
Fターム[4F204EA01]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の区分 (2,505) | 発泡注型成形 (722)
Fターム[4F204EA01]に分類される特許
141 - 160 / 722
超臨界または近臨界発泡剤によるポリウレタンフォームの製造方法
本発明は、用いる推進ガスが、超臨界または近臨界状態で存在する、ポリウレタンフォームを製造するための方法に関する。反応混合物を、密閉金型中へ導入し、密閉金型を、その内部容積および/またはその内部の圧力が混合物を導入した後、外的作用により変化させることができるように構成される。界面活性剤を選択することにより、推進ガスのマイクロエマルションがポリオール相中に得られる。本発明は、本発明の方法により得られるナノ気泡質ポリウレタンフォームに更に関する。 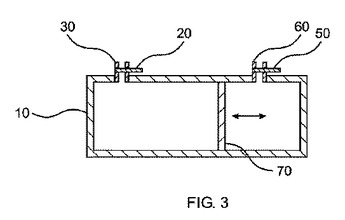 (もっと読む)
(もっと読む)
一体のエネルギー吸収発泡体を有するヘッドライナーの製造方法

【課題】変化している発泡体厚さ及び密度の輪郭部分を有するヘッドライナー組立体を提供すること。
【解決手段】自動車の客室に使用するためのヘッドライナー組立体80であって、反対向きの第一側面及び第二側面を有する輪郭付基板を形成するウレタン発泡体68の層の中に埋め込まれたガラス繊維マット62と、第一側面に貼り付けられた離型フィルム60と、反対向きの第二側面に貼り付けられた接着フィルム66と、離型フィルムに接着され前記ヘッドライナー組立体に弾力性及び騒音吸収を与えるスクリム層72と、接着フィルムに接着され装飾カバーをヘッドライナー組立体に与える生地層70と、を備え、ヘッドライナー組立体は、ヘッドライナー組立体に一体のエネルギー吸収部を設けるための、ウレタン発泡体の変化する厚さの領域を有する予め決定された輪郭で形成されているヘッドライナー組立体。
(もっと読む)
レンズアレイの製造方法、及び製造装置

【課題】レンズアレイを精度良く形成する。
【解決手段】複数のレンズ成形面が配列された転写面をそれぞれ有する一対の型20、30を用い、前記一対の型20、30の前記転写面の間に形成されるキャビティCにエネルギー硬化性の樹脂材料Mを充填して硬化させることにより、レンズアレイを製造するレンズアレイの製造方法であって、前記転写面が水平方向と交差するように前記一対の型20、30をそれぞれ配置し、前記キャビティCに、その鉛直方向下部から前記樹脂材料を充填していく充填工程と、前記転写面が水平方向に沿うように前記一対の型20、30をそれぞれ配置して、前記キャビティCに充填された前記樹脂材料Mを硬化する硬化工程とを備える。
(もっと読む)
発泡シート及び金属多孔体シート並びにその製造方法
【課題】比較的開口面積が大きく、大きさや形状にバラツキのない均等な発泡セルが均等配置で形成された発泡シートと、この発泡シートを用いた、孔の形状や寸法及びその配置にバラツキがなく、特に高性能電池用電極材として有用な金属多孔体シートを提供する。
【解決手段】発泡原液を有底長筒状の成形型1内で発泡成形し、得られた柱状発泡ブロック3を側周方向にスライスしてシート状物4とする。この発泡シート4に金属を被覆した後、発泡シートを焼失させて金属多孔体シートとする。
(もっと読む)
衝撃エネルギー吸収材成形用金型の衝撃エネルギー吸収材取付用クリップ保持構造及び衝撃エネルギー吸収材取付用クリップ
【課題】金型内面にインサート物を容易に且つしっかりと保持しておくことができ、脱型時には容易にクリップからピンを抜くことができる金型のインサート物保持構造と、この構造を利用した発泡成形方法と、この構造及び方法に用いることができるクリップと、このクリップを備えたEA材を提供する。
