
Fターム[4F204AA40]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 樹脂材料等(主成形材料) (5,525) | 硬化性樹脂 (3,171) | ポリイミド(←ポリアミドイミド) (71)
Fターム[4F204AA40]に分類される特許
21 - 40 / 71
織りプリフォーム、コンポジットおよびその製造方法
【課題】3次元織りプリフォーム、そのプリフォームを組み込んだ強化コンポジット、およびそれらの製造方法の提供。
【解決手段】織りプリフォームは、2または3以上のたて糸操りファブリック層を含む。たて糸操りファブリックは、ダーツ部分と、ダーツのない部分とを含む。たて糸操りファブリックのダーツ部分をダーツのない部分に互いに結合し、それにより、プリフォームの全部分の周辺および半径の方向に連続ファイバが存在するようにする。一つのたて糸操りファブリックにおけるダーツのない部分は、他のたて糸操りファブリックにおけるダーツ部分を補強する。たて糸操りファブリックは、差動テークアップ機構を備える織機で織ることができる。たて糸操りファブリックは、単一あるいは多層のファブリックである。最終のプリフォームは、航空機の窓フレームの一部分になる。
(もっと読む)
織りプリフォーム、コンポジットおよびその製造方法

【課題】3次元織りプリフォーム、そのプリフォームを組み込んだ強化コンポジット、およびそれらの製造方法の提供。
【解決手段】織りプリフォームは、1または2以上のたて糸操りファブリック層を含む。たて糸操りファブリックの一部分を型に押し付けることにより、起立脚(20)を形成する。プリフォームは、その起立脚および本体部分のジャグル(15)を含む。本体部分および起立脚は、一体に織ることにより、プリフォームを横切る連続ファイバを設ける。たて糸操りファブリックの一部分には、たて糸方向にストレッチ・ブロークン・カーボン・ファイバがあり、別の部分には、一般のカーボン・ファイバがある。たて糸操りファブリックは、差動テークアップ機構を備える織機で織ることができる。たて糸操りファブリックは、単一あるいは多層のファブリックである。プリフォームあるいはコンポジットは、航空機の窓フレーム(10)の一部分になる。
(もっと読む)
溶融加工不能なポリマーから物品を形成する方法およびそれにより形成された物品
物体の製造方法には、ポリマー材料を圧縮して物体を形成するステップと、封入剤無しで少なくとも3ksiの圧力で不活性雰囲気中において物体を熱間等方圧加圧成形(HIP)するステップとが含まれている。この物体は任意選択により、熱間等方圧加圧成形(HIP)ステップに先立ち焼結されてもよい。物体は、熱間等方圧加圧成形(HIP)ステップに先立ち8%以下の多孔率を有していてもよい。ポリマー材料は溶融加工不能なポリマーであってもよい。 (もっと読む)
微細な炭素繊維を含有するポリイミド粉末及びそれを用いたポリイミド成形体
【課題】ポリイミド本来の特性を大幅に損なうことなく帯電防止及び/または導電機能を備えたポリイミド成形体を提供する。
【解決手段】芳香族テトラカルボン酸及び/またはその誘導体とジアミン化合物とから得られたポリイミド粉末に、気相成長法により製造される微細な炭素繊維であって、炭素原子のみから構成されるグラファイト網面が、閉じた頭頂部と、下部が開いた胴部とを有する釣鐘状構造単位を形成し、前記胴部の母線と繊維軸とのなす角θが15°より小さく、前記釣鐘状構造単位が、中心軸を共有して2〜30個積み重なって集合体を形成し、前記集合体が、Head−to−Tail様式で間隔をもって連結して繊維を形成していることを特徴とする微細な炭素繊維を、ポリイミド粉末に対して0.5〜10質量%の割合で添加してなる帯電防止及び/または導電性ポリイミド成形体用ポリイミド粉末。
(もっと読む)
