
Fターム[4F204AH33]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 電気電子装置(←電子部品) (806)
Fターム[4F204AH33]の下位に属するFターム
送配電(←プラグ、コネクタ) (14)
プリント配線基板(←銅張積層板) (98)
封入電子部品(←ICカード) (177)
磁気テープ、磁気ディスク、磁気カード (11)
音響機器(←拡声器コーン)
通信機器(←アンテナ) (4)
電気電子装置用のパネル、ケース (63)
Fターム[4F204AH33]に分類される特許
21 - 40 / 439
光学素子の製造方法
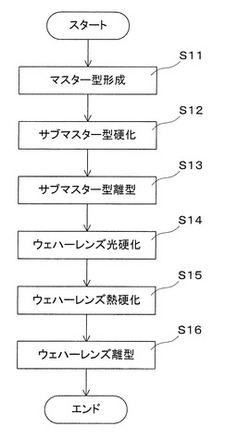
【課題】急激な硬化収縮による内部歪みを防止しつつ、樹脂製の成形型を用いてもレンズ部のピッチずれを防ぐことができる光学素子の製造方法を提供すること。
【解決手段】光硬化性樹脂であるウェハーレンズ100の樹脂102bを光硬化工程(ステップS14)と熱硬化工程(ステップS15)の2段階に分けて硬化させることにより、樹脂102bの反応速度をコントロールすることができる。これにより、樹脂102bの速い硬化による急激な収縮が発生することを防止することができる。また、サブマスター型40のサブマスター成形部41の樹脂材料41bと樹脂102bの線膨張割合を略等しくすることにより、ウェハーレンズ100のような大きな面積の光学素子を製造する場合でも、第1レンズ本体11aのピッチずれを防ぐことができる。
(もっと読む)
繊維樹脂複合構造体、成形体の製造方法及び成形体
【課題】外観の良好な機械的特性に優れた3次元成形体、及び成形することにより前記成形体を容易に製造することができ、材料脱落の無い取扱性の良好な繊維樹脂複合構造体を提供すること。
【解決手段】(A)熱可塑性樹脂及び熱硬化性樹脂から選ばれる少なくとも1種の樹脂と、(B)融点が異なる2成分以上の熱可塑性樹脂の繊維から構成される複合繊維と、(C)前記(B)複合繊維を除く有機繊維及び無機繊維から選ばれる少なくとも1種の繊維と、を含み、前記(B)複合繊維を構成する1成分の熱可塑性樹脂の繊維が少なくとも2本以上の複合繊維間を結着していることを特徴とする繊維樹脂複合構造体、上述の繊維樹脂複合構造体を裁断して所定の形状にする過程を経た後、加熱加圧成形することを特徴とする成形体の製造方法によって得られる成形体。
(もっと読む)
透明樹脂板の連続製造方法

【課題】活性エネルギー線透過性フィルムを用いた透明樹脂板を連続的に製造する方法において、うねりが小さく、熱収縮に異方性がない光学材料への適応も可能な透明樹脂板を製造する。
【解決手段】可撓性を有する活性エネルギー線透過性フィルム1の上に、粘度が100〜1,000,000mPa・sである重合性モノマー組成物5を供給し、供給された重合性モノマー組成物上に別の活性エネルギー線透過性フィルム1’を被せ、前記フィルムの少なくとも一方のフィルムを介して前記重合性モノマー組成物に照射装置2により活性エネルギー線を照射し、前記重合性モノマーを重合してモノマー含有率が1〜50重量%である板状組成物5’とする工程と、前記板状組成物から前記活性エネルギー線透過性フィルムを剥離し、前記板状組成物を熱風炉10にて加熱して重合を完結させ、板状組成物に対して移送方向に2〜30N/cm2の張力を印加する工程からなる。
(もっと読む)
FRPパネルの製造方法及び製造装置
【課題】含浸距離を短くして製造時間の短縮を図るとともに、樹脂の未含浸やボイド等のない高品質のFRPパネルを製造することができるFRPパネルの製造方法及びその製造装置を提供する。
【解決手段】VARTM成形法によるFRPパネルの製造方法であって、被成形体2の中心線に沿って脱気部9を配置し、脱気部9の両側に脱気部9と略平行に複数の樹脂供給部10を所定間隔で配置し、脱気部9により被成形体2の中心線上から脱気しながら、両側の樹脂供給部10より同時に樹脂を供給して樹脂含浸を進行させて成形する。
(もっと読む)
基板処理方法、プログラム、コンピュータ記憶媒体、基板処理装置及びインプリントシステム
【課題】基板上に塗布膜を効率よく形成し、基板処理のスループットを向上させる。