【解決手段】段部43付きの貫通孔42を有したこのクリップ40にクリップ係止ピン50が挿入係止されることにより、EA材1が金型60に取り付けられる。この金型60内にてウレタン等の発泡成形が行われ、EA材1が表面部に埋設されたEA材1が製造される。クリップ40の内面に凸部47が設けられているので、発泡成形時にクリップ40が動かない。クリップ40を介してEA材1が自動車のドアトリム等に取り付けられる。
(もっと読む)
発泡成形部材及びその製造方法
【課題】発泡成形体の穴状部の入口部又は奥行き方向の途中部が狭隘部となっており、該狭隘部の内面に補強材が配設されている発泡成形部材において、製造が容易であり、且つ補強材が発泡成形体と精度良く一体化された発泡成形部材及びその製造方法を提供する。
【解決手段】シートパッド本体2と、該シートパッド本体2の裏面に沿って配設された面状の補強材10とを備え、該補強材10がシートパッド本体2と一体成形により一体化されてなるシートパッド1。シートパッド本体2には、その外面から凹嵌する凹部6が設けられており、該凹部6は、その入口側がそれよりも奥側よりも狭まった狭隘部となっており、該凹部6の内面に補強材10が配設されている。補強材10は、凹部6の入口側において弾性的に伸長可能となっている。
(もっと読む)
衝撃吸収部材およびその製造方法
【課題】衝撃吸収部材の本体における欠肉の発生を抑制する。
【解決手段】衝撃吸収部材20は、成形型内で発泡成形される発泡体からなる本体22と、この本体22に成形型での発泡成形時に埋め込まれ、ドアトリムへの取付部分となる取付部材24とを有している。取付部材24は、取付孔26aを有する筒体部26と、この筒体部26の端部に設けられ、発泡体の発泡成形時に成形型の型面に当接するフランジ部28と、このフランジ部28における型面への当接面に凹設され、型面との間に隙間を形成する溝部30とを備えている。
(もっと読む)
ウレタン発泡成形体およびその製造方法
【課題】 所望の吸音特性を有すると共に熱伝導性の高いウレタン発泡成形体、およびその製造方法を提供する。
【解決手段】 ウレタン発泡成形体は、セルを区画する骨格樹脂が一端から他端に向かって筋状に延びているポリウレタンフォームからなる発泡本体を有し、該骨格樹脂中には、該一端から該他端方向に配向している磁性体粒子と、非磁性体からなり該一端から該他端方向に互いに連接している高熱伝導性フィラーと、が含有されている。また、その製造方法は、発泡ウレタン樹脂原料と、磁性体粒子と、非磁性体からなる高熱伝導性フィラーと、を混合して混合原料とする原料混合工程と、該混合原料を発泡型のキャビティ内に注入し、該キャビティの一端から他端に向かう磁場中で発泡させる発泡工程と、を有する。
(もっと読む)
複合成型体
【課題】難燃性であるとともに、発泡成型樹脂の補強材表面への染み出しが防止されており、補強材が柔軟性を有し、且つ、異音発生を防止できる複合成型体を提供する。
【解決手段】発泡成型樹脂と、該発泡成型樹脂の補強材である捲縮長繊維スパンボンド不織布とを有する複合成型体であって、該捲縮長繊維スパンボンド不織布が、繊度0.5〜10dtex及び捲縮数2〜40個/25mmであるポリプロピレン系捲縮長繊維を少なくとも用いて構成されており、該捲縮長繊維スパンボンド不織布が、部分熱圧着率2〜15%で熱圧着されており、該捲縮長繊維スパンボンド不織布が、目付50〜200g/m2、厚み0.5〜2.0mm、通気性0.1〜150cm3/cm2/sec、及びJIS−K−7201に従って測定される酸素指数(LOI)20以上を有する、複合成型体。
(もっと読む)
ポリウレタンタービン翼のための自動化された製造方法
