圧締工程が加熱ロール2または加熱ブレード3により行われる。
(もっと読む)
再生可能な繊維強化樹脂成形品の製造方法
【課題】容易に成形でき、しかも高精度で成形品を製造できる複合樹脂成形品の製造方法を提供する。
【解決手段】フィラー状、粉状の強化繊維原料を60重量%以上、マトリックス樹脂に充填してなる繊維強化素材(130,130',130'') を用いる。この繊維強化素材を破砕し、繊維強化素材の破砕片を平面上又は所定の立体形状の面上に並べて加熱加圧し、密集一体化させることによって所定の形状の複合樹脂成形品(131,131'')を製造する。繊維強化素材の原料には各種不燃性強化繊維を用いることができる。また、マトリックス樹脂には各種熱可塑性樹脂を用いることができる。
(もっと読む)
人工大理石の製造方法
【課題】天然大理石の外観を呈する人工大理石を製造する。
【解決手段】着色剤を添加して均一な色彩に混練した樹脂製の大理石素材を粒状、片状又は塊状に破砕し、色彩の異なる複数の破砕粒、破砕片及び/又は破砕塊を成形面上に並べて加圧し、破砕粒、破砕片及び/又は破砕塊を流動させるとともに相互に一体化させ、天然大理石の外観を呈する人工大理石を得る。着色剤は斑模様に混練してもよい。また、破砕粒、破砕片及び/又は破砕塊の表面に着色剤の表面層を形成するようにすることもできる。大理石素材の樹脂には充填剤、例えば水和金属化合物や炭酸カルシウムを添加混合するのがよい。
(もっと読む)
繊維強化熱可塑性プラスチック用多軸基材および成形体
【課題】組成変動なしに、機械的強度に優れた成形体を簡便に製造可能で、しかも基材自体の製造も簡便な繊維強化プラスチック用多軸基材を提供すること。機械的強度に優れ、しかも製造が簡便な繊維強化プラスチック成形体を提供すること。
【解決手段】強化繊維を引き揃えた強化繊維層(1a、1b)と熱可塑性樹脂繊維からなる不織布層(2a、2b、2c)とが交互に積層され、最上層(2a)および最下層(2c)が熱可塑性樹脂繊維不織布層である繊維強化熱可塑性プラスチック用多軸基材であって、強化繊維層を2層以上有し、ステッチ糸3により編成されている多軸基材、および該多軸基材を加熱・加圧成形してなる成形体。
(もっと読む)
繊維強化プラスチックおよびその製造方法
【課題】本発明は、3次元形状等を有する複雑形状であっても、優れた取扱性・樹脂含浸性・賦形性を有し、力学特性および品位の優れた繊維強化プラスチックおよび該繊維強化プラスチックを効率よく得ることができる製造方法を提供せんとするものである。
【解決手段】多数本の連続の強化繊維糸条が並行に配列されたシートを少なくとも2枚、該強化繊維糸条が交差するように、かつ、熱可塑性樹脂(A)からなる布帛状体が少なくとも前記シート間に配置されて積層体を構成し、該積層体が熱可塑性樹脂(B)からなるステッチ糸または熱可塑性樹脂(A)により一体化された多軸成形材料を成形してなる繊維強化プラスチックと、単繊維状でかつ不連続の強化繊維が熱可塑性樹脂(C)中にランダムに分散された繊維強化熱可塑性樹脂基材を成形してなる繊維強化プラスチックとを、熱可塑性樹脂(A)と熱可塑性樹脂(C)が連続した形態で一体化する。
(もっと読む)
複合シートの製造方法
【課題】車両内装用の芯材等として用いられる複合シートを簡易な工程、装置で、効率よく製造することができる複合シートの製造方法を提供する。
【解決手段】本発明の複合シートの製造方法は、熱可塑性樹脂繊維(プロピレン系樹脂繊維等)及び/又は熱可塑性樹脂粉末(プロピレン系樹脂粉末等)と、無機繊維(ガラス繊維等)とを含有するマット21を、オレフィン系樹脂架橋発泡シート1(プロピレン系樹脂架橋発泡シート等)の両面に積層させて積層体とし、その後、加熱(熱可塑性樹脂の融点を10〜70℃上回る温度範囲)し、熱可塑性樹脂繊維等を溶融させてマットを一部溶融マットとし、次いで、オレフィン系樹脂架橋発泡シートと一部溶融マットとからなる積層シートを加圧し、一部溶融マットを圧縮させるとともにオレフィン系樹脂架橋発泡シートの両面に圧着させ、その後、冷却することを特徴とする。
(もっと読む)
微細パターンの形成方法
【課題】一般的な樹脂および汎用の成形機を用いて、精度の良好な微細パターンを有する化学マイクロデバイスを大量生産するための方法を提供すること。
【解決手段】本発明の微細パターンを有する樹脂構造物の形成方法は、キャビティに嵌合するようにコアが設置されたインロー構造の金型を用いて、該キャビティ内に樹脂を充填して、該樹脂を加圧下で成形する工程を含む。したがって、インロー構造の金型を作成するだけで、特別な設備を必要とすることなく、種々の樹脂について微細パターンを有する樹脂構造物を大量生産できる。
(もっと読む)
成形吸音材
【課題】 塩化ビニル系樹脂により裏打ちされたカーペットの回収品及びカーペット製造時に発生する端材からなるカーペット廃材から、道路騒音を低減する吸音材として有効な成形吸音材の効率的な製造方法及びその成形吸音材の施工方法を提供する。