【解決手段】ウェハ処理装置において、ウェハWの表面W1に紫外線を照射し、当該表面W1を洗浄する(図18(a))。その後、ウェハWの表面W1全面に密着剤Bを塗布し(図18(b))、当該密着剤Bを焼成した後(図18(c))、密着剤Bをリンスして、ウェハW上に密着膜BFを成膜する(図18(d))。その後、ウェハWの密着膜BF上に光重合開始剤を有するレジスト液Rを塗布する(図18(e))。その後、ウェハW上のレジスト液Rに所定の光量の紫外線を照射し、当該レジスト液Rを、ウェハW上で拡散せず、且つ凝集しないような流動性を有する半硬化状態にする。そして、ウェハW上に半硬化状態のレジスト膜RFを成膜する(図18(f))。
(もっと読む)
成形品の製造方法および成形品
【課題】加熱中に熱膨張を生ずる成形材料のスタンピング成形において、成形サイクルを短縮させ、かつ、厚みが不均一な材料についても均一に加熱できる成形材料の製造方法を提供する。
【解決手段】不連続強化繊維基材に熱可塑性樹脂を含浸してなる成形材料を、次の(A)〜(C)の工程を経て加熱して後、プレス成形する成形品の製造方法で(A)がオフラインにて実施されることを特徴とする。(A)その表面温度および中心温度のそれぞれが成形温度域となるまで昇温する第一の加熱工程3a。(B)成形品前駆体を第二の加熱工程(C)に搬送する工程であって、かかる工程中における成形品前駆体の表面温度および中心温度のそれぞれが、特定の関係を満たす搬送工程2。(C)成形品前駆体を加熱して、その表面温度および中心温度のそれぞれを、成形温度域まで昇温する第二の加熱工程3b。
(もっと読む)
パターン形成方法およびパターン
【課題】インクジェット法を用いて光硬化組成物の適用を行っても超微細パターンが良好に形成できるパターン形成方法を提供する。
【解決手段】重合性化合物および重合開始剤を含有する光硬化性組成物を基材上または微細パターンを有するモールド上に適用し、該光硬化性組成物をモールドまたは基材で挟んだ状態で光照射することを含むパターン形成方法であって、光硬化性組成物の25℃における粘度が12〜100mPa・sであり、光硬化性組成物は、液滴を吐出により、基材上または微細パターンを有するモールド上に適用し、前記光硬化性組成物の吐出時の温度が28℃以上である、パターン形成方法。
(もっと読む)
金属複合体の製造方法
【課題】
金属材同士、又は金属材と他の構造材とを樹脂硬化層を介して複合化した金属複合体の製造方法であって、金属材の複雑形状への加工性と短時間での複合化を容易に達成し、且つ、接着強度に優れる金属複合体を製造可能な、製造方法を提供すること。
【解決手段】
金属材と該金属材に沿って設けられた樹脂硬化層とを備える金属複合体を製造する方法であって、特定の熱硬化性樹脂を含有するシート状基材を加熱して熱硬化性樹脂を半硬化させる第1−1の工程と、金属材をその表面温度が180℃を超えて400℃以下となるように予熱する第1−2の工程と、表面温度が180℃以下である成形金型内に、第1−1の工程を経たシート状基材と、第1−2の工程により予熱された金属材とを接するように配置または積層し、加圧により金属複合体に成形する第2の工程と、を備える、金属複合体の製造方法。
(もっと読む)
ブッシング及びその製造方法
【課題】複合絶縁部材の接着強度を向上させてコンパクトで絶縁性能及び機械強度に優れ、更に製造コストの低減も可能なブッシング及びその製造方法を提供すること。
【解決手段】導体1と、導体1と一体にモールド成形され、導体1を覆うエポキシ樹脂により形成されたモールド部材2と、モールド部材2の表面にシランカップリング剤が塗布された後、導体1を覆うモールド部材2と一体にモールド成形され、モールド部材2を覆うとともに主剤及び硬化剤からなる二液性の付加型液状シリコーンゴムにより形成されたモールド部材4と、を備えたブッシングを提供する。
(もっと読む)
樹脂製部品の製造方法
【課題】表面の曇り、色むら、表面の亀裂、ボイド、表面の白化等の、ガスに起因する外観欠陥が、成形品に発生しにくい樹脂製部品の製造方法を提供する。
【解決手段】金型のキャビティ内に樹脂組成物を配し加熱しながら加圧して、樹脂組成物をキャビティの形状に略一致する形状に成形する。次に、型開きを行いキャビティ内の樹脂組成物を加圧状態から常圧状態とすることにより、予備成形工程で熱硬化性樹脂から発生したガスを金型内から外部へ放出するガス抜き動作を、複数回行う。ガス抜き工程が終了したら、樹脂組成物を再度加圧して圧縮成形する。この本成形工程での加圧力の高さは、予備成形工程及びガス抜き工程におけるいずれの加圧力よりも高圧とする。このような状態で所定時間加熱して熱硬化性樹脂が硬化したら、型開きを行い、成形品を金型から取り出す。
(もっと読む)
ブレード部材の製造方法及び製造装置
【課題】電子写真装置用ブレードのポリウレタン樹脂製のブレード部材を個別に間欠的に製造する方法を提供する。
【解決手段】少なくとも一つの成型溝を形成した成型ドラム、それに当接したエンドレスベルトを用いたブレード部材の製造装置を用い、該成型溝は、成型されるブレード部材の大きさ形状を有しており、かつ、成型ドラム回転方向に対して平行又は直交して設けられており、ポリウレタン樹脂原料はエンドレスベルト上にブレード部材相当量が間欠的に吐出され、成型ドラムの回転に伴い、該原料が成型溝とエンドレスベルトに挟まれ、さらにそこで加熱硬化されてブレード部材となり、さらに、成型ドラムが回転し、ブレード部材の脱型位置で脱型手段により取り出される。なお、ポリウレタン樹脂原料の吐出及びブレード部材の脱型は成型溝の位置を検出して行われる。
(もっと読む)
定着部材とその製造方法、定着装置及び画像形成装置
【課題】揮発性有機化合物であるシロキサンの放散を防ぐことができる定着部材を提供すること。
【解決手段】芯金(芯材)26にシリコーンゴム層27を形成し、該シリコーンゴム層27の外表面にフッ素樹脂フィルム28を被覆して成る加圧ローラー(定着部材)22において、前記シリコーンゴム層28の前記フッ素樹脂フィルム29によって被覆されないで外部に露出する端面部分27Aを他の部分よりも揮発成分含有量が低くて硬度が高いシリコーンゴムで構成する。又、前記シリコーンゴム層27の端面部分27Aを構成するシリコーンゴムの揮発成分含有量(揮発成分抽出量)を10μg/ml以下、硬度を20以上に設定する。
(もっと読む)
ポリオレフィン系樹脂シートの製造方法
【課題】高速かつ高圧な圧延伸をすることなく、さらにポリオレフィン系樹脂シートの結晶化度を向上させ、耐熱性、及び寸法安定性に優れたポリオレフィン系樹脂シートを提供すること。
【解決手段】本発明のポリオレフィン系樹脂シートの製造方法は、ポリオレフィン系樹脂を溶融させ、溶融ポリオレフィン系樹脂とする溶融工程と上記溶融工程後のポリオレフィン系樹脂を、ガラス転移温度(Tg)を超えて融点(Tm)未満の間の温度内で所定時間保持する保持工程と前記保持工程後のポリオレフィン系樹脂を、上記温度内で加圧する加圧工程とを備えたことを特徴とする。
(もっと読む)
転写ローラ、その製造方法および画像形成装置
【課題】低硬度で良好な密着性を有する転写ローラ、およびその転写ローラを装着した画像形成装置を提供する。
【解決手段】芯金の周りにポリウレタンフォーム層が成形型内で形成された転写ローラであって、該ポリウレタンフォーム層の表面の平均開口径(A)が0.05mm以上0.5mm以下であり、表面から1mm芯金側にある該ポリウレタンフォーム層の平均セル径(B)が0.1mm以上1.0mm以下、該ポリウレタンフォーム層の表面の平均セル壁(C)が0.03mm以上0.5mm以下である。
(もっと読む)
カーボン凝結体成形品の製造方法及びカーボン凝結体成形品
【課題】カーボン粉粒と結合材である熱硬化性樹脂との混合物を加温した金型に投入して圧縮成形する炊飯釜などの場合、金型の抜き勾配が極めて小さいうえ、成形品が硬化収縮に伴って金型面との嵌合力が強くなって脱型が困難になるため、成型品に不用意な変形を来すことのない態様を備えることが必要であった。
【解決手段】この発明に係るカーボン凝結体成形品の製造方法は、カーボン粉粒と熱硬化性高炭素含有化合物が主体の混合物である成形材料を用いる圧縮成形の金型に、易分解性の繊維状物質から成る伸縮性を備えた不織布を配設した状態で、加圧する成形工程を備えて成るものである。
(もっと読む)
板状構成材を積層するための積層方法
【課題】公知の方法の改善によってさらに優れた作業成果の達成または真空積層プレスに要されるサイクル時間の短縮、あるいはその両方を実現する。
【解決手段】気密に区画すると共に圧力差によって上下に変位する押付手段を備えた真空チャンバ内に構成材が装入され、真空チャンバは排気され、構成材が給気や圧力付与によって構成材側に押し付けられることにより、加工熱が構成材に伝達され、接着剤層は加熱され軟化し、活性化温度に達すると、押付手段による所定の積層荷重の作用下で活性化される。その際、構成材は真空チャンバ内に装入された後、先ず、押付手段によって所定の積層荷重の約2%から約10%までに相当する微小積層荷重が加えられると同時に、構成材は接着剤層の活性化温度以下に保たれ、その後に構成材から微小積層荷重が取り除かれ、次に、構成材は接着剤層の活性化温度にまで加熱されて、押付手段によって積層荷重が加えられる。
(もっと読む)
防水部材、その製造方法、部材及び端末
【課題】電子製品などに使用され、作業が容易であると同時に長期間使用しても防水力低下の恐れがない防水部材を提供すること。
【解決手段】防水部材は高分子シートと高分子シートに形成されたUV樹脂層を有する。防水部材の製造方法は、第1UV樹脂液を第1金型に注入し、高分子シートを第1UV樹脂液の上に配置し、第1金型に第1UV樹脂液を注入し、第1UV樹脂液の上に高分子シートを配置し、高分子シートと第1UV樹脂液とを密着させるように圧着し、第1UV樹脂液に紫外線を照射して硬化させ、高分子シートに第1UV樹脂層を形成し、第2金型に第2UV樹脂液を注入し、第2UV樹脂液の上に第1UV樹脂層が形成された高分子シートを配置し、第1UV樹脂層が形成された高分子シートと第2UV樹脂液とを密着させるように圧着し、第2UV樹脂液に紫外線を照射して硬化させ、高分子シートに第2UV樹脂層を形成する。
(もっと読む)
注型成形品の製造方法
【課題】成形時間を短縮でき、注型成形品の生産効率の向上が可能な注型成形品の製造方法を提供する。
【解決手段】注型用樹脂材料を注型型に注入して加熱硬化させる注型成形品の製造方法において、前記注型型に注入する前に前記注型用樹脂材料を加熱し、前記注型用樹脂材料の粘度がその加熱温度で最低粘度に到達した後も加熱し続けて粘度を上昇させ、前記注型用樹脂材料の粘度が前記最低粘度よりも高くかつ加熱前の注型用樹脂材料の粘度よりも低い前記注型用樹脂材料を前記注型型に注入することを特徴とする。
(もっと読む)
液体注入モールド法による半導体発光デバイスパッケージの形成方法、及びモールドされた半導体発光デバイスリボン
【課題】半導体発光デバイスを搭載するように構成された基板を作製する工程を含む、半導体発光デバイスをパッケージする方法を提供すること。
【解決手段】半導体発光デバイスをパッケージングする方法は半導体発光デバイスを搭載するように構成された基板を作製するステップを含む。該基板は中に半導体発光デバイスを搭載するように構成された空洞を含んでもよい。該半導体発光デバイスは該基板上に搭載されて基板の接続部分に電気的に接続される。該基板は該半導体発光デバイス上に、該基板に接着された光素子を形成するために液体注入モールドされる。液体注入モールドのステップに先行して空洞の中の電気的に接続された半導体発光デバイス上に軟樹脂を塗布するステップがある。半導体発光デバイスの基板リボンも提供される。
(もっと読む)
シリコーン型を使用するリソグラフィ技法
【課題】十分な離型性を提供し、シリコーン型において高いアスペクト比の形状(feature)から、複数の正確なパターン形状を提供。
【解決手段】A)パターン化表面を有するシリコーン型を、硬化性(メタ)アクリレート組成物で充填することであって、該硬化性(メタ)アクリレート組成物が、(a)フルオロ官能性(メタ)アクリレート又はフルオロ官能性(メタ)アクリレートと(メタ)アクリレートとの組合せ、(b)光開始剤、B)前記硬化性(メタ)アクリレート組成物を硬化させて、パターン形状を形成すること、C)前記シリコーン型と前記パターン形状とを分離すること、任意選択で、D)前記パターン形状をエッチングすること、及び任意選択で、E)前記シリコーン型を再使用して、工程A)〜D)を繰り返すことを含む方法。
(もっと読む)
21 - 40 / 439
[ Back to top ]