本発明は、ポリウレタン風力タービン翼および他の大きな物体の製造方法を提供する。本発明は、風力タービン翼のための金型を風力発電所において形成する工程、イソシアネートおよびイソシアネート反応性成分を、自動化反応射出成形(「RIM」)機により金型中へ射出する工程、金型を閉じ、プレスしおよび加熱して得られるポリウレタンを硬化する工程およびポリウレタン翼を風力タービン中に取り付ける工程を含む。また、該方法は、風力タービン翼金型を、風力発電所において形成する工程、イソシアネート、イソシアネート反応性成分および長繊維を自動化長繊維射出(「LFI」)機で射出する工程、金型を閉じ、プレスしおよび加熱して得られるポリウレタンを硬化する工程およびポリウレタン翼を風力タービン中に取り付ける工程を含む。本発明の製造方法は、風力発電所において行われるので、輸送問題を未然に防ぎ得る。 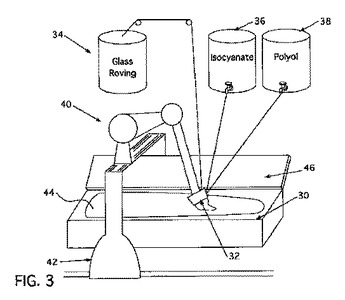 (もっと読む)
(もっと読む)
ポリウレタンフォームの製造方法
【課題】クローズドモールド成形法によってポリウレタンフォームを製造する際に、ポリウレタンフォームの厚みを薄くしてもセル荒れの無い良好なフォーム状態を得ることができるポリウレタンフォームの製造方法の提供を目的とする。
【解決手段】閉型したモールド11内に、ポリオール、ポリイソシアネート、鎖延長剤、発泡剤、触媒及び整泡剤を含むポリウレタンフォーム原料Pを注入し、発泡させた後にモールド11を開いてポリウレタンフォームを脱型するポリウレタンフォームの製造方法において、鎖延長剤がトリレンジアミンと第3級アミノアルコールの両方からなり、触媒が3級アミン触媒からなり、ポリイソシアネートが変性MDIからなり、ポリウレタンフォーム原料Pの注入後、脱型前に閉型状態のモールド11を0.5〜5秒間開く途中開放を行ない、その後は脱型まで閉型するようにした。
(もっと読む)
発泡樹脂成形品の製造方法及び製造設備
【課題】少なくとも一部が合成樹脂からなる副資材を容易に金型内面の湾曲面に沿って延在するように配置することができ、且つ成形後の脱型も容易な発泡樹脂成形品の製造方法及び製造設備を提供する。
【解決手段】工場の床にサーキット状のレール10が敷設され、台車11がこのレール10に沿って移動可能に設置されている。台車11上に、発泡成形用金型12と、合成樹脂製の副資材13を収容し、且つ副資材13を、該合成樹脂の曲げ強度及び曲げ弾性率が所定値以下となる温度以上の温度に加温するための副資材加温装置14が設置されている。副資材組み付けゾーンにおいて、副資材加温装置14から副資材13を取り出し、この副資材13をキャビティ12a内の副資材配置予定領域12bに配置し、係止部に係止する。その後、発泡成形を行う。
(もっと読む)
積層樹脂成形体の製造方法
【課題】表皮層と樹脂発泡体とが積層された積層樹脂成形体として、軟質なものを簡便に、しかも、効率よく製造する。
【解決手段】成形装置10を構成する下型12、第1横型14、第2横型16及び上型18によって、キャビティ20が形成される。そして、第1横型14に対し、キャビティ20の延在方向に沿って原材料28が流動するように注入機22が設置される一方、第2横型16に送気管30が設けられる。注入機22から原材料28が射出される際、送気管30を介してキャビティ20に圧縮エア等のガスが供給され、このガスにより原材料28が注入機22側に押圧される。この状態で原材料28内に独立気泡40が形成されている最中に前記ガスの圧力が低減され、これにより各独立気泡40から亀裂が伝播して互いに連なり、連続気泡が形成される。
(もっと読む)
発泡ウレタン複合成形品の製造方法および発泡ウレタン複合成形品
【課題】 従来の金型を用いた場合の種々の工程上の問題を改善する製造方法を提供すると共に、従来の高密度表面層を有する発泡ウレタン成形品に替わって使用でき、表面の耐擦傷性が改良された発泡ウレタン複合成型品を提供する。
【解決手段】 熱可塑性硬質樹脂のシートを真空成型して表皮型枠を製造し、該表皮型枠を該表皮型枠と同型の金型にセットし、該表皮型枠内でウレタン発泡を行った後該金型から表皮型枠毎脱型する、表皮型枠と発泡ウレタンが一体化した発泡ウレタン複合成形品の製造方法;および該製造方法で製造された、高密度発泡ウレタン成形品に替る発泡ウレタン複合成形品である。
(もっと読む)
