
Fターム[4F204AM28]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 成形装置、成形操作のその他の特徴 (1,253) | 成形雰囲気、環境の特徴 (488) | 真空、減圧 (395)
Fターム[4F204AM28]に分類される特許
101 - 120 / 395
多色成形方法及び多色成形品
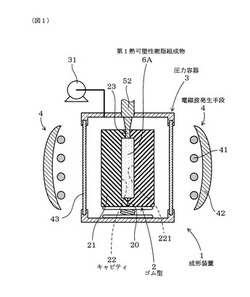
【課題】ゴム型を用いて熱可塑性樹脂の成形を行う場合に、形状、表面精度等の品質を向上させて、成形品に要求される様々な特性を満たすことができる多色成形品を簡単な方法によって成形することができる多色成形方法及び多色成形品を提供すること。
【解決手段】多色成形方法は、ゴム材料からなるゴム型2のキャビティ22内に第1熱可塑性樹脂組成物6Aからなる樹脂粒子を配置する配置工程と、ゴム型2を介してキャビティ22内における樹脂粒子に、0.78〜2μmの波長領域を含む電磁波を照射し、樹脂粒子を加熱して溶融させる加熱工程と、キャビティ22において残された未充填の空洞部分に、第1熱可塑性樹脂組成物6Aと組成が異なる溶融状態の第2熱可塑性樹脂組成物を充填する充填工程と、キャビティ22内の第1熱可塑性樹脂組成物6A及び第2熱可塑性樹脂組成物を冷却して二色成形品を得る冷却工程とを含む。
(もっと読む)
船用プロペラの翼及びその成形方法

【課題】キャビテーションエロージョンに耐え得る、安価で資源枯渇性のない強化繊維の複合材料を用いた船用プロペラ翼を提供する。
【解決手段】船用プロペラの翼において、少なくとも、翼の表面をアラミド繊維のクロス材、あるいはアラミド繊維の一方向材を同じ軸方向又は異なる軸方向に向けて積層した表層材で構成し、前記表層材を芯材となる構造材に被覆する。構造材をカーボン繊維強化樹脂又はガラス繊維強化樹脂としてもよい。
(もっと読む)
レンズアレイとその製造方法、及びラインヘッド
【課題】ボイドのないレンズアレイを製造できる製造方法とレンズアレイ、及びこのレンズアレイを備えてなるラインヘッドを提供する。
【解決手段】板状の基部431の表面に、複数のマイクロレンズ433を備えたレンズアレイ430aの製造方法である。アレイ形成面361に第1凹部362、第2凹部364が形成されたアレイ製造用型360用い、アレイ製造用型360と基板435との間に光硬化性樹脂JSを配し、減圧下において、アレイ製造用型360で加圧して光硬化性樹脂を第1凹部及び第2凹部内に圧入する。その際、光硬化性樹脂JSをアレイ形成面361と基板435との間からはみ出させることなく、これらの間に挟持する。その後、光硬化性樹脂JSに光を照射して硬化させ、アレイ製造用型360から離型することでレンズアレイ430aを得る。
(もっと読む)
積層成形体の成形方法並びに成形装置
【課題】積層成形体の成形方法並びに成形装置であって、表皮の搬送工程、セット工程を自動化することで、作業性を高め、かつ精度の良い形状出しを可能にするとともに、絞転写性を高め成形サイクルを短縮化する。
【解決手段】表皮投入位置Aから成形待機位置Bまで表皮30を搬送する搬送用コンベア80を両側の搬送ベルト83で構成し、内部にアシストモデル70の上下動を許容するスペースを設定する。そして、搬送用コンベア80の成形待機位置Bに位置決めされた表皮30に対してアシストモデル70を上昇操作することで自動的にアシストモデル70の表皮ホルダ用プレート75で表皮30を保持し、成形上下型50,60内にアシストモデル70を投入して、表皮30をセットすることにより、表皮30のセット作業を自動化でき、かつ表皮30の加熱後、迅速に成形を可能とすることで、絞模様の転写を良好に行ないシャープな形状出しを可能にする。
(もっと読む)
成形品の成形装置及び成形方法
【課題】樹脂の無駄、バリの除去工程、型からの成形品の取り外しによる無駄時間、ハンドリングによる不良品の発生等を排除できる成形品の成形装置を提供する。