熱硬化性樹脂のプロセッシングウィンドウを延長するプロセス
粒子状硬化剤を含有する熱硬化性樹脂のためのプロセッシングウィンドウは、樹脂を熱処理してその中に粒子が溶解されている低粘度の樹脂混合物を形成し、次に、低粘度の樹脂混合物を粒子の溶解温度を下回る温度で成形し繊維プリフォームに注入するという、組み合わされたステップを用いることで延長される。注入された樹脂プリフォームは、樹脂の硬化温度まで加熱され、最終的な樹脂の硬化が得られる。 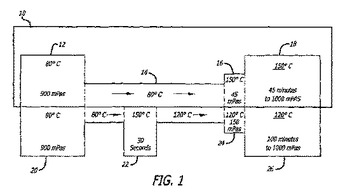 (もっと読む)
(もっと読む)
樹脂組成物、樹脂ワニス、複合材料及びその製造方法、プリプレグ並びに樹脂フィルム
【課題】アンカー効果に頼らずに金属層(金属膜)と樹脂基材等との接着性に優れ、表面が平滑な複合材料を得ることができる樹脂組成物を提供する。また、当該樹脂組成物を用いた樹脂ワニス、複合材料及びその製造方法、プリプレグ、樹脂フィルムを提供する。
【解決手段】少なくとも一部の表面を金属化する成形体に用いられ、加熱成形工程を経て成形される成形体用の樹脂組成物であって、(A)昇華性金属化合物と、(B)有機化合物とを含有し、(B)有機化合物が、熱硬化性樹脂及び熱可塑性樹脂から選ばれる少なくとも1種である樹脂組成物である。また、当該樹脂組成物を用いた樹脂ワニス、複合材料及びその製造方法、プリプレグ、樹脂フィルムである。
(もっと読む)
コポリマーベースのポリイミド物品および航空機におけるその使用
本明細書において、航空機における使用に適したポリイミド物品を作製するための方法が開示される。本明細書において開示される物品は、剛性、酸化安定性、耐摩耗性、ならびに加熱された湿気およびガスに対する透過性を有し、コポリマーベースのポリイミドおよび少なくとも1つの添加剤または充填剤を含み、20,000〜50,000psiの圧縮圧力を用いて作製される。  (もっと読む)
(もっと読む)
オートクレーブ硬化サイクルの設計プロセス及び硬化方法
方法は、ポリイミド樹脂を染み込ませた繊維強化層を用いてプレフォームを形成するステップと、ポリイミド樹脂系から溶媒のほぼ全部を除去するに十分な第1の時間をかけて、第1の真空、圧力、及び温度条件で溶媒を除去し、ポリイミド樹脂のイミド化がほぼ完全に生じるに十分な第2の時間をかけて、第2の真空、圧力、及び温度条件下でポリイミド樹脂系をイミド化し、イミド化の後、プレフォームが所定の温度になるとプレフォームに圧力をかけることを含めた第3の真空、圧力、及び温度条件下でプレフォームを強化し、第4の真空、圧力、及び温度条件でプレフォームを固化し、タービンエンジン部品の形状を有する硬化積層構造物を形成するステップを含む。溶媒除去段階、イミド化段階、強化段階、及び固化段階における所望の結果に応じた、ポリイミド樹脂の全体的な硬化サイクルを設計するための方法を提供する。
(もっと読む)
光学部品とその製造方法及び光学装置とその製造方法
【課題】光学部品を光学装置に取付ける際に位置や角度の調整も行うことができて後の調整を不要とした光学部品の接着方法を提供する。
【解決手段】光学部品を接着する接着材22は、液体状態に対して光または紫外線を照射あるいは加熱することによって弾性を有する半硬化状態となり、半硬化状態に対して光または紫外線を照射あるいは加熱することによって硬化する特性を有する樹脂材からなり、光学部品1の取付面に液体状態の樹脂材22を塗布し、液体状態の樹脂材22に対して光または紫外線を照射あるいは加熱して弾性を有する半硬化状態とし、半硬化状態の樹脂材22を有した光学部品1を光学装置の所定位置に位置決めし、この状態で樹脂材22に対して光または紫外線を照射あるいは加熱し硬化状態として、光学部品1を光学装置の所定位置に固定する。
(もっと読む)
積層体の製造方法