カーボンネガティブなバイオプラスチック製家具
家具は、カーボンネガティブなバイオプラスチックと、バイオプラスチックを型内で発泡させて、カーボンフットプリントがマイナスの家具を製造するための無害な発泡剤とを含む。 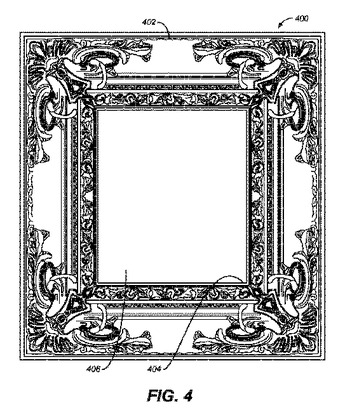 (もっと読む)
(もっと読む)
ボールの製造方法
【課題】耐久性および品質が向上したボールの製造方法を提供する。
【解決手段】下型70の凹状成形面72にキャビティ62の中心となる方向へ突出した支持ピン90に、電子識別媒体ICを収容した芯材30を取外し可能に取付ける。下型70の凹状成形面72および上型80の凹状成形面82にインモールドコート剤を塗布する。ウレタン原料を注入して下型70および上型80を型閉めした後、両型70,80の境界部に形成されたガス抜き部66がキャビティ62の最上部に位置するよう成形型を姿勢変位する。キャビティ62内で、ウレタン原料の発泡、硬化により発泡層40を成形すると共に、インモールドコート剤の硬化によりコーティング層50を成形する。
(もっと読む)
シートクッション成形型およびシートクッションの製造方法
【課題】後加工を不要としたシートクッション成形型およびシートクッションの製造方法を提供する。
【解決手段】シートクッション成形型Mは、下型60と、この下型60と型閉め可能に配設されて該下型60との間にクッション本体10に合わせたキャビティ64を形成する上型70とを備える。またシートクッション成形型Mは、フレーム20を、上型70のキャビティ64を画成する成形面72から離して該キャビティ64に支持するセット部を備える。更にシートクッション成形型Mは、上型70に下方に開口するよう成形面72から凹設され、セット部74にセットしたフレーム20から上方に突出したフック30を受け入れる凹部80を備えると共に、凹部80の開口周囲を囲う規制手段90を備える。前記規制手段90は、上型70の成形面72から突出して凹部80の開口周囲を囲う流入規制壁92から構成される。
(もっと読む)
プラスチックレンズおよびその製造方法
【課題】短時間および簡便な工程によりハイブリッドレンズを得ること。クラゲ状の変形が発生せず、良好な形状を有するハイブリッドレンズを得ること。
【解決手段】熱ラジカル重合および光カチオン重合を組み合わせることにより製造され、部位により硬さまたは屈折率が異なるレンズであって、1つのモールドを用いて製造されることを特徴とするレンズ。このレンズは、例えば、モノマー混合液をモールドチャンバー内で熱重合する工程、中央部のみに光を照射して光カチオン重合する工程、更に熱を加えて光カチオン重合を進行させる工程を含む方法により製造される。
(もっと読む)
ポリウレタンガスケットおよびそれを形成する方法
シールを形成する方法は、一成分ポリウレタン前駆体からフロスを調製する工程、該フロスを物品の面に適用する工程、および水を該フロスとともに同時に適用する工程を含み、該フロスは硬化して、該物品に接着した350kg/m3以下の密度を有するガスケットを形成する。 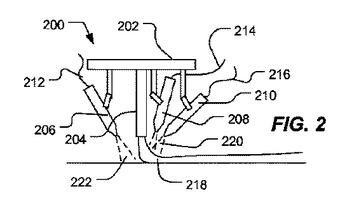 (もっと読む)
(もっと読む)
シートパッドおよびその製造方法
【課題】厚みが薄くても座り心地の良さを確保しつつ、見栄え良く表皮をカバーリングできるシートパッドおよびその製造方法を提供することである。
【解決手段】シートパッド30は、軟質性ウレタン発泡樹脂20から成っており、その表面の一端側から他端側に向けて厚みが漸次減少するように高密度軟質性ウレタン発泡樹脂10が積層されている座面と、その表面に高密度軟質性ウレタン発泡樹脂10が積層されている側面とを有し、座面の高密度軟質性ウレタン発泡樹脂10と側面の高密度軟質性ウレタン発泡樹脂10とは連続して設けられた構成となっている。
(もっと読む)
141 - 160 / 722
[ Back to top ]