【解決手段】第1のプレート3に設けられた複数の本体部用型部11と、第2のプレート4に設けられた複数の微細針部用型部12と、各本体部用型部11に樹脂チップ8を搬入する樹脂チップ搬入手段1と、第1のプレート3及び第2のプレート4を加熱する加熱手段13、14と、溶融された樹脂チップ8を加圧して本体部及び微細針部を成形する加圧手段2と、本体部及び微細針部が加圧成形された段階で加圧手段2を加圧動作状態のまま加熱手段13,14の加熱動作を停止し第1のプレート3及び第2のプレート4を冷却して成形品を固化する冷却手段15とを備える。
(もっと読む)
樹脂注入成形方法
【課題】RTM成形の際に、樹脂の注入速度を下げずに基材の移動や成形品の表面のしわを防止することによって、成形品の品質を向上させることができる、樹脂注入成形方法を提供する。
【解決手段】本発明に係る樹脂注入成形方法は、基材配置工程(ステップS1)と、可動型12と固定型11との間隔H1が、基材Pの大気中での見かけ厚さHpより小さく、かつ、予め設定された成形厚さHmより大きくなるまで、可動型12を固定型11に近接させ、固定型11と可動型12の間を気密状態にする、近接工程(ステップS2)と、減圧装置31で固定型11と可動型12の間を減圧する、減圧工程(ステップS3)と、樹脂注入装置41で固定型11と可動型12の間に樹脂を注入する、樹脂注入工程(ステップS4)と、可動型12と固定型11との間隔H1が、成形厚さHmとなるまで可動型12を近接させて成形品を成形する、成形工程(ステップS5)と、を備える。
(もっと読む)
繊維強化樹脂製部材の製造装置
【課題】接着剤塗布前の処理を必要最小限に抑え、接着剤による十分な接着強度を確保する。
【解決手段】金型1は、雄型3と雌型4とで成形部材用の密閉自在なキャビティ5が形成され、キャビティ5には樹脂9を含浸させる面形状の強化繊維からなる繊維基材6が収納される。雄型3の一端部には、上方からキャビティ5内へと、繊維基材6の上面から含浸させる樹脂9を注入する注入口3aが設けられており、他端部には、キャビティ5内に樹脂9を注入する際に、キャビティ5内の空気を吸引除去する吸引口3bが設けられている。雌型4の端部には、下方からキャビティ5内へと、繊維基材6の下面から含浸させる樹脂9を注入する注入口4aが設けられている。繊維強化樹脂製部材2のライン状の接着部8a,8aに対応する部位には、ライン状の凹溝4b,4bが形成されている。
(もっと読む)
透明熱可塑性樹脂組成物、並びにこれを用いた透明熱可塑性樹脂成形品及びその製造方法
【課題】曇価が20%以下である熱可塑性樹脂成形品を、電磁波照射成形によって迅速に成形することができる電磁波照射成形用の透明熱可塑性樹脂組成物、並びにこれを用いた透明熱可塑性樹脂成形品及びその製造方法を提供すること。
【解決手段】透明熱可塑性樹脂組成物6Aは、ゴム材料からなるゴム型2のキャビティ22内に充填し、ゴム型2を介して0.78〜2μmの波長領域を含む電磁波を照射して加熱溶融させるためのものである。透明熱可塑性樹脂組成物6Aは、透明熱可塑性樹脂成形品としたときの曇価が20%以下となるよう、透明熱可塑性樹脂100質量部に対して、赤外線吸収剤を0.0005〜0.1質量部含有してなる。
(もっと読む)
発泡成形方法及びその装置
【課題】発泡材料の発泡成形において、独立発泡セルの変形や型崩れが起きない発泡成形方法を提供する。
【解決手段】発泡材料を発泡させる発泡成形方法であって、内部空間12を有する成形型10を提供するステップと、前記成形型10の内部空間12を加圧状態にするステップと、前記加圧状態下における前記成形型10の内部空間12で、前記発泡材料を発泡させて、前記発泡材料の発泡を適宜に制御するようにしたステップと、前記成形型10の内部空間12に対する加圧状態を解除するステップとを備えたことを特徴とする。
(もっと読む)
真空プレス装置及び真空プレス方法
【課題】安定したプレス条件で被加工物のプレスを行うことのできる真空プレス装置及び真空プレス方法を提供する。
【解決手段】真空プレス装置が、定盤上に配置された被加工物が弾性を有するリリースシートに覆われるようにリリースシートを定盤に向けて押圧してリリースシートを定盤に密着させることによって定盤とリリースシートの間に密閉された第1の空間を形成する枠体と、第1の空間を真空引きするための真空ポンプと、定盤に対して枠体を相対的に移動させる駆動手段と、定盤と枠体との間の領域にリリースシートを搬入すると共に被加工物のプレス成形後にこの領域からリリースシートを搬出するリリースシート搬送手段とを有する。