【課題】 本発明の課題は、金属層/ポリイミド系樹脂層/金属層の構成物を効率良く製造する方法を提供することにある。
【解決手段】ポリイミド系樹脂層の片面に金属層を有する積層体を用い、ポリイミド系樹脂層同士を重ね合わせて熱圧着することにより、ポリイミド系樹脂層の両面に金属層が直接積層された積層体を製造する方法において、熱圧着する以前に、過熱水蒸気を用いてポリイミド系樹脂層を加熱熱処理する工程を含むことを特徴とする。
(もっと読む)
シリコーンゴムシート、シリコーンゴム複層シートおよびこれらの製造方法
【課題】接着剤層が不要で、対象物との剥離性が向上したシリコーンゴムシートを提供する。
【解決手段】下記の第一加熱工程(H1)および第二加熱工程(H2)によって形成されたシリコーンゴム1層からなることを特徴とする、シリコーンゴムシート。第一加熱工程(H1):液状シリコーンを加熱して半硬化シリコーンゴムを形成させる工程。第二加熱工程(H2):半硬化シリコーンゴムを更に硬化させる工程。
(もっと読む)
プリフォーム用基材とその製造方法
【課題】賦形性と形態安定性に優れた、且つ、通気性が高く樹脂の含浸性にも優れたプリフォーム用の強化繊維基材を提供すること。
【解決手段】熱硬化性樹脂を主成分とするバインダー樹脂組成物であって、この樹脂組成物の融点(Tm)が0〜20℃であり、25℃における粘度が50〜500kPa・s、100〜150℃における粘度が0.01〜1.0Pa・sの範囲内にあるバインダー樹脂組成物を、シート状の強化繊維基材の片面又は両面に、強化繊維基材に対し1〜20重量%の範囲で、ドット状に付着してなるプリフォーム用基材、及びそれを複数積層して得られる積層基材又はプリフォーム。
(もっと読む)
プレス成形方法および成形体
【課題】強化繊維と熱可塑性樹脂からなる成形材料を用いたプレス成形において、作業性と成形性とを兼ね備えたプレス成形方法およびプレス成形方法で得られた成形体の提供
【解決手段】成形型を用いて、強化繊維と熱可塑性樹脂からなる成形材料をプレス成形する方法であって、少なくとも下記2種類の形状を有する成形材料(A)、(B)を積層して配置する工程、前記成形型の下面となる型の上に積層、配置した成形材料(A)、(B)を前記成形型の上面となる型を用いて加圧する工程を有するプレス成形方法。成形材料(A)が前記凹部の型の有する開口部の投影面積以下の投影面積を有する形状、成形材料(B)が少なくとも前記突起部形成用の溝部の投影面積以上の投影面積を有する形状である。
(もっと読む)
積層板の製造方法
【課題】フレキシブルプリント基板などの積層板製造時の熱ラミネートに際し、加圧加熱成形温度が350℃以上であっても、皺などの外観不良発生を抑制できる積層板製造法を提供する。
【解決手段】少なくとも(a)非熱可塑性のポリイミドフィルム、(b)熱可塑性および/または熱圧着性の接着剤の層及び(c)金属層(箔)の三層を含む複数の被積層材料を、加圧加熱成形装置により貼り合わせてなる積層板の製造方法であって、前記装置の加圧面と前記被積層材料との間に耐熱性繊維を含むフェルトより成る緩衝材を配置し、350〜500℃の加圧加熱成形を行うことを特徴とする積層板の製造方法。
(もっと読む)
熱可塑性樹脂複合材料成形品の成形方法
【課題】本発明は、空隙がほとんどなく繊維分散性のよい熱可塑性樹脂複合材料成形品を短時間で成形反りを発生させることなく成形できる成形方法を提供することを目的とする。
【解決手段】補強繊維材料に熱可塑性樹脂材料が偏在する被成形材料を用いて、被成形材料に対する当接部において均一な厚さに形成された一対の成形型体の間に被成形材料を配置し、被成形材料の周囲から内部の気体が排気可能となるように被成形材料の両側から成形型体により挟持して圧接した状態に設定し、成形型体と密着するように当接面が形成された一対の加熱プレス型体の間に成形型体を設置し加熱・加圧処理し、成形型体と密着するように当接面が形成された一対の冷却プレス型体の間に成形型体を設置し冷却・加圧処理することで、補強繊維材料中に熱可塑性樹脂材料を含浸し一体化させ成形する。