【解決手段】 塩化ビニル系樹脂により裏打ちされたカーペット廃材を粉砕後、粒径が3mm以下の樹脂裏打ち層を主成分とする粉砕物の含有量が30重量%以下となるように除去した粉砕物(イ)、及び/又は、粒径が1mm以下の微粉の含有量が5重量%以下となるように除去した粉砕物(ロ)と、芯鞘型合成繊維(ハ)及び/又は低融点合成繊維(ニ)を混合して配合物を得、さらに好ましくは、該配合物に水を混合後、高周波又はマイクロ波誘電加熱により加熱、加圧成形して吸音性、耐水性に優れた成形吸音材を得る。
(もっと読む)
熱可塑性樹脂成形体の製造方法
【課題】 成形サイクルの短縮化を図りつつ、良好な外観の熱可塑性樹脂成形体を製造することができる熱可塑性樹脂成形体の製造方法を提供すること。
【解決手段】 本発明に係る熱可塑性樹脂成形体の製造方法は、第1の金型2及び第1の金型2との間にキャビティを形成する第2の金型3のうち、少なくとも一方の金型におけるキャビティ面6aを金型の外部に配置される加熱手段17により加熱する加熱工程と、キャビティ内に溶融状熱可塑性樹脂を供給する供給工程と、供給された溶融状熱可塑性樹脂を冷却する冷却工程と、を備え、少なくとも一方の金型は、キャビティ面6aを有する金属板6と、金属板6におけるキャビティ面6aに対して裏面側に設けられる断熱部材11とを有するものである。
(もっと読む)
積層板及びその製造方法
【課題】強度を高めることができるとともに、大きさに係わらず成形後の歪みの発生を抑制することができる積層板及びその製造方法を得る。
【解決手段】車両用デッキボード1は、裏面側シート素材16と表面側シート素材15との間に発泡樹脂13およびリインフォース20を介在させた状態で下型21および上型22を型締めすることで、裏面側シート素材16および表面側シート素材15を溶着して嵩上げ架橋材入り積層部材26を形成し、裏面側シート素材16および表面側シート素材15を下型21および上型22にそれぞれ真空吸引させながら、裏面側シート素材16と表面側シート素材15とを溶着して形成した嵩上げ架橋材入り積層部材26の内部に圧縮空気を注入してブロー成形することで成形されている。
(もっと読む)
プレス金型及びプレス成形方法
【課題】「ばり」取り作業が不要となるプレス金型を提供する。
【解決手段】プレス金型10は、スタンパブルシート12が所定形状の製品になるように挟み込まれて成形される成形空間14を形成する雄型20と雌型30を備えている。雄型20には、スタンパブルシート12がプレス加工に先立って載置される直方体状の載置台22と、この載置台22の下に連続して位置する下台24と、これら載置台22及び下台24を支える基台26が形成されている。雌型30には、直方体状の空間(この空間の一部が成形空間14を構成する)の上面と外壁面を取り囲むように形成された成形面32と、この空間の底面の周縁部に相当する位置にあって、成形面32の下端に直交して広がる仕切面34とが形成されている。成形面32の下端部と仕切面34とによって段差36が形成されている。
(もっと読む)
発泡耐熱容器の製造方法
【課題】結晶性樹脂発泡シート材を用い、耐熱性と断熱性及び外観の光沢性を備え、見た目の見栄えがよく、収納した食品を電子レンジで直接加熱が可能となる商品価値の優れた容器を得ることができる発泡耐熱容器の製造方法を提供する。
【解決手段】凹型11と凸型12の嵌り合い成形隙間aを、成形に用いる結晶性樹脂発泡シート材Aの厚み以下に設定し、加熱させた凹型11と凸型12で結晶性樹脂発泡シート材Aを両面から挟んでプレス成形した際、凸型12を凹型11と同温もしくは高温に設定し、凹型11と凸型12に設けた吸引口19、20で結晶性樹脂発泡シート材Aを吸引して凹型11と凸型12の両面に密着させることにより結晶化を行い、成形後に、吸引を停止させた凸型12を先行で離型させて凹型11は吸引状態を継続することで成形品の表面を冷やし、吸引を停止して凹型11から成形品を離型する。
(もっと読む)
加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】木質感がよりリアルに表現された加飾樹脂成形品と、その有利な製造技術を提供する。
【解決手段】本木材の表面の微細な溝状凹部を転写して、かかる溝状凹部に対応する凸部がキャビティ面に設けられた成形キャビティを有する成形用型を形成した後、この成形用型を用いて、成形用型の成形キャビティ内に所定の溶融樹脂材料を充填し、固化することにより、成形キャビティのキャビティ面の凸部に対応した凹部22を、前記微細な溝状凹部と同様な形状をもって表面に形成して、木質感を表現する加飾が施された樹脂成形品10を成形するようにした。
(もっと読む)
61 - 80 / 163
[ Back to top ]