
Fターム[4F204AM28]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 成形装置、成形操作のその他の特徴 (1,253) | 成形雰囲気、環境の特徴 (488) | 真空、減圧 (395)
Fターム[4F204AM28]に分類される特許
161 - 180 / 395
繊維強化プラスチックの製造方法
【課題】良好な流動性、複雑な形状の成形追従性を有する基材を用いて、繊維強化プラスチックとした場合、優れた力学特性、その低バラツキ性、優れた寸法安定性を安定して発現する高品位・高品質の繊維強化プラスチックの製造方法を提供すること。
【解決手段】板厚の異なる段差部を有する繊維強化プラスチックを、
(1)プリプレグ基材の積層数が多い厚肉部と、プリプレグ基材の積層数が少ない薄肉部と、厚肉部と薄肉部との境界である段差部とが形成されるように積層し、板厚の異なる平板状の積層体を得、
(2)成形型に設けられている段差部に、積層体の段差部が位置するように位置決めして配置し、積層体を伸長させて充填させ、
(3)前記成形型から前記繊維強化プラスチックを取り出して、成形する。
(もっと読む)
繊維強化プラスチックのプレス成形法

【課題】生産性良好に大量生産可能で、かつ、強度的にも優れたFRP成形品を成形することができる新規なFRPのプレス成形法を提供すること。
【解決手段】雄雌型12、14からなる成形型(附形型)を用いて行う繊維強化プラスチック(FRP)のプレス成形法。当該プレス成形法は、1)複数枚積層された所定大きさの積層プリプレグ30を、予備加熱された成形型12、14の雄型14にセットする第一工程、2)前記成形型12、14を型閉完了前から型内を排気しながら型閉して、気泡を余剰樹脂とともに追い出し附形する第二工程、及び、3)成形型12、14を硬化温度まで昇温させて、所定時間保持して硬化完了後、離型する第三工程、からなる。
(もっと読む)
連続するファイバ合成部品をモールド成形する方法と装置。
【課題】連続ファイバ合成部品を製造する方法を提供する。
【解決手段】 本発明の方法は、(A)ファブリクをモールド領域に供給するステップと、前記ファブリクの連続性は、前記ファブリクの供給ポイントと供給されたファブリクの間で保持され、(B)供給された前記ファブリクにレジンを含浸させるステップと、(C)ワークピースを形成するために、前記レジンを硬化するステップと、(D)前記ワークピースを、前記モールド領域から取り出すステップとを有する。前記(D)ステップは前記ファイバの連続性によって可能であり、これにより更にファブリクが供給ポイントからモールド領域に供給される。
(もっと読む)
加圧成形パッド
【課題】オス型に積層した繊維強化樹脂複合材の積層体の外側に被せて用いられる加圧成形パッドの加圧成形時に必要な弾性特性を損なわず、着脱や成形使用の繰返しにおいて変形の激しい部分の損傷を防止する。
【解決手段】本発明の加圧成形パッドは、オス型治具4の頂部bに跨って被せられるゴム製の加圧成形パッド15であって、表面のうち、頂部の曲率の大きい一端部に合わせられる部分の外表面のみに、目の空いた織物14が接着され、織物が接着される表面以外の表面にゴム材が露出するとともに内部がゴム材のみで構成されてなる。織物は、構成糸14a1本の太さ以上の間隔に目の空いたものとする。本パッドは、頂部の曲率の大きい一端から他端側に移るに従って当該頂部の曲率が小さくなるオス型の形状に倣って曲率が変化する形状を有し、前期一端相当位置から他端側に移るに従って織物の構成糸が太く、織物の目が粗くなっている。
(もっと読む)
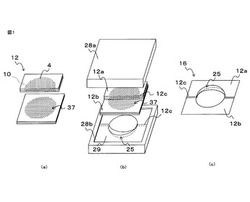
バキューム成形装置
【課題】複数回のバキューム成形に亘ってフィルム材を再利用することができるバキューム成形技術を提供する。