(もっと読む)
繊維強化複合体の製造方法
【課題】
本発明は、所望の形状に容易に成形できると共に、ボイドの発生を従来に比べ飛躍的に少なくする製造方法を提供することを目的とする。
【解決手段】
本発明1の繊維強化複合体の製造方法は、所望の形状に型付けした繊維体にVaRTM(真空含浸)工法にて前記樹脂溶液を含浸し、引き続き、真空引き状態で、加熱して、前記溶媒を除去して後、硬化することを特徴とする。
(もっと読む)
環状シームレスベルトおよびその製造方法
【課題】低コストでベルト端部強度が向上した、生産性のよい環状シームレスベルトの製造方法を提供する。
【解決手段】ベルト基材101の両端に該ベルト基材よりも厚い補強部102が一体的に設けられた環状シームレスベルト。軸方向で互いに連結/切り離し可能な2個以上の金型ユニットを連結させてなる連結式金型の表面に対して一端側から樹脂溶液を連続的に塗布しながら、該連結式金型を構成する金型ユニットのうち前記一端側最端部にある塗布が完了した金型ユニットを切り離すとともに、該連結式金型の他端側に新規金型ユニットを連結させるサイクルを繰り返す環状シームレスベルトの製造方法であって、金型ユニットの切り離し前に、切り離される金型ユニットpおよび該金型ユニットに隣接する金型ユニットqの表面にある樹脂塗膜に対して、それらの金型ユニットのつなぎ目で規制部材を押圧して、樹脂塗膜の端部を規制する環状シームレスベルトの製造方法。
(もっと読む)
銅張積層板及びその製造方法
【課題】 従来公知の基板用の銅張積層板では不可能であった接着強度が小さいこと及び銅箔をエッチング除去後の残部のポリイミドフィルムの透明性不良の問題点を解消した、オ−ルポリイミドの基板材料として好適な銅張積層板を提供する。
【解決手段】 ポリイミドフィルムと低粗度銅箔とが積層されてなり、銅箔エッチング後のフィルムの波長600nmでの光透過率が40%以上、曇価(HAZE)が30%以下であって、接着強度が500N/m以上である銅張積層板、及びポリイミドフィルムと銅層とが積層されてなり、銅層エッチング後のフィルムの波長600nmでの光透過率が40%以上、曇価(HAZE)が30%以下であって、接着強度が500N/m以上であり、150℃で1000時間の熱処理後の接着強度が285N/m以上である銅張積層板。
(もっと読む)
樹脂トランスファー成形法及び複合材料
【課題】下型に敷設した繊維強化材上に上型を重ねた後、キャビティ内を減圧しながら、樹脂を上型と下型が形成するキャビティ内に注入して繊維強化材に含浸させ、次いで硬化させる樹脂トランスファー成型法において、硬化後に未含浸部やボイド等のない厚さの均一な成型品が得られる樹脂トランスファー成型法を提供することにある。
【解決手段】キャビティ内に180度C以上で溶融させたマトリックス樹脂である熱硬化性イミドオリゴマー樹脂を、繊維強化材に含浸して樹脂注入圧力が上昇しだすまでは、60cc/分以上250cc/分以下の速度で注入する。
(もっと読む)
半導電性ポリイミド系無端管状フイルムの製造方法
【課題】よりバラツキのない安定した電気抵抗とより平滑な裏表面を有する半導電性ポリイミド系無端管状フイルムを提供すること。
【解決手段】以下の工程を含む半導電性ポリアミド系無端管状フイルムの製造方法:(1)ポリアミド酸と導電性カーボンブラックと、ポリアミド酸に対して0.5〜3.5重量%重量%のpKb≧5の塩基性有機化合物とを主成分とする成形原液を、角速度4〜6rad/sの回転速度下にある金属製円筒体内に噴霧状で成形・供給する工程;及び(2)前記成形原液が供給された金属製円筒体を加熱する工程。
(もっと読む)
21 - 40 / 71
[ Back to top ]