(もっと読む)
断熱箱体の成形装置および成形方法
【課題】断熱箱体を構成する外箱と内箱との間に形成された充填空間に発泡断熱材を注入発泡し固化する際に発生する未充填部やボイド(気泡)を防止し、冷蔵庫等の断熱箱体の生産効率を向上させる。
【解決手段】外箱と内箱との間に形成された充填空間に発泡ウレタン等の発泡断熱材を注入し固化する際、治具の吸引孔より発泡断熱材の最終充填部の外箱と内箱の間から強制的に脱気し、未充填部やあるいはボイド(気泡)の発生を防止し、充填をはかり断熱箱体を形成する装置および方法を提供する。
(もっと読む)
表皮付発泡成形部材の成形方法、表皮付発泡成形部材、および表皮付発泡成形部材用の表皮
【課題】発泡体の発泡圧によって表皮の第1の面が折り曲げられるときに、第1の面に連なって形成された縦壁面にしわや歪みが発生することを防止し得る表皮付発泡成形部材の成形方法、表皮付発泡成形部材、および表皮付発泡成形部材の成形に好適に用いることができる表皮付発泡成形部材用の表皮を提供する。
【解決手段】発泡成形方法は、芯材を第1の型に配置する工程(ステップ11)と、表皮を第2の型に配置する工程(ステップ12)と、第1と第2の型を型締めする工程(ステップ13)と、発泡成形型に配置された芯材と表皮の間に発泡体を充填し、第1の面に連なる縦壁面によって生じる抵抗を緩和させながら発泡体の発泡圧によって第1の面を第2の成形面に沿って折り曲げる充填工程(ステップ14)と、発泡成形型を型開きする工程(ステップ15)と、成形型から成形品を取り出す工程(ステップ16)と、を有している。
(もっと読む)
ポリテトラフルオロエチレン延伸フィルムの製造方法およびポリテトラフルオロエチレン延伸フィルム
【課題】高い強度および優れた透明性を兼ね備えたポリテトラフルオロエチレン延伸フィルムを製造する方法、および該製造方法により得られるポリテトラフルオロエチレン延伸フィルムの提供。
【解決手段】ポリテトラフルオロエチレンからなる延伸フィルムの製造方法であって、前記ポリテトラフルオロエチレンを減圧雰囲気下、溶融状態で圧縮成形することによりフィルムを得るフィルム成形工程と、前記フィルムを溶融延伸する溶融延伸工程とを有するポリテトラフルオロエチレン延伸フィルムの製造方法。また、該製造方法により得られるポリテトラフルオロエチレン延伸フィルム。
(もっと読む)
強化繊維複合材ビームの製造方法
【課題】強化繊維シートの積層体の積層枚数が変化し長手方向に厚さが変化する部分を有する強化繊維複合材ビームを、所定形態に、容易にかつ精度良く成形する。
【解決手段】横断面にT形の形状部を含むとともに、長手方向に厚さが変化する部分を有する強化繊維複合材ビームの製造方法であって、(a)横断面に、L形部を持つ2つの強化繊維シートの積層体2a、2bを背中合わせにしたT形部を含み、長手方向に、強化繊維シートの積層枚数が変化する部分を有し、L形部の屈曲部の谷側の曲率半径R1が長手方向に一定である予備成形体1を製造する予備成形体製造工程と、(b)予備成形体1のより厚い部分において、T形部における垂直部5を水平部6に向けて近づけることにより、その部分における前記曲率半径R2を他の部分における曲率半径よりも小さくした曲率半径変化成形体10を成形する曲率半径変化成形体成形工程を含むことを特徴とする。
(もっと読む)
圧縮成形方法
【課題】樹脂厚が薄く樹脂封止エリアが広いワークの成形品質を高める共に、シート樹脂のハンドリングがしやすい圧縮成形方法を提供する。
【解決手段】第1の成形型において台紙11上に封止樹脂12を供給してクランプすることにより成形温度より低い第1の温度で加熱して半硬化状態の台紙付シート樹脂14を形成し、当該台紙付シート樹脂14を第1の成形型より取り出して冷却用定盤15によって押圧しながら常温付近まで急冷却する。また、台紙付シート樹脂14を第2の成形型Qへ搬入し、ワーク20と共にクランプして第1の温度より高い第2の温度で加熱加圧して硬化させて圧縮成形を行なう。
(もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】成形用樹脂の成形完了までの金型から成形用樹脂への熱の伝導特性を安定的に制御し、成形用樹脂の成形性を損なうことなく高い樹脂封止品質を実現可能とする。
【解決手段】被成形品102を樹脂封止する樹脂封止装置100において、下型110は、キャビティの底面を構成する成形部112と、成形部112の外周に嵌合し成形部112に対してY方向に移動可能な枠部114と、を有し、枠部114に離型フィルム106を吸着する吸着機構116の吸着口116Aと配管116Bとが配置され、更に、吸着機構116で離型フィルム106が吸着されると共に、離型フィルム106上に成形用樹脂104が配置された際に、離型フィルム106と成形部112の表面112Aとを非接触とするように、離型フィルム106と下型110とで構成される空隙126内の圧力を調整する圧力調整機構118を備えた。
(もっと読む)
繊維強化プラスチックの成形方法
【課題】上型を使用しないVaRTM法にて繊維強化プラスチックを成形する方法に関し、樹脂の廃棄量削減と成形品の収率の向上との両立を可能ならしめて、複合材料の高強度化、軽量化することが可能な繊維強化プラスチックの成形方法。
【解決手段】成形型1の上に強化繊維材2、副資材を配置し、強化繊維材、副資材を密閉媒体8で覆い、密閉媒体8と成形型1の間を気密にシールし、密閉媒体8と成形型1との間を排気すると共に強化繊維材2に樹脂を注入して硬化させる繊維強化プラスチックの成形方法において、樹脂注入路5と真空吸引路6を設けて、真空吸引路6から排気しながら、樹脂注入路5から規定量の樹脂を注入・含浸した後、樹脂の注入を停止し、且つ真空吸引路6から樹脂が流出する前に、排気を停止し、実質的に強化繊維材2に注入・含浸した樹脂を真空吸引により除去しないで、樹脂を硬化させることを特徴とする繊維強化プラスチックの成形方法。
(もっと読む)
オートクレーブ硬化サイクルの設計プロセス及び硬化方法
方法は、ポリイミド樹脂を染み込ませた繊維強化層を用いてプレフォームを形成するステップと、ポリイミド樹脂系から溶媒のほぼ全部を除去するに十分な第1の時間をかけて、第1の真空、圧力、及び温度条件で溶媒を除去し、ポリイミド樹脂のイミド化がほぼ完全に生じるに十分な第2の時間をかけて、第2の真空、圧力、及び温度条件下でポリイミド樹脂系をイミド化し、イミド化の後、プレフォームが所定の温度になるとプレフォームに圧力をかけることを含めた第3の真空、圧力、及び温度条件下でプレフォームを強化し、第4の真空、圧力、及び温度条件でプレフォームを固化し、タービンエンジン部品の形状を有する硬化積層構造物を形成するステップを含む。溶媒除去段階、イミド化段階、強化段階、及び固化段階における所望の結果に応じた、ポリイミド樹脂の全体的な硬化サイクルを設計するための方法を提供する。
(もっと読む)
FRP製長尺角パイプの成形方法
【課題】マンドレルを使用しないで、作業効率よくFRP製の長尺角パイプをオートクレーブ成形する方法を提供すること。
【解決手段】別々に賦形された断面コ字形の上側部材と下側部材を、上型と下型からなる成形型に断面ロ字形に接合配置してFRP製の長尺角パイプをオートクレーブ成形するに際し、先ず、上側部材が敷設された上側賦形型を減圧条件下に置いて上側部材を上側賦形型に密着させ、次いで、該上側賦形型に密着した上側部材を、成形型の下型に敷設された下側部材と断面ロ字形に接合配置し、その後、前記上側賦形型を成形型の上型として前記成形型の下型と型締めしオートクレーブ成形を行う成形方法である。
(もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】最小限の工程により粉粒体状樹脂を予め熱の伝わりやすい形態に成形することで、樹脂封止品質を保ちつつ樹脂封止装置における樹脂封止作業の高速化を可能とする。
【解決手段】粉粒体状樹脂102を離型フィルム116に載せ、離型フィルム116上で成形された予備的融着樹脂104を用いて、金型で被成形品の樹脂封止をする樹脂封止装置100であって、少なくとも一部の粉粒体状樹脂102を互いに融着させて予備的融着樹脂を成形する制御部、離型フィルム116、原料供給機124、及びホットプレート128を備え、離型フィルム116と共に予備的融着樹脂104が金型に投入されて、離型フィルム116が樹脂封止の際にも使用される。
(もっと読む)
101 - 120 / 395
[ Back to top ]