【解決方法】バキューム成形装置10は、カーボン繊維(素材)50を所定の形状を有する製品に成形する成形面22を有するプリフォーム型(成形型)12と、プリフォーム型12の成形面22を気密に覆うバッグフィルム(フィルム材)30を備えている。バッグフィルム30には、成形前後のカーボン繊維50を成形面22とバッグフィルム30の間に出し入れ可能に開閉するファスナ部40が形成されている。そのため、カーボン繊維50を成形面22とバッグフィルム30の間に出し入れする際に、ファスナ部40を通して出し入れすることができ、プリフォーム型12に接合されているバッグフィルム30を取り外す必要がない。複数回のバキューム成形に亘ってバッグフィルム30を再利用することができる。
(もっと読む)
ダイヤフラムを押圧機構とするホットエンボス装置およびホットエンボス加工法
【課題】
従来のプレス機型の一括転写型ホットエンボス装置により、マイクロ・ナノオーダの微小パターンを転写しようとしたとき、型と被加工材の平行の狂いが原因で成形不良を起こすことがあり、アライメント調整が問題となる。また、転写の範囲が大面積化するにつれて、機械剛性の問題による装置のたわみも同様に問題となる。
【解決手段】
高圧チャンバ(1)と低圧チャンバ(2)の圧力差によって駆動されるダイヤフラム(3)によって構成されたダイヤフラム差圧駆動機構(4)を用い、ダイヤフラムで型(5)と被加工材(6)をともに加熱用プレート(7)との間で押圧することで、型表面の微細パターンを被加工材表面に転写する。ダイヤフラムは流体圧によって均等に駆動されるため、型のアライメントの狂いや装置の撓みにダイヤフラムの変形が追随することができ、装置の機械剛性の影響も受けにくい。
(もっと読む)
複合材を製造する方法及び風車羽根
複合材を製造する方法が提供される。この方法は、少なくとも1つの繊維マット(11,12,14,15,19−22)を型(1,7,17)の内面に配置するステップと、型(1,7,17)の内面と少なくとも1つの繊維マット(11,12,14,15,19−22)との間に吸引作用を提供するステップと、少なくとも1つの繊維マット(11,12,14,15,19−22)のうちの最も外側の繊維マット(15,22)を少なくとも1つの真空バッグ(5A,5B)で被覆するステップと、真空バッグ(5A,5B)と型(1,7,17)との間の領域に、真空を加えながら樹脂を注入するステップと、樹脂を硬化させるステップと、型(1,7,17)を除去するステップとを含む。  (もっと読む)
(もっと読む)
繊維強化樹脂構造体の製造装置及び製造方法
【課題】含浸欠陥の発生を解消することができる繊維強化樹脂構造体の製造方法及びその製造装置を提供する。
【解決手段】第1型11と、該第1型11を覆うフィルム状の第2型12とからキャビティーを形成してなり、該キャビティー内に設置された繊維積層体15に、減圧状態で樹脂16を含浸させてなる繊維強化樹脂構造体の製造装置であって、前記第2型12側に配設され、前記繊維積層体15に含浸させる樹脂16の流量を増加させる網目状の樹脂フローメディア22と、前記樹脂フローメディア22の第1型11側に配設されてなり、主樹脂供給部(第1の樹脂供給部)14−1から注入される流動樹脂のフローフロントの進行を抑制する樹脂流れ抑制部材21とを有する。
(もっと読む)
航空機および宇宙機のための繊維複合構成材を製造するための方法および成形装置
航空機および宇宙機のための補強された繊維複合構成材(1)を製造する方法では、予め鋳型部(3)が形成された成形工具(2)が提供される。成形支持部材(4)が、成形工具(2)の鋳型部(3)で成形される。成形支持部材(4)の少なくとも一部上には半完成繊維製品(5)が配置される。配置された半完成繊維製品(5)を成形支持部材(4)で変形することで、少なくとも一つの補強部(7、8、9)が成形支持部材4上に形成される。その後、成形支持部材(4)は、成形支持部材(4)上に形成された補強部(7、8、9)と共に成形工具(2)から取り外される。このように形成された補強部(7、8、9)は、成形支持部材(4)に支持されている。形成された補強部(7、8、9)は、対応する繊維複合構成材(12)に対して、位置決めさた状態で配置される。その後、補強部(7、8、9)が硬化され、補強された繊維複合構成材(1)が形成される。成形装置は、予め形成された鋳型部(3)と、鋳型部(3)に取り外し可能に保持された成形支持部材(4)とを有する。 (もっと読む)
口金付樹脂管及びその製造方法
【課題】口金付樹脂管の口金と樹脂管との接合部における気密性の維持を課題とする。
【解決手段】本発明は、口金1と、一端部を口金に接合した樹脂管2とを有する口金付樹脂管であって、一端部2aの外周面が、口金内に配置され口金の内周面に被着接合している口金付樹脂管である。また、本口金付樹脂管を製造する本発明の製造方法であって、口金より熱膨張率が大きい棒材を用い、樹脂管を構成する樹脂管構成材を棒材に巻き付けて筒状にして、樹脂管構成材の筒状にされた一端部を口金内に、当該一端部内に棒材を、これら3者を略同軸にして配置した上で加熱する加熱工程を備え、本加熱工程により、樹脂管構成材を溶融させつつ、口金と棒材の熱膨張率差により前記一端部に口金からの外圧及び棒材からの内圧を生じさせて前記一端部の外周面を口金の内周面に圧着保持して前記一端部の外周面を口金の内周面に融着させ、樹脂管を成形する製造方法である。
(もっと読む)
繊維強化樹脂製配管材の製造方法
【課題】管端に差口を有するパイプ継手を、インフュージョン成形法を用いて生産性よく製造することができる繊維強化樹脂製配管材の製造方法を提供する。
【解決手段】成形型1の型面に沿う筒状をした強化繊維層2を、気密性フィルム5で覆い、この気密性フィルム5と成形型1との間に形成される気密空間S内に収容し、気密空間S内を大気圧より減圧したのち、強化繊維層2の端部を気密性フィルム5の外側から接続される他の配管材の管端部の内径と略同じ内径をした外径規制型7を装着して外径規制し、減圧状態を保ちながら気密空間S外からマトリックス樹脂を気密空間S内に供給して強化繊維層2に含浸させ、含浸完了後、含浸されたマトリックス樹脂を硬化あるいは固化させるようにした。
(もっと読む)
繊維強化樹脂成形品の製造方法
【課題】肉厚の成形品を得る場合や、強度の高い成形品を得る場合においても、マトリックス樹脂の含浸不良や含浸時間の長期化を防止することができ、生産性の高い繊維強化樹脂成形品の製造方法を提供することを目的としている。
【解決手段】強化繊維層を厚み方向に分かれた複数の分割層に分割し、分割層と分割層の間にも樹脂拡散媒体を挟み込み、気密空間内に供給されたマトリックス樹脂を強化繊維層表面の樹脂拡散媒体と分割層間の樹脂拡散媒体とによって拡散させながら強化繊維層に含浸させることを特徴としている。
(もっと読む)
樹脂製回転体成形用半加工品の製造方法及び樹脂製回転体の製造方法ならびに樹脂製歯車
【課題】1つの補強用繊維基材だけを用いた場合であっても、金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体を作業性よく製造する。
【解決手段】抄造法により、ブッシュ2の外周部の周囲に補強繊維を集積させてブッシュ2の外周部を囲む補強繊維集積体8を形成する第1のステップと、補強繊維集積体8を回転軸の軸線方向に圧縮して補強用繊維基材5を形成する第2のステップとからなる。そして、第1のステップと第2のステップとを、ブッシュと補強繊維集積体を収容している同一装置7内で連続して行う。
(もっと読む)
筒型繊維強化樹脂成形品の製造方法
【課題】マトリックス樹脂の未含浸部分の発生がなく、強度的に優れ、かつ、水密性に優れた筒状繊維強化樹脂成形品を安定して製造することができる方法を提供することを目的としている。
【解決手段】筒状または柱状をした成形型の型面に沿って強化繊維からなる強化繊維層を設け、気密性フィルムと成形型との間に形成される気密空間内に少なくとも強化繊維層を収容し、気密空間内を大気圧より減圧したのち、この減圧状態を保ちながら気密空間外からマトリックス樹脂を気密空間内に供給してマトリックス樹脂を強化繊維層に含浸させる工程を備える筒型繊維強化成形品の製造方法において、成形型を立てた状態でマトリックス樹脂を強化繊維層の下端から含浸させること特徴としている。
(もっと読む)
積層パネルとその製造方法
【課題】作業者がVOCガスを吸入したり樹脂に接触したりせず、更に、手作業によりコア材のスリットにパテを塗り込んだり、コア材を予め曲面に合わせて変形させたりすることなく、短時間かつ容易に、即ち一発成型により曲面を有するコア材と強化繊維とを積層した積層パネルを製造する方法を提供する。
【解決手段】コア材を合成樹脂製の平板状体の片面に複数の膨出部が小間隙を開けて一体的に形成し、前記小間隙は前記積層体を前記型材表面に形成された曲面に沿わせて撓ませたときに、この積層体の曲がりを阻止することがなく、且つ、液状の樹脂を全体的に供給することができる樹脂の小流路を形成し、更にこの樹脂が硬化して膨出部同士が一体化するように配置した。
(もっと読む)
穴開き部を有するFRP成形品の製造方法
【課題】従来、RTM成形と機械加工を組合わせることによって穴開き部を有するFRP成形品を製造していた方法を、合理化し、RTM成形のみでFRP成形品を製造する方法を提供すること。
【解決手段】RTM成形法によって穴開き部を有するFRP成形品を製造するに際し、成形型に敷設したプリフォームの前記穴開き部に相当する箇所に設けられた成形型のピン穴にピンを配置し、該ピンで前記プリフォームを穿設し、しかる後、成形型を型締めしてRTM成形法によりRTM成形体を成形し、次いで、前記ピンを抜いた跡の穴を利用して、所望の穴開き部を形成せしめることからなるFRP成形品の製造方法。
(もっと読む)
樹脂トランスファー成形法
【課題】成形後に成型品から剥離して廃棄する樹脂拡散媒体を使用することなく、樹脂を効率よく拡散することができる樹脂トランスファー成形法の提供。
【解決手段】型3に敷設した強化用繊維層上にバギングフィルム7を重ねて当該バギングフィルム周縁を型に気密にシールし、バギングフィルムと型との間を排気すると共に、バギングフィルムと型との間に樹脂を注入することにより樹脂を強化用繊維に含浸させて硬化させる樹脂トランスファー成形法において、強化用繊維層の外側に強化用繊維層の表面に沿って樹脂注入路8と樹脂排出路9とを交互に設け、樹脂注入路に樹脂を注入することにより、注入した樹脂を強化用繊維層を通して樹脂排出路に移動させて強化用繊維層に前記樹脂を含浸させる。
(もっと読む)
ドレープ成形方法
【課題】プリプレグ積層体を曲げるに際し、シワやボイドの無い良質な成形体を得るためのドレープ成形方法を提供する。
【解決手段】平板状に積層したプリプレグ積層体を、所望の型上で横断面に屈曲部を有する柱状に賦形した後に加熱硬化させるドレープ成形方法であって、プリプレグに使用しているマトリックス樹脂の40℃における粘度が1500Pa・s以上30000Pa・s以下で、かつ該プリプレグ積層体を50℃以上100℃以下に加熱した後、真空脱気法を用いて3分以上25分以下の時間をかけて所望の型に賦形した後に加熱硬化させることを特徴とするドレープ成形方法。
(もっと読む)
真空RTM成形方法
【課題】繊維体積含有率が高く、樹脂欠損の無い、高品質のFRP成形品を効率よく確実に製造できる真空RTM成形方法を提供する。
【解決手段】成形型上に強化繊維プリフォームを配置し、バッグ材で覆って、内部を吸引により減圧する減圧工程A、所定温度T0において、強化繊維プリフォームに液状熱硬化性樹脂を注入し、強化繊維プリフォームに含浸させた後に、注入を閉止する樹脂注入工程B、温度T0よりも高い所定の温度T1まで昇温する第1の昇温工程C、温度T1において、樹脂含浸強化繊維プリフォーム内の余剰な樹脂を吸引・排出するブリード工程D、温度T1よりも高い所定の温度T2まで昇温する第2の昇温工程E、温度T2において樹脂を硬化させる硬化工程Fを有することを特徴とする真空RTM成形方法。
(もっと読む)
樹脂成形体及び樹脂成形品の製造方法
【課題】樹脂中への二酸化炭素溶解による可塑化効果を利用して、金型を高温に上げることなく樹脂表面に微細な凹凸や光学鏡面などが形成された金型転写面を高精度に転写できるとともに、気泡の発生を抑制し、射出成形並のサイクルタイム短縮を実現することのできる樹脂成形品を製造する方法を提供する。
【解決手段】樹脂成形体に二酸化炭素を含浸させ、金型の転写面を樹脂成形体表面に押し付けて、転写面のパターンを樹脂成形体表面に転写する樹脂成形品の製造方法において、少なくとも2層以上の積層構造から構成されるとともに、積層構造を構成する樹脂部材が少なくとも温度、圧力が同条件の場合における二酸化炭素の拡散速度が異なる2種類以上の樹脂部材で構成されている樹脂成形体を使用する。
(もっと読む)
161 - 180 / 395
[ Back to top ]