
Fターム[4F204AH33]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 電気電子装置(←電子部品) (806)
Fターム[4F204AH33]の下位に属するFターム
送配電(←プラグ、コネクタ) (14)
プリント配線基板(←銅張積層板) (98)
封入電子部品(←ICカード) (177)
磁気テープ、磁気ディスク、磁気カード (11)
音響機器(←拡声器コーン)
通信機器(←アンテナ) (4)
電気電子装置用のパネル、ケース (63)
Fターム[4F204AH33]に分類される特許
61 - 80 / 439
レンズの製造装置及びレンズの製造方法、レンズ、撮像装置
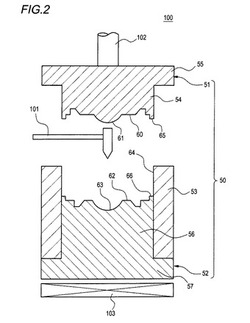
【課題】一般的なエネルギー硬化性の樹脂でレンズを製造するにあたって、バリの発生を防止し、レンズの離型を円滑なものとする。
【解決手段】エネルギー硬化性の樹脂からなるレンズ20の製造装置100は、上型51及び下型52並びに胴型53を含む成形型50と、下型51の成形面62上に樹脂を供給する樹脂供給手段101と、上型51を移動させて上型51及び下型52の双方の成形面60,62の間隔を拡縮させる駆動手段102と、間隔を縮小された上型51及び下型52の双方の成形面60,62で挟まれて成形された樹脂に硬化エネルギーを供給するエネルギー供給手段103と、を備え、上型51の成形面60の縁には全周にわたって凸条65が設けられ、下型52の成形面62の縁には全周にわたって凸条66がそれぞれ設けられており、上型51及び下型52の双方の成形面60,62の間隔を縮小する際に、上型51の成形面60の凸条65と下型52の成形面62の凸条66との間に隙間を残して上型51の移動を停止させる。
(もっと読む)
スキンレスフォームローラ、その製造方法およびその成形金型
【課題】スキンレスフォームローラの表面に良好な開口性を付与し開口性を持続して与えるに足る複合皮膜層を有した成形金型、ならびにその成形金型を用いた画像不良の発生を長期に抑制できるスキンレスフォームローラおよび効率の良いその製造方法を提供すること。
【解決手段】少なくともウレタンフォーム原料と接触する表面にNiを含むメッキマトリックスとフッ素樹脂との分散共析物である複合皮膜層を有し、該複合皮膜層を飛行時間型二次イオン質量分析装置(TOF−SIMS)で照射イオンGa+で測定した際に分子量1850以下の正イオンのトータルイオン強度に対するニッケル(Ni)および炭化フッ素(CF)の正イオン強度の百分率がそれぞれ明細書中に定義される範囲のスキンレスフォームローラ成形金型。この成形金型を用いたスキンレスフォームローラおよびスキンレスフォームローラの製造方法。
(もっと読む)
熱可塑性樹脂製フィルムの製造方法

【課題】ポリ塩化ビニル、ポリオレフィン等の熱可塑性樹脂、特に溶融粘度が高く溶融伸びの低い樹脂をフィルムを製造するための材料として用いた場合でも、膜厚精度の高いフィルムを製造する方法を提供する。
【解決手段】熱可塑性樹脂を含むフィルムを製造する方法であって、該方法は、熱可塑性樹脂を含有する材料であって、一対の対向する平らな部分を有する材料1を、前記熱可塑性樹脂が溶融している状態で一対のロール2の間に供給する工程と、前記一対のロール2で前記一対の平らな部分をあわせて圧延することにより、前記平らな部分同士を融着させて、一枚の一体化したフィルムを形成する工程とを有し、前記ロール2に供給される材料1が、平らな部分を有する2枚の別々のフィルム、または端辺部が接続部によって連結された一対の対向する平らな部分を有する1枚の扁平な筒状のフィルムである方法。
(もっと読む)
成形方法
【課題】成形型ユニットを用い、液状の混合材料から製品を成形する方法であって、成形品中に気泡が存在することも成形品の表面が局部的に欠損することも容易に防止できるものを提供する。
【解決手段】成形型ユニット100のキャビティを材料で充填し、成形型ユニット100うちの少なくともめす型102を、キャビティが材料で充填されている状態で、攪拌機40内に配置し、その攪拌機40により、成形型ユニット100のうちの少なくともめす型102を、真空圧下において、公転軸まわりに公転させつつ、その公転軸に対して偏心した自転軸まわりに自転させ、それにより、キャビティ内において材料を攪拌しつつ脱泡する。
(もっと読む)
電子写真装置用ブレード部材製造方法及び製造装置
【課題】硬化時間の速いポリウレタン組成物を用い高品質な電子写真装置用ブレード部材を連続的に成型する製造方法及び製造装置を提供する。
【解決手段】外周面に連続した成型用溝を形成した成型ドラムとエンドレスベルトを用いる電子写真装置用ブレード部材製造方法において、電子写真装置用ブレード部材が粘度が500〜3000mPa・sであるA)〜D)を含むポリウレタン組成物を硬化したポリウレタン樹脂であり、組成物の注入点は成型ドラムとエンドレスベルトが初めに接触する部分からエンドレスベルトの移動方向に対して上流側のエンドレスベルト上の成型用溝に対向する位置にある方法。A)ポリイソシアネートB)数平均分子量が1000〜4000のアジペート系ポリエステルポリオールC)分子量200以下の鎖延長剤D)イソシアヌレート化触媒20〜500ppm、ウレタン化触媒200〜1500ppm。
(もっと読む)
プレス成形方法およびその成形体
【課題】強化繊維とマトリックス樹脂からなる成形材料の成形体製造時における、工程の簡略化および作業性に優れるプレス成形方法を提供する。
【解決手段】強化繊維とマトリックス樹脂からなる成形材料7をプレス成形する方法において、開口部を有する凹部の型5と、該凹部に対応する凸部を有し、該凹部の型5との間でキャビティが構成される凸部の型2からなるプレス成形型であって、動力源として、プレス成形型を稼働させる加圧装置の型締め力および/または型開き力を用い、剪断力により余肉部分を除去する剪断加工機構3、4と、成形材料7を加圧し、プレス成形をする機構とを併せ持った構成を有する成形型1内にて実施するプレス成形方法。
(もっと読む)
光学フィルムの製造方法、およびこれより得られた光学フィルム
【課題】透過性および光輝性に優れた光学フィルムを、支持フィルムを用いることなく簡便に製造できる方法、およびこれより得られた光学フィルムを提供する。
【解決手段】凹凸形状の光学パターンが形成された転写面を有する第一の成型具と、凹凸形状の光学パターンが形成された転写面を有し、活性エネルギー線を透過する第二の成型具との転写面の間に、25℃における粘度が60〜1505mPa・sである感光性樹脂を配し、第二の成型具側から感光性樹脂に活性エネルギー線を照射して感光性樹脂を硬化した後、各成型具を剥離して、感光性樹脂の硬化物11の両面に各成型具の光学パターンを転写することを特徴とする光学フィルム10の製造方法、およびこれより得られた、感光性樹脂の硬化物11の両面に凹凸構造が形成された光学フィルム10。
(もっと読む)
定着部材の製造方法
【課題】不完全な定着の発生を抑制しうる定着部材を提供する。
【解決手段】基材110を得る工程と、基材110の外面の周りに外側スリーブ130を配置する工程と、基材110の外面と外側スリーブ130の内面の間に中間層120を注入し、定着部材を形成する工程と、定着部材100を硬化させる工程と、定着部材100を、外側スリーブ130の融点より約30℃低い温度と外側スリーブ130の融点より約50℃高い温度との間の第1の温度で約1から約20分間調整する工程と、を含む、定着部材100の製造方法である。
(もっと読む)
定量装置および定量方法
【課題】液状ゴム材料の飛散を抑制可能な定量装置を提供する。
【解決手段】定量装置10は、吐出口7aから下方に連続的に吐出された液状ゴム材料20を、吐出口7aの下方にある金型に定量する。また、定量装置10は、吐出口7aから金型への液状ゴム材料20の軌道内にある位置と、当該位置よりも下方にあり、液状ゴム材料20の軌道外にある位置と、の間を直進移動可能なロール1を有する。また、定量装置10は、ロール1を、液状ゴム材料20の軌道がロール1の表面と接する位置におけるロール1の表面の回転方向が重力方向とは反対方向になるように回転駆動させる駆動手段を有する。
(もっと読む)
プレス成形方法およびその成形体
【課題】強化繊維と熱可塑性樹脂からなる成形材料の成形体製造時における形状賦形性および表面外観に優れるプレス成形方法および成形体を提供すること。
【解決手段】繊強化繊維と熱可塑性樹脂からなる成形材料をプレス成形する方法において、工程(I)〜(IV)を含んでなるプレス成形方法。
工程(I):予め、シート状の成形材料を積層せしめた後、該成形材料を構成する熱可塑性樹脂の可塑化温度以上まで加熱し、かつ、該成形材料の最外層の温度(A)と、該成形材料の厚み方向の中心の温度(B)の温度差(ΔT=B−A)が20℃以上、100℃以下の範囲内となる温度に加熱する工程。
工程(II):可塑化温度まで加熱せしめた成形材料を搬送し、解放された所定の成形型へ配置する工程。
工程(III):前記成形型を型締めすることで成形材料を加圧冷却し、成形品を得る工程。
工程(IV):前記成形型を解放し、前記成形型から成形品を取り出す工程。
(もっと読む)
プレス成形品の製造方法
【課題】積層成形品には不向きであった薄型成形品にも対応でき、等方的に力学特性に優れた、複雑形状のプレス成形品の製造方法を提供する。
【解決手段】強化繊維基材に熱可塑性樹脂が含浸されてなるプリプレグを2層以上積層したプリフォームを加圧力を0.1〜100MPaとしてプレス成形する。当該強化繊維基材は、繊維長10mmを越える強化繊維が0〜50重量%、繊維長2〜10mmの強化繊維が50〜100重量%、繊維長2mm未満の強化繊維が0〜50重量%から構成され、プリプレグは、そこに含まれる強化繊維単糸a1と該強化繊維単糸a1と交差する強化繊維単糸b2とで形成される二次元配向角8の平均値が10〜80度であり、かつ23℃での厚みh0が0.03〜1mm、引張強度σが50〜1000MPaである。
(もっと読む)
光拡散性ジメチルシリコーンゴム組成物及びLED光拡散成型体
【課題】耐候性に優れ、全光線透過率と光拡散性を両立した硬化物を与える光拡散性ジメチルシリコーンゴム組成物、及び該組成物を成形、硬化してなるLED光拡散成型体を提供する。
【解決手段】ジメチルポリシロキサン又はジメチルポリシロキサンと無機質充填剤又はジメチルポリシロキサンと無機質充填剤とウエッターとからなる透明又は半透明な未架橋ジメチルシリコーンゴム配合物100質量部に、平均粒径が0.5〜100μmで、かつフェニル基含有シロキサン単位を含むシリコーン弾性体粒子からなる光拡散剤0.1〜100質量部を添加、分散してなることを特徴とする光拡散性ジメチルシリコーンゴム組成物。
(もっと読む)
光学素子シートの同時両面形成方法、およびその光学素子シート形成装置
【課題】ベースフィルムの表面と裏面に複数の光学素子を同時に形成するに際して、形成される光学素子シートの反りを解消できる光学素子シートの同時両面形成方法、およびその光学素子シート形成装置を提供する。
【解決手段】第1ロール金型3と第2ロール金型4とを所定間隔を空けて水平方向に対向配置し、両ロール金型3,4の間にベースフィルムFを供給してそれぞれのロール金型3,4により複数の光学素子La、Lbを前記ベースフィルムFの両面に同時に成型、成形もしくは印刷するとともに、両ロール金型3,4で形成された光学素子シートを鉛直下方に搬送し、樹脂が完全に硬化するまでの距離以上の距離で鉛直方向の搬送を継続することを特徴とする光学素子シートの同時両面形成方法、およびその光学素子シート形成装置。
(もっと読む)
電子部品の樹脂封止成形装置
【課題】圧縮成形用の成形型を用いて、成形前基板に装着された所要複数個の半導体チップを樹脂材料によって樹脂封止する際に、樹脂封止工程における生産性の向上を図る。
【解決手段】樹脂封止成形装置1は、一対の圧縮成形用の成形型5において所定の数の成形前基板17を配置し、該成形前基板17に装着された所要複数個のチップ15を各別に且つ略同時に圧縮成形して樹脂封止する。また、樹脂封止成形装置1は、インユニットとアウトユニットとの間において一対の圧縮成形用の成形型5を有するプレスユニット7を所要数だけ連結した構成を有する。
(もっと読む)
積層体の製造方法
【課題】反りが少なく、透明性、樹脂基材と機能性層との密着性に優れ、また機能層によりそれぞれ優れた性能が得られ、さらに光学歪が少なく、表面欠陥が少なく外観に優れた積層体を製造する。
【解決手段】機能性層付き転写フィルムの前記機能性層が形成されていない面を型へ貼り合わせる第1の工程、前記フィルムが貼り合わされた型と他の型を、前記フィルム側が内側に位置するように向かい合わせて鋳型を作製する第2の工程、前記鋳型に樹脂原料を注入し注型重合を行う第3の工程、重合終了後、該重合により形成された樹脂基材上に、前記フィルムが積層された樹脂積層体を鋳型から剥離する第4の工程、及び、その後機能性層を樹脂基材側に残してフィルムを剥離する第5の工程、を含む積層体の製造方法。
(もっと読む)
金属と樹脂との複合体の製造方法
【課題】金属よりなる金属部と樹脂よりなる樹脂部とが接着剤を用いることなく強固に接着された金属と樹脂との複合体の製造方法を提供することを目的とする。
【解決手段】金属部は表面にカルボキシル基あるいはアミノ基、またはヒドロキシル基が付与されたものである。一方、樹脂部はエポキシ基を含む接着性改質剤が配合されたものである。カルボキシル基あるいはアミノ基、またはヒドロキシル基とエポキシ基との相互作用により、金属部と樹脂部とが接着されていることを特徴とする金属と樹脂との複合体の製造方法。
(もっと読む)
ディスペンサを備えた転写装置、ディスペンサの吐出量検出方法、及びディスペンサの吐出量制御方法
【課題】ディスペンサより吐出されるUV硬化性樹脂の量が一定となるように調整可能な転写装置を提供する
【解決手段】ディスペンサ20のやや下方にカメラ18を設け、該カメラ18によりディスペンサ20より吐出される液滴pを撮影する。更に、この液滴pの画像に基づいて該液滴pが球体形状であるとした場合の半径r1を求め、これを所定の演算式に代入して液滴pの体積V1を求める。そして、液滴pの体積V1に基づいて、ディスペンサ20より単位時間当たりに吐出されるUV硬化性樹脂の量を求め、この情報を操作者に通知する。従って、操作者はUV硬化性樹脂の吐出量が適正な量であるか否かを判断することができ、UV硬化性樹脂の吐出量が基準量となるように調整することができる。
(もっと読む)
耐熱性と高温領域の引張特性が向上した全芳香族ポリイミド樹脂の製造方法
【課題】ポリイミドの特性をそのまま維持しながら、耐熱性と高温領域での引張強度及び延伸率を向上させて、より高い耐熱性及び機械的特性が要求される半導体産業、宇宙航空分野の重要耐熱素材として応用が可能な全芳香族ポリイミド樹脂の製造方法を提供する。
【解決手段】本発明による全芳香族ポリイミド樹脂の製造方法は、比率が調節された2つの芳香族テトラカルボン酸二無水物と芳香族ジアミンを溶液重合することを含むことを特徴とする。
(もっと読む)
窓構造体の製造方法
【課題】樹脂材料で構成される窓構造体の製造方法において、工程が少なく、構造体としての信頼性が高い窓構造体を製造することができる窓構造体の製造方法を実現する。
【解決手段】成形型30の内部に、枠状に形成された炭素繊維集合体20を用意し、窓部11を構成する透明樹脂材料21を流し込むことにより、炭素繊維強化プラスチックからなる窓枠12と透明樹脂からなる窓部11とを一体成形して窓構造体10を製造する。これによれば、窓部11と窓枠12とを別々に成形する必要がないので、組み付け工数を低減し、製造コストを低減することができる。また、窓部11と窓枠12との間に接着部などの界面が存在しないため、構造体としての信頼性を向上させることができる。
(もっと読む)
現像ローラ及びその製造方法、プロセスカートリッジ並びに電子写真画像形成装置
【課題】当接する他部材との間の電位差により引き起こされる電流リークを抑制し、長期間にわたって安定した画像形成が可能な現像ローラを提供する。
【解決手段】軸芯体、シリコーンゴムを含む弾性層及び樹脂層をこの順で具備する現像ローラであって、該弾性層の端面にSiO2が偏在していることを特徴とする。なお、このシリコーンゴム弾性層端面にSiO2を偏在させることで、該弾性層の端部は高抵抗化されている。また、該SiO2の偏在は、弾性層端部に直流電流を印加することにより達成できる。
(もっと読む)
61 - 80 / 439
[ Back